Download as pdf or txt
You might also like
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- Outlet Management SystemDocument66 pagesOutlet Management SystemNaveen Nagisetti100% (2)
- AromaTouch Technique Oils PDFDocument1 pageAromaTouch Technique Oils PDFEpaminondaSiAlexandraNicuNo ratings yet
- 1-22 PDF 20 NB Auto MPV ManualDocument22 pages1-22 PDF 20 NB Auto MPV ManualRagu Venkat33% (3)
- Echometer Well Analyzer ConfigurationsDocument10 pagesEchometer Well Analyzer ConfigurationsAdrian MihaiNo ratings yet
- WEG Weg Technical Poster Ustechposter Brochure EnglishDocument1 pageWEG Weg Technical Poster Ustechposter Brochure Englishingvic1No ratings yet
- P0408 HM TP M TS 003Document79 pagesP0408 HM TP M TS 003SurangaGNo ratings yet
- Control & InstrumentationDocument80 pagesControl & InstrumentationDeep SYNo ratings yet
- Accessory Manual - Operation Flow Meter FMBC3000 OIM (106784)Document7 pagesAccessory Manual - Operation Flow Meter FMBC3000 OIM (106784)Pkk Siam Rayong co-saleNo ratings yet
- Control Philosophy WTPDocument12 pagesControl Philosophy WTPDIEF100% (1)
- Accessory Manual - Operation Flow Meter FMBC2000 OIM (106761)Document10 pagesAccessory Manual - Operation Flow Meter FMBC2000 OIM (106761)Pkk Siam Rayong co-saleNo ratings yet
- O&M - Sludge Dewatering PlantDocument15 pagesO&M - Sludge Dewatering Plantcaseysoh3804No ratings yet
- Operation and Maintenance Manual: Panching Water Treatment Plant (Draft Copy R1)Document30 pagesOperation and Maintenance Manual: Panching Water Treatment Plant (Draft Copy R1)caseysoh3804No ratings yet
- PWPS MultiDrive PotablePump Control Sequence-Rev3Document5 pagesPWPS MultiDrive PotablePump Control Sequence-Rev3md_rehan_2No ratings yet
- 418000E4422 R0 Write Up On Electro Hydraulic ControllerDocument10 pages418000E4422 R0 Write Up On Electro Hydraulic ControllerkoinsuriNo ratings yet
- Lact UnitDocument9 pagesLact UnitBolarinwaNo ratings yet
- L.A.C.T. Unit DesignDocument3 pagesL.A.C.T. Unit DesignBill Gu100% (2)
- Visco Pro 2000Document63 pagesVisco Pro 2000Luz Stella Calixto GomezNo ratings yet
- Lot 1 - WTP Operation Manual ReducedDocument43 pagesLot 1 - WTP Operation Manual Reducedapi-287457399No ratings yet
- Booster Pump CommissioningDocument24 pagesBooster Pump CommissioningOnur Sürücü100% (5)
- Lab ReportDocument13 pagesLab ReportHemal MenukaNo ratings yet
- Liquid Flow Meter Proving and LACT UnitsDocument4 pagesLiquid Flow Meter Proving and LACT UnitsDayo IdowuNo ratings yet
- Measurement System Using CoriolisDocument28 pagesMeasurement System Using CoriolisGlobal MeteringNo ratings yet
- Advantage Controls - MegaTronXS O&MDocument32 pagesAdvantage Controls - MegaTronXS O&MDavid RojasNo ratings yet
- System Description: Purebilge Bilgewater Cleaning SystemDocument18 pagesSystem Description: Purebilge Bilgewater Cleaning SystemМаксимNo ratings yet
- Implementation of Electronic Governor & Control System of A Mini-Hydro Power PlantDocument6 pagesImplementation of Electronic Governor & Control System of A Mini-Hydro Power PlantbagastcNo ratings yet
- AD00375FLC - CIMV Brochure PDFDocument16 pagesAD00375FLC - CIMV Brochure PDFgpuzoneNo ratings yet
- Webtec Hydraulic Tester ManualDocument68 pagesWebtec Hydraulic Tester ManualisidoroNo ratings yet
- Operation and Control PhilosphyDocument16 pagesOperation and Control Philosphypradeep.selvarajanNo ratings yet
- Engineering Design LACT & Pipeline Measurement Rev 1.5Document21 pagesEngineering Design LACT & Pipeline Measurement Rev 1.5jechurchNo ratings yet
- 660 MW Governing System PresentationDocument49 pages660 MW Governing System Presentationgaurav tiwari100% (1)
- Earth Safe: Your Questions Answered (47) Fuel Transfer SystemsDocument12 pagesEarth Safe: Your Questions Answered (47) Fuel Transfer Systemsdeepak2628No ratings yet
- Chapter 1 Introduction To The Ace Controller and Gui DisplayDocument9 pagesChapter 1 Introduction To The Ace Controller and Gui DisplayIllimination Illuminated Minisatan100% (1)
- Adaptive Braking System Using LabviewDocument10 pagesAdaptive Braking System Using Labviewsurajgurnani24No ratings yet
- M MegaTronXS IomDocument40 pagesM MegaTronXS IomNicholas FryeNo ratings yet
- TruckLoadingSystem (D 31)Document8 pagesTruckLoadingSystem (D 31)Elias EliasNo ratings yet
- Gas Calibration Method v2Document9 pagesGas Calibration Method v2Mazhar MahadzirNo ratings yet
- Home Assignment PDFDocument11 pagesHome Assignment PDFArpan GayenNo ratings yet
- Programmable Logic Controller (PLC) and AutomationDocument20 pagesProgrammable Logic Controller (PLC) and AutomationJeeva RajNo ratings yet
- SECTION 22 14 29 Sump Pumps Part 1 - General 1.1 DescriptionDocument353 pagesSECTION 22 14 29 Sump Pumps Part 1 - General 1.1 DescriptionMi doremiNo ratings yet
- Standard Operating ProcedureDocument46 pagesStandard Operating ProcedureSayed Abo ElkhairNo ratings yet
- Chapter10 (Governors)Document10 pagesChapter10 (Governors)Zohaib Anser100% (1)
- HRSG Chemical Dosing SystemDocument21 pagesHRSG Chemical Dosing SystemSCE CCGT3No ratings yet
- Gas Chlorination System: CCGT-54, Stage-3 Combined Cycle Power Plant Sabiya Power StationsDocument30 pagesGas Chlorination System: CCGT-54, Stage-3 Combined Cycle Power Plant Sabiya Power StationsSCE CCGT3No ratings yet
- Omcentrifmicroii 3Document100 pagesOmcentrifmicroii 3Emerson PenaforteNo ratings yet
- Design Operation and Maintenance of LACT Units Class 2090Document7 pagesDesign Operation and Maintenance of LACT Units Class 2090Diana Lucía PadillaNo ratings yet
- Ultrasonic Liquid Level SensorDocument24 pagesUltrasonic Liquid Level Sensormadhuri12345678No ratings yet
- Technical Service Bulletin: Commissioning Procedure For HydracapDocument10 pagesTechnical Service Bulletin: Commissioning Procedure For HydracapValesh MonisNo ratings yet
- Testing and Commissioning of Water Booster Pump Set Method Statement PDFDocument3 pagesTesting and Commissioning of Water Booster Pump Set Method Statement PDFHumaid Shaikh100% (1)
- Testing and Commissioning of Water Booster Pump Set Method Statement PDFDocument3 pagesTesting and Commissioning of Water Booster Pump Set Method Statement PDFHumaid ShaikhNo ratings yet
- Control Loop Hardware and TroubleshootingDocument51 pagesControl Loop Hardware and TroubleshootingAhmed ElsayedNo ratings yet
- Flowmeter Calibration ProcedureDocument8 pagesFlowmeter Calibration ProcedureShesadri ChakrabartyNo ratings yet
- Hydraulic Circuit "Load Sensing - Semi-Compensated" Disassembly of ComponentsDocument32 pagesHydraulic Circuit "Load Sensing - Semi-Compensated" Disassembly of ComponentsNicoleta CosteaNo ratings yet
- PiFLOW OS PreppedDocument4 pagesPiFLOW OS PreppedPauline HölblingNo ratings yet
- Hydranautics TAB142 LDocument9 pagesHydranautics TAB142 LMax JunghannsNo ratings yet
- Ts0708 6 ShutdownDocument45 pagesTs0708 6 Shutdownuserscribd2011No ratings yet
- Pump Boss - Intelligent Pump Control PowerpointDocument25 pagesPump Boss - Intelligent Pump Control PowerpointChem-FlowNo ratings yet
- Valves Station ManualDocument125 pagesValves Station Manual윤병택No ratings yet
- ASCO Joucomatic ServotronicDocument27 pagesASCO Joucomatic Servotronicpalindrom17No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetRating: 2 out of 5 stars2/5 (1)
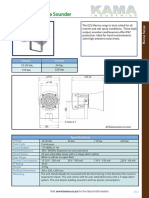
- E2S MA112 Marine Sounder E2S MA112 Marine SounderDocument1 pageE2S MA112 Marine Sounder E2S MA112 Marine SounderHeiner PalaciosNo ratings yet
- Liquiline M-CM42-Información TécnicaDocument36 pagesLiquiline M-CM42-Información TécnicaHeiner PalaciosNo ratings yet
- Manual de Operación V4-Ss2u PDFDocument16 pagesManual de Operación V4-Ss2u PDFHeiner PalaciosNo ratings yet
- Manual de Operación V4-Ss2u PDFDocument16 pagesManual de Operación V4-Ss2u PDFHeiner PalaciosNo ratings yet
- Manual Instrucciones TX Nivel Ultrasonico FMU40-42-43 - FFDocument36 pagesManual Instrucciones TX Nivel Ultrasonico FMU40-42-43 - FFHeiner PalaciosNo ratings yet
- Time To Empty Out Vessel No Dished EndsDocument2 pagesTime To Empty Out Vessel No Dished EndsHeiner PalaciosNo ratings yet
- Manual de Operación Mfi011000200 - SDH-410-0501Document6 pagesManual de Operación Mfi011000200 - SDH-410-0501Heiner PalaciosNo ratings yet
- CYA112-Información Técnica.Document28 pagesCYA112-Información Técnica.Heiner PalaciosNo ratings yet
- Air Vessel Sizing For Water Hammer Prevention in PipelinesDocument4 pagesAir Vessel Sizing For Water Hammer Prevention in PipelinesHeiner PalaciosNo ratings yet
- Selection of Vertical TanksDocument3 pagesSelection of Vertical TanksHeiner PalaciosNo ratings yet
- 1.7 Espaciamiento y Soportes - Pipe Clamps, Clevices, EtcDocument60 pages1.7 Espaciamiento y Soportes - Pipe Clamps, Clevices, EtcHeiner PalaciosNo ratings yet
- Chemical Resistance GuideDocument36 pagesChemical Resistance GuideHeiner PalaciosNo ratings yet
- Aga3 1Document61 pagesAga3 1Heiner PalaciosNo ratings yet
- Orifice Plates PDFDocument3 pagesOrifice Plates PDFNacho.pNo ratings yet
- Sistemas de Refrigeracion Industrial en AmoniacoDocument102 pagesSistemas de Refrigeracion Industrial en AmoniacoDiego Trinidad100% (8)
- Fresher HR Resume Format - 4Document3 pagesFresher HR Resume Format - 4sameerchimote4446No ratings yet
- Pokemon Yellow CodesDocument6 pagesPokemon Yellow Codestuấn tú nguyễnNo ratings yet
- Power Surge TableDocument3 pagesPower Surge TableSteve ThePirate MonaghanNo ratings yet
- Chemistry Investigatory ProjectDocument8 pagesChemistry Investigatory Projectaditiyajhaab10No ratings yet
- Fast Easy Raw Food Recipes 1Document62 pagesFast Easy Raw Food Recipes 1Jorge De Paula100% (1)
- Department of Mechanical Engineering: Priyam Mishra (1513340142)Document19 pagesDepartment of Mechanical Engineering: Priyam Mishra (1513340142)dileepkumarNo ratings yet
- Princesses Save The World ActivitiesDocument4 pagesPrincesses Save The World ActivitiesAbrams BooksNo ratings yet
- Thyroid Diet Ebook by Guru MannDocument7 pagesThyroid Diet Ebook by Guru Manngaurav singh100% (1)
- Etnomedisin Review Paper-2Document24 pagesEtnomedisin Review Paper-2Nur FitrianaNo ratings yet
- EFFECT of DIFFERENT LEVELS of NITROGEN and DATES of Planting On Growth and Yield Stevia (Tesis Bagus Udah Diprint)Document66 pagesEFFECT of DIFFERENT LEVELS of NITROGEN and DATES of Planting On Growth and Yield Stevia (Tesis Bagus Udah Diprint)Hanafi Eka50% (2)
- Orchard Farming and You Part 4Document9 pagesOrchard Farming and You Part 4Antartica AntarticaNo ratings yet
- 8th Sem - IPR 2Document14 pages8th Sem - IPR 2Nevedita Singh100% (1)
- Soal Bahasa Inggris Kelas 6 Can-CouldDocument4 pagesSoal Bahasa Inggris Kelas 6 Can-Coulddwi heniNo ratings yet
- Final ThesisDocument4 pagesFinal ThesisPravinNo ratings yet
- Magnetic Pump New2014 PDFDocument4 pagesMagnetic Pump New2014 PDFjuan c. condori ch.No ratings yet
- Nelson/Salmo Pennywise Sept. 29, 2015Document48 pagesNelson/Salmo Pennywise Sept. 29, 2015Pennywise PublishingNo ratings yet
- IJRMEC Volume3, Issue 4 (April 2013) ISSN: 2250-057X Ameliorating Soil Acidity in Ghana: A Concise Review of ApproachesDocument16 pagesIJRMEC Volume3, Issue 4 (April 2013) ISSN: 2250-057X Ameliorating Soil Acidity in Ghana: A Concise Review of Approachesikhsan07No ratings yet
- PearsallDocument46 pagesPearsallManuel AndradeNo ratings yet
- Peruvian Food: PachamancaDocument2 pagesPeruvian Food: PachamancaEnriqueJamesAcostaHilarioNo ratings yet
- Wildlife Fact File - Birds - Pgs. 181-190Document20 pagesWildlife Fact File - Birds - Pgs. 181-190ClearMind84No ratings yet
- The History of Benue State and Its FestivalsDocument4 pagesThe History of Benue State and Its FestivalsTemitayo Sanusi0% (1)
- Parallel StructureDocument3 pagesParallel StructureastridNo ratings yet
- Budget of Work PR2 2nd QTRDocument4 pagesBudget of Work PR2 2nd QTRAngela Francisca Bajamundi-VelosoNo ratings yet
- Lets-Explore 1 WordcardsDocument22 pagesLets-Explore 1 WordcardsErdei TündérNo ratings yet
- 1959 Kitchen & BarDocument2 pages1959 Kitchen & BarMina BloomNo ratings yet
- 2018RLS1Document5 pages2018RLS122phchvs101No ratings yet
- GRADE 4 - SSES Enhanced ScienceDocument17 pagesGRADE 4 - SSES Enhanced ScienceANGIELICA DELIZONo ratings yet
- Garlic Market Value Chain Profile 2017Document38 pagesGarlic Market Value Chain Profile 2017RohanNo ratings yet
- Prospects of Floriculture in PunjabDocument31 pagesProspects of Floriculture in PunjabMalik MahmoodNo ratings yet