
Download as pdf or txt
You might also like
- Djj10013-Engineering Drawing: Title: Autocad ReportDocument23 pagesDjj10013-Engineering Drawing: Title: Autocad ReportDhana KumaranNo ratings yet
- Visi AnalysisDocument40 pagesVisi Analysiseestradabarbosa1447No ratings yet
- NX Progressive Die WizardDocument4 pagesNX Progressive Die WizardNguyễn Thế Quang Dũng100% (1)
- Intro To NXOpen For CAEDocument11 pagesIntro To NXOpen For CAEALDAIR ALVES BUENONo ratings yet
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryFrom EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNo ratings yet
- Autodesk All Programs Key Gen 2012 Crack Team XDocument3 pagesAutodesk All Programs Key Gen 2012 Crack Team XJesus Edilberto Miranda Clavijo0% (1)
- Northern Research GroupDocument2 pagesNorthern Research GroupTeam GuidoNo ratings yet
- CribMaster 11 Features - User GuideDocument22 pagesCribMaster 11 Features - User GuidesalurkarNo ratings yet
- Transfer PricingDocument8 pagesTransfer PricingAnamir Bello Carillo50% (2)
- The Challenges of Managerial Accounting 2Document5 pagesThe Challenges of Managerial Accounting 2therhine100% (2)
- 3DQuickPress V5.0.1 Training Manual PDFDocument219 pages3DQuickPress V5.0.1 Training Manual PDFNguyen Tan TaiNo ratings yet
- Vero Software - Sheet Metal SolutionsDocument16 pagesVero Software - Sheet Metal Solutionsmarc5135No ratings yet
- c01 nx8.5 EvalDocument20 pagesc01 nx8.5 EvalSeshi ReddyNo ratings yet
- Tut02 MouseDocument99 pagesTut02 MouseLisseth RamirezNo ratings yet
- Split Works UtDocument150 pagesSplit Works UtNazriNo ratings yet
- Mastercam 2019 (PDFDrive)Document94 pagesMastercam 2019 (PDFDrive)Paulo Jorge Gonçalves CardosoNo ratings yet
- 2DV2 Tutorial BookletDocument74 pages2DV2 Tutorial BookletTripleX100% (1)
- S.Balamurugan: Asst - Prof (SR.G) Departement of Mechanical Engineering SRM UniversityDocument38 pagesS.Balamurugan: Asst - Prof (SR.G) Departement of Mechanical Engineering SRM UniversityPradeepvenugopalNo ratings yet
- 01 MASTERCAM - 2D ContourDocument22 pages01 MASTERCAM - 2D ContourcostycgNo ratings yet
- Sheet Metal Solutions OptimisedDocument16 pagesSheet Metal Solutions Optimisedrolo6945100% (1)
- NX NF TipsUndTricksDocument12 pagesNX NF TipsUndTricksThilo Breitsprecher100% (1)
- Unigraphics NX8Document37 pagesUnigraphics NX8Prakash ChandrasekaranNo ratings yet
- Wireframe and Surface Design: CATIA TrainingDocument55 pagesWireframe and Surface Design: CATIA Trainingkishore99939No ratings yet
- 2008 NX Open StatusDocument24 pages2008 NX Open Statushector_547No ratings yet
- NX Electrode Design AysDocument2 pagesNX Electrode Design Aysbadboys123No ratings yet
- MasterCAM - V9 - Beginner F1 TutorialDocument34 pagesMasterCAM - V9 - Beginner F1 TutorialRafael Donadio100% (1)
- Human Activity Analysis PDFDocument63 pagesHuman Activity Analysis PDFJavier Lopez PereiraNo ratings yet
- WNC Brochure WebDocument10 pagesWNC Brochure WebAkshay RaskarNo ratings yet
- 01 Exercise CrossmemberDocument54 pages01 Exercise CrossmemberSebastian OrdoñezNo ratings yet
- CATIA CAD Customization Automation API Job ProjectsDocument10 pagesCATIA CAD Customization Automation API Job ProjectssarfrajNo ratings yet
- CorelDraw Training For Laser Cutting Machines With Many Examples Learn and Master Many Example You Can Do With Coreldraw.... (Kaşoğlu, Abdulkadir Kaşoğlu, Abdulkadir)Document59 pagesCorelDraw Training For Laser Cutting Machines With Many Examples Learn and Master Many Example You Can Do With Coreldraw.... (Kaşoğlu, Abdulkadir Kaşoğlu, Abdulkadir)MirelaMilanNo ratings yet
- Mechanical Freeform Modeling: Student Guide October 2012 MT10035-S - NX 8.5Document369 pagesMechanical Freeform Modeling: Student Guide October 2012 MT10035-S - NX 8.5Isaque SilvaNo ratings yet
- DMU Fitting Simulation PDFDocument9 pagesDMU Fitting Simulation PDFtest1No ratings yet
- Department of Mechanical Engineering: Machine Design & CAD-II Lab (MEEN-3238)Document11 pagesDepartment of Mechanical Engineering: Machine Design & CAD-II Lab (MEEN-3238)Sarmad HafeezNo ratings yet
- Pro-Engineer WildFire 4.0 ManualDocument45 pagesPro-Engineer WildFire 4.0 ManualMoiz MohsinNo ratings yet
- NX7 For Engineers and DesignersDocument1 pageNX7 For Engineers and DesignersDreamtech Press100% (1)
- Creating Loft Surfaces Icem - Surf DesignDocument1 pageCreating Loft Surfaces Icem - Surf Designokupa06No ratings yet
- Catia SurfaceDocument14 pagesCatia Surfaceapi-3799982100% (2)
- Rhino & PhotoshopDocument15 pagesRhino & PhotoshopMînecan Ioan AlexandruNo ratings yet
- Getting StartedDocument43 pagesGetting StartedJohnnattan VargasNo ratings yet
- Powermill Cowling Notes 2010Document14 pagesPowermill Cowling Notes 2010SAMEERBOBALNo ratings yet
- EdgeCAM 2015Document12 pagesEdgeCAM 2015Daniela UlianNo ratings yet
- NX Tool Guide For Designing A Hexagonal ScrewDocument5 pagesNX Tool Guide For Designing A Hexagonal ScrewMohanrajesh rajeshNo ratings yet
- Merged RubberDocument16 pagesMerged RubberngejooNo ratings yet
- Vero Software - Plastic Tooling SolutionsDocument16 pagesVero Software - Plastic Tooling Solutionsmarc5135100% (1)
- Siemens PLM Teamcenter Service Oriented Architecture WP Tcm68 24383Document15 pagesSiemens PLM Teamcenter Service Oriented Architecture WP Tcm68 24383Suresh KonapuramNo ratings yet
- Free CATIA Tutorial 2 Computer MouseDocument99 pagesFree CATIA Tutorial 2 Computer MouseIonut GhioneaNo ratings yet
- VISI ModellingDocument2 pagesVISI ModellingNio Mac-leanNo ratings yet
- C16 NX11 PDFDocument82 pagesC16 NX11 PDFVignesh WaranNo ratings yet
- Catia TutoroalDocument9 pagesCatia TutoroalSantu SanthoshNo ratings yet
- Indian Institute of Technology, Delhi: Department of Mechanical EnggDocument0 pagesIndian Institute of Technology, Delhi: Department of Mechanical EnggGeorge KaridisNo ratings yet
- PSTC 4Document4 pagesPSTC 4Soo SeoNo ratings yet
- Electrode Works UtDocument72 pagesElectrode Works UtErick VidalNo ratings yet
- Ama WB NX PDFDocument36 pagesAma WB NX PDFirinaNo ratings yet
- AutoCAD 2014 Essentials: Autodesk Official PressFrom EverandAutoCAD 2014 Essentials: Autodesk Official PressRating: 4 out of 5 stars4/5 (1)
- SolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)From EverandSolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)Rating: 4.5 out of 5 stars4.5/5 (5)
- 3DQSV3CatalogLetter PDFDocument2 pages3DQSV3CatalogLetter PDFNisargNo ratings yet
- AutoCAD Plant 3D Complete GuideDocument2 pagesAutoCAD Plant 3D Complete GuideMecanichal Steel0% (1)
- S3 Mech CAD Lab ManualDocument25 pagesS3 Mech CAD Lab ManualKailas Sree Chandran100% (4)
- 3DQStrip PDFDocument2 pages3DQStrip PDFAbdurrahman ÇetinNo ratings yet
- Cad Cam - 22.12.15-1 PDFDocument87 pagesCad Cam - 22.12.15-1 PDFGuru MaheshNo ratings yet
- V. S. B Engineering College, Karur - 639 111: Department of Mechanical EngineeringDocument121 pagesV. S. B Engineering College, Karur - 639 111: Department of Mechanical EngineeringvinodkumarNo ratings yet
- MC GILL UNIVERSITY - 2014-2015 Undergraduate Ecalendar Fall EditionDocument14 pagesMC GILL UNIVERSITY - 2014-2015 Undergraduate Ecalendar Fall EditionxevniNo ratings yet
- AEX250Document9 pagesAEX250xevniNo ratings yet
- Super X3 CNC Mill: ManualDocument24 pagesSuper X3 CNC Mill: ManualVicente Capistrán GómezNo ratings yet
- AEX300LDocument7 pagesAEX300LxevniNo ratings yet
- EDU Drawing Exercises 2010 ENGDocument51 pagesEDU Drawing Exercises 2010 ENGjguitar2009No ratings yet
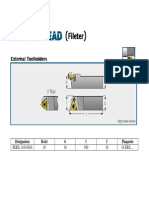
- W Dmax Désignation HXB L F V E H4 Vis: 2.2-3.15 32 GHSR/L 16-2 16X16 120 15.1 8 26 - SR 16-212Document2 pagesW Dmax Désignation HXB L F V E H4 Vis: 2.2-3.15 32 GHSR/L 16-2 16X16 120 15.1 8 26 - SR 16-212xevniNo ratings yet
- CNC Ú ÊÖ À Ì °Ê ÀýDocument132 pagesCNC Ú ÊÖ À Ì °Ê ÀýxevniNo ratings yet
- Désignation H h1 B L F PlaquetteDocument2 pagesDésignation H h1 B L F PlaquettexevniNo ratings yet
- CNC Ú ÊÖ À Ì °Ê ÀýDocument132 pagesCNC Ú ÊÖ À Ì °Ê ÀýxevniNo ratings yet
- Munger Talk at Harvard-WestlakeDocument10 pagesMunger Talk at Harvard-WestlakeSantangel's Review100% (7)
- Punjab PoliceDocument20 pagesPunjab Policevinod512793No ratings yet
- Quiz 1 Internet ShoppingDocument1 pageQuiz 1 Internet ShoppingEloy RicouzNo ratings yet
- Criteria For Master Teacher: (With Additional Proposed Documents and The Specific Points As Support To Other Criteria)Document19 pagesCriteria For Master Teacher: (With Additional Proposed Documents and The Specific Points As Support To Other Criteria)Dennis ReyesNo ratings yet
- Topic 6:sustainability & Green EngineeringDocument5 pagesTopic 6:sustainability & Green EngineeringyanNo ratings yet
- Trad Ic Mock ExamDocument15 pagesTrad Ic Mock ExamArvin AltamiaNo ratings yet
- G.R. No. L 55935 Marcopper Vs GarciaDocument11 pagesG.R. No. L 55935 Marcopper Vs GarciaAnonymous n3dNSUfFuNo ratings yet
- Prof. Gandeza - Review Notes in Civil LawDocument58 pagesProf. Gandeza - Review Notes in Civil LawFlorenz Efren CacatianNo ratings yet
- Sop MMD 08 11 Purchase Order Terms and Conditions PDFDocument7 pagesSop MMD 08 11 Purchase Order Terms and Conditions PDFIip EriyaniNo ratings yet
- Dqs259 Assignment 2_question [Mar-Aug 2024]Document12 pagesDqs259 Assignment 2_question [Mar-Aug 2024]CrackedCoreNo ratings yet
- Naac Lesson Plan Subject-WsnDocument6 pagesNaac Lesson Plan Subject-WsnAditya Kumar TikkireddiNo ratings yet
- Statistics Mcqs - Estimation Part 6: ExamraceDocument45 pagesStatistics Mcqs - Estimation Part 6: ExamraceLloyd SebastianNo ratings yet
- Specific PerformanceDocument3 pagesSpecific PerformanceAye AlexaNo ratings yet
- Gagas 2018Document233 pagesGagas 2018UnggulRajevPradanaNo ratings yet
- Reading Assignment I: Intro To Swift: ObjectiveDocument10 pagesReading Assignment I: Intro To Swift: ObjectiveAlbert JordanNo ratings yet
- Digital Electronics MCQDocument10 pagesDigital Electronics MCQDr.D.PradeepkannanNo ratings yet
- Group 8 Design Main Report + Appendix (1) 1 400Document400 pagesGroup 8 Design Main Report + Appendix (1) 1 400Manishaa Varatha RajuNo ratings yet
- State of The Art Review of CO2 Storage Site Selection and Characterisation MethodsDocument132 pagesState of The Art Review of CO2 Storage Site Selection and Characterisation MethodsApostolos ArvanitisNo ratings yet
- Case Digest - Jao v. CA, 382 SCRA 407, GR 128314, May 29, 2002Document2 pagesCase Digest - Jao v. CA, 382 SCRA 407, GR 128314, May 29, 2002Lu CasNo ratings yet
- Steel-Concrete Composites Beams Considering Shear Slip EffectDocument23 pagesSteel-Concrete Composites Beams Considering Shear Slip EffectAnnisa Prita MelindaNo ratings yet
- PayfixationoptionsDocument5 pagesPayfixationoptionsGK TiwariNo ratings yet
- DHL Strategy ModelDocument59 pagesDHL Strategy Modelfssankar100% (12)
- Sagarika Sinha: Senior Systems Engineer - Infosys, PuneDocument1 pageSagarika Sinha: Senior Systems Engineer - Infosys, PunePari RastogiNo ratings yet
- Norway Joint Venture Audit GuidelinesDocument31 pagesNorway Joint Venture Audit GuidelinesPatekJoaquinNo ratings yet
- ETM-OT - Electronic Temperature Monitor: DescriptionDocument3 pagesETM-OT - Electronic Temperature Monitor: DescriptionMKNo ratings yet
- KW950E Course RecorderDocument1 pageKW950E Course RecorderСКБ ФИОЛЕНТNo ratings yet















































































![Dqs259 Assignment 2_question [Mar-Aug 2024]](https://imgv2-1-f.scribdassets.com/img/document/747277161/149x198/98cbcf6efd/1719923930?v=1)















