Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AWS Vs Azure Vs Google Cloud - A Detailed Comparison of The Cloud Services Giants PDFDocument10 pagesAWS Vs Azure Vs Google Cloud - A Detailed Comparison of The Cloud Services Giants PDFSakthivel PNo ratings yet
- Machine Design Ebook1Document184 pagesMachine Design Ebook1Hew LetNo ratings yet
- Selenium Interview Questions - CognizantDocument20 pagesSelenium Interview Questions - CognizantJessie SokhiNo ratings yet
- Paul G. Barash, Bruce F. Cullen, Michael Cahalan, M. Christine Stock, Rafael Ortega, Sam R. Sharar, Robert K. Stoelting - Clinical Anesthesia Fundamentals-LWW (2015) (1) - Pages-141-276 PDFDocument136 pagesPaul G. Barash, Bruce F. Cullen, Michael Cahalan, M. Christine Stock, Rafael Ortega, Sam R. Sharar, Robert K. Stoelting - Clinical Anesthesia Fundamentals-LWW (2015) (1) - Pages-141-276 PDFDidiNo ratings yet
- NumerologyDocument24 pagesNumerologyphani60% (5)
- 2,6-Diamino-4-Phenylphenol (DAPP) Copolymerized Polyimides: Synthesis and CharacterizationDocument8 pages2,6-Diamino-4-Phenylphenol (DAPP) Copolymerized Polyimides: Synthesis and CharacterizationMario RojasNo ratings yet
- Chen 2011Document5 pagesChen 2011Mario RojasNo ratings yet
- On The Lanthanide and Scandinide ContractionsDocument2 pagesOn The Lanthanide and Scandinide ContractionsMario RojasNo ratings yet
- Chemistry 445 Lecture 10 Hydrolysis of Metal IonsDocument16 pagesChemistry 445 Lecture 10 Hydrolysis of Metal IonsMario RojasNo ratings yet
- Van Der Waals VolumeDocument6 pagesVan Der Waals VolumeMario RojasNo ratings yet
- Acm 4 - B4-A1Document4 pagesAcm 4 - B4-A1Heru HaryantoNo ratings yet
- Utpaladeva's Lost Vivrti On The Ishwara Pratyabhijna Karika - Raffaele TorellaDocument12 pagesUtpaladeva's Lost Vivrti On The Ishwara Pratyabhijna Karika - Raffaele Torellaraffaeletorella100% (1)
- IVRA07 1656 01 English ManualDocument2 pagesIVRA07 1656 01 English ManualDejan MilosavljevicNo ratings yet
- 1.b Pin-P3.4-Of-8051-Microcontroller-Is-Known-As-Timer...Document5 pages1.b Pin-P3.4-Of-8051-Microcontroller-Is-Known-As-Timer...তানভীর তাঈনNo ratings yet
- Contemporary Philippine Arts From The Regions Grade 12 ModuleDocument25 pagesContemporary Philippine Arts From The Regions Grade 12 ModuleFaye Corazon GaurinoNo ratings yet
- Housekeeping Operation: Housekeeping Inventories: Par LevelsDocument7 pagesHousekeeping Operation: Housekeeping Inventories: Par LevelsGarnett Airah Valdez AlejoNo ratings yet
- Make Wire Transfers Through Online Banking From AnywhereDocument2 pagesMake Wire Transfers Through Online Banking From AnywhereDani PermanaNo ratings yet
- Top 40 C Programming Interview Questions and AnswersDocument8 pagesTop 40 C Programming Interview Questions and Answersasanga_indrajithNo ratings yet
- Invoice: PT - Sitc IndonesiaDocument1 pageInvoice: PT - Sitc IndonesiaMuhammad SyukurNo ratings yet
- Cases NATRES Batch1Document113 pagesCases NATRES Batch1Leo Mark LongcopNo ratings yet
- Matrices of Violence: A Post-Structural Feminist Rendering of Nawal El Saadawi's Woman at Point Zero and Lola Soneyin's The Secrets of Baba Segi's WivesDocument6 pagesMatrices of Violence: A Post-Structural Feminist Rendering of Nawal El Saadawi's Woman at Point Zero and Lola Soneyin's The Secrets of Baba Segi's WivesIJELS Research JournalNo ratings yet
- MTA uniVAL Technical Data Sheet v00Document1 pageMTA uniVAL Technical Data Sheet v00muhammetNo ratings yet
- AKS32-33 TebrDocument4 pagesAKS32-33 TebrtaupiqNo ratings yet
- Unit 4 ListeningDocument3 pagesUnit 4 ListeningAnh TamNo ratings yet
- Subcontracting ProcedureDocument36 pagesSubcontracting Procedureswaroopreddyp100% (3)
- Bangladesh University of Professionals (Bup)Document17 pagesBangladesh University of Professionals (Bup)oldschoolNo ratings yet
- Ple New Entry Codes 2024Document93 pagesPle New Entry Codes 2024luqmanluqs2No ratings yet
- wst03 01 Que 20220611 1Document28 pageswst03 01 Que 20220611 1Rehan RagibNo ratings yet
- Recruitment & Selection Reliance Jio Full Report - 100 Page MANU SHARMA MBA 3rd SEMDocument102 pagesRecruitment & Selection Reliance Jio Full Report - 100 Page MANU SHARMA MBA 3rd SEMImpression Graphics100% (4)
- Std12 IndCulture TMDocument201 pagesStd12 IndCulture TMTholkappiyan GanesanNo ratings yet
- Your New ExpertGPS Home LicenseDocument1 pageYour New ExpertGPS Home LicenseRicardo Cardona100% (1)
- ISO 9001 Awareness AmaDocument51 pagesISO 9001 Awareness AmaHisar SimanjuntakNo ratings yet
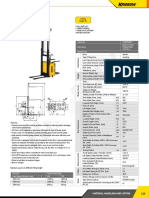
- Electric Stacker: Article No. KW0500894 Description Electric Stacker (Triplex Mast) 1.5T x3 M SpecificationDocument1 pageElectric Stacker: Article No. KW0500894 Description Electric Stacker (Triplex Mast) 1.5T x3 M SpecificationAsty RikyNo ratings yet
- Accounting All ChaptersDocument155 pagesAccounting All ChaptersHasnain Ahmad KhanNo ratings yet
- Pivot 4A Lesson Exemplar Using The Idea Instructional ProcessDocument14 pagesPivot 4A Lesson Exemplar Using The Idea Instructional ProcessJocelyn100% (1)