Download as pdf or txt
You might also like
- Diagrama Hyundai I10 PDFDocument1 pageDiagrama Hyundai I10 PDFLuis75% (8)
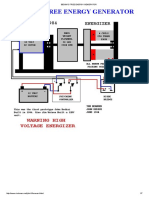
- Bedini's Free Energy Generator PDFDocument7 pagesBedini's Free Energy Generator PDFturangga ranayaNo ratings yet
- Trilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsFrom EverandTrilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsNo ratings yet
- Shovels BucyrusDocument8 pagesShovels BucyrusAlexisPereiraVásquezNo ratings yet
- 2024 AVL Automotive Bearing Electric Discharge DamageDocument10 pages2024 AVL Automotive Bearing Electric Discharge DamageDebdutt PatroNo ratings yet
- Motor Technologies: DC Brush MotorsDocument4 pagesMotor Technologies: DC Brush MotorsMadhu ThanariNo ratings yet
- Problems With Commutation in Real Machines Lesson 2: What Is This Lesson About?Document8 pagesProblems With Commutation in Real Machines Lesson 2: What Is This Lesson About?Russel BubanNo ratings yet
- Loss Minimization in Scalar-Controlled Induction Motor Drives With Search ControllersDocument8 pagesLoss Minimization in Scalar-Controlled Induction Motor Drives With Search ControllersJisha Kuruvilla100% (1)
- Calculating Iron Losses Taking Into Account Effects of Manufacturing ProcessesDocument4 pagesCalculating Iron Losses Taking Into Account Effects of Manufacturing ProcessesairkadNo ratings yet
- Bee PBLDocument12 pagesBee PBLshivamani1489No ratings yet
- Bet3043 Ch03 DC Generator (STDNT) Wk05 Wk06Document74 pagesBet3043 Ch03 DC Generator (STDNT) Wk05 Wk06carti adaemNo ratings yet
- Review of Fundamental Two Pole Induction Motor Mechanics by Cletus A. CoreyDocument6 pagesReview of Fundamental Two Pole Induction Motor Mechanics by Cletus A. CoreyEswin Paico de la CruzNo ratings yet
- Superconducting Super Motor and Generator: Minaru Kawamura, and Jonathan A. JonesDocument5 pagesSuperconducting Super Motor and Generator: Minaru Kawamura, and Jonathan A. JonesAnudeep AnasuriNo ratings yet
- Topik 1 - DC Generator BiDocument14 pagesTopik 1 - DC Generator BiMuhd MijieNo ratings yet
- POWER2008-60166: Generator Condition Assessment Through Emi DiagnosticsDocument6 pagesPOWER2008-60166: Generator Condition Assessment Through Emi DiagnosticsElias GabrielNo ratings yet
- System Electrical Parameters and Their Effects On Bearing CurrentsDocument8 pagesSystem Electrical Parameters and Their Effects On Bearing CurrentshamidrezaNo ratings yet
- Unit 4 - MicroroboticsDocument72 pagesUnit 4 - MicroroboticsBatman The Caped CrusaderNo ratings yet
- Two-Mass Model Based Vibration Suppression Feedback Control Method Applied To Standard Servo Control SystemDocument6 pagesTwo-Mass Model Based Vibration Suppression Feedback Control Method Applied To Standard Servo Control SystemLIU LINo ratings yet
- Artigo GMDocument8 pagesArtigo GMMarc LaranjoNo ratings yet
- Design of Internal Permanent Magnet Brushless DC Motor Using AnsysDocument7 pagesDesign of Internal Permanent Magnet Brushless DC Motor Using Ansysviet anh nguyenNo ratings yet
- Linear Electromagnetic Electric Generator For HarvDocument9 pagesLinear Electromagnetic Electric Generator For Harvmohamed zakariaNo ratings yet
- Comparisons of Concentrated and Distributed Winding PMSM in MV Power GenerationDocument8 pagesComparisons of Concentrated and Distributed Winding PMSM in MV Power GenerationNarendraNo ratings yet
- Nomex Tape410 TechnicaldatasheetDocument7 pagesNomex Tape410 TechnicaldatasheetAdrian LeeNo ratings yet
- G-O-Vibration CompensatorDocument4 pagesG-O-Vibration Compensatorvran77100% (1)
- Series and Shunt DC MotorsDocument2 pagesSeries and Shunt DC Motorsboj VillanuevaNo ratings yet
- ElectricalMachinesbyS K Sahdev-1 PDFDocument980 pagesElectricalMachinesbyS K Sahdev-1 PDFCric Cric100% (2)
- Electrical Machines- E K SahdevDocument980 pagesElectrical Machines- E K Sahdevsathishkhanna EEE -Asst ProfNo ratings yet
- Review of PERENDEV Magnetic GeneratorDocument2 pagesReview of PERENDEV Magnetic Generatormohammed sikiNo ratings yet
- Design and Effective Operation of Double Winding Synchronous Reluctance MotorDocument7 pagesDesign and Effective Operation of Double Winding Synchronous Reluctance MotorKittu KrishNo ratings yet
- T18121 126 PDFDocument6 pagesT18121 126 PDFWaqasNo ratings yet
- Weili 2017Document4 pagesWeili 2017Givan HidayatNo ratings yet
- In A On Boules La Ree, Use ADocument3 pagesIn A On Boules La Ree, Use AjalilemadiNo ratings yet
- CDocument5 pagesCSaptarshi Pal ChaudhuriNo ratings yet
- Huang 2021 Smart Mater. Struct. 30 085012Document18 pagesHuang 2021 Smart Mater. Struct. 30 085012lishaoqisk8No ratings yet
- Design Considerations For Dual Winding Permanent Magnet Synchronous MachinesDocument8 pagesDesign Considerations For Dual Winding Permanent Magnet Synchronous MachinesEasthamNo ratings yet
- Research On Vibration and Noise of Transformer Under DC Bias Based On MagnetostrictionDocument4 pagesResearch On Vibration and Noise of Transformer Under DC Bias Based On MagnetostrictionCesar VasquesNo ratings yet
- Design Procedure of A Permanent MagnetDocument4 pagesDesign Procedure of A Permanent MagnetJignesh LoharNo ratings yet
- Vdocument - in 3 Ac and DC MotorsDocument32 pagesVdocument - in 3 Ac and DC MotorsRoyal Ritesh SharmaNo ratings yet
- Series and Shunt DC Motors: Villanueva, Boj NDocument2 pagesSeries and Shunt DC Motors: Villanueva, Boj Nboj VillanuevaNo ratings yet
- Vdma 442 T. Klenk Et Al. Conductive SimmerringsDocument7 pagesVdma 442 T. Klenk Et Al. Conductive SimmerringsChandrasekar KrishnamurthyNo ratings yet
- Application of Efficiency Technology in EV Drive Systems and Regenerative BrakingDocument3 pagesApplication of Efficiency Technology in EV Drive Systems and Regenerative BrakingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Trabajo de Investigacion Maquinas CC.-1Document8 pagesTrabajo de Investigacion Maquinas CC.-1ßräyän Nðnð FichüNo ratings yet
- Servo Control Facts: Baldor Electric CompanyDocument24 pagesServo Control Facts: Baldor Electric CompanysybaritzNo ratings yet
- 2 Brief Review of Motor Current Signature Analysis PDFDocument12 pages2 Brief Review of Motor Current Signature Analysis PDFKarthik EvilordNo ratings yet
- Generating With SRMDocument7 pagesGenerating With SRMJoel LankutisNo ratings yet
- Motors For Ship Propulsion - 11 - 30 - 14Document12 pagesMotors For Ship Propulsion - 11 - 30 - 14Madalin NeculacheNo ratings yet
- The Effectiveness Evaluation of 314L Stainless Steel Vibratory Stress Relief by Dynamic StressDocument5 pagesThe Effectiveness Evaluation of 314L Stainless Steel Vibratory Stress Relief by Dynamic StressHarshada DhekaleNo ratings yet
- 10 1002@etep 4450100505 PDFDocument8 pages10 1002@etep 4450100505 PDFrsantanaNo ratings yet
- Electrical Machines by Mr. S. K. Sahdev1Document980 pagesElectrical Machines by Mr. S. K. Sahdev1dea boazynha100% (1)
- Emergency Generator Sizing and Motor Starting Analysis PDFDocument6 pagesEmergency Generator Sizing and Motor Starting Analysis PDFBhavik PrajapatiNo ratings yet
- Dual Stator Winding Induction Machine Drive PDFDocument8 pagesDual Stator Winding Induction Machine Drive PDFTaiwoNo ratings yet
- Application of Magnetic Wedges For Stator Slots of HydrogeneratorsDocument8 pagesApplication of Magnetic Wedges For Stator Slots of HydrogeneratorsRezmerita FlorinNo ratings yet
- The Influence of Axial Magnetic Centering Forces On Sleeve Bearing Induction MotorsDocument9 pagesThe Influence of Axial Magnetic Centering Forces On Sleeve Bearing Induction MotorsDavid Antonio Córdova LatorreNo ratings yet
- Module 10 - Paralleling of DC GeneratorsDocument24 pagesModule 10 - Paralleling of DC GeneratorsNoel Bacton100% (1)
- Second Order Inelastic Time History Analysis of Suspension BridgesDocument2 pagesSecond Order Inelastic Time History Analysis of Suspension BridgesChloe Tam100% (1)
- TJE Miller Design of SRMDocument13 pagesTJE Miller Design of SRMmanasrinuNo ratings yet
- A Vacuum Circuitbreaker With Permanent Magnetic Actuator For FreDocument4 pagesA Vacuum Circuitbreaker With Permanent Magnetic Actuator For FreRodo ManroNo ratings yet
- Pulsating Torque Minimization Techniques For Permanent Magnet AC Motor Drives - A ReviewDocument10 pagesPulsating Torque Minimization Techniques For Permanent Magnet AC Motor Drives - A ReviewIan SilveiraNo ratings yet
- 2006 Jcompmat Sdof ImpDocument21 pages2006 Jcompmat Sdof ImpAdrià TejeroNo ratings yet
- Module 1 - DC Motor PrinciplesDocument10 pagesModule 1 - DC Motor PrinciplesMARY JOY MAGAWAYNo ratings yet
- NTUA3 ICEM 2024 KladasDocument6 pagesNTUA3 ICEM 2024 KladasAntonis SiderisNo ratings yet
- Modern Technical Aspects of Field Discharge Equipment For Excitation SystemsDocument8 pagesModern Technical Aspects of Field Discharge Equipment For Excitation Systemsrenato rigans100% (1)
- Name: - Section: - Schedule: - Class Number: - DateDocument11 pagesName: - Section: - Schedule: - Class Number: - DateSir COCNo ratings yet
- DicktaorDocument1 pageDicktaorMario JL BorgesNo ratings yet
- Model No - Elm4120 410Mm Electric Lawn MowerDocument7 pagesModel No - Elm4120 410Mm Electric Lawn MowerSeregi JózsefNo ratings yet
- Kiseka Ivan Project ReportDocument29 pagesKiseka Ivan Project ReportOtim geoffrey okotNo ratings yet
- Karcher Machine Catalog 8 03Document28 pagesKarcher Machine Catalog 8 03hemant8487No ratings yet
- Hydrocyclones DeoilingDocument2 pagesHydrocyclones DeoilingJ SlaterNo ratings yet
- Flow Analysis and Structural Design of Penstock Bifurcation of Kulekhani III HEPDocument7 pagesFlow Analysis and Structural Design of Penstock Bifurcation of Kulekhani III HEPSuhasNo ratings yet
- Pump Technology: Methods of Raising WaterDocument15 pagesPump Technology: Methods of Raising WatertongaiNo ratings yet
- AP 1001 PowerSolutions enDocument12 pagesAP 1001 PowerSolutions enHeri MunirNo ratings yet
- BS 5154 - 1991Document25 pagesBS 5154 - 1991T KelvinNo ratings yet
- SVSW-007002-G09-0001 Rev B Catalogue Data - Code 1Document162 pagesSVSW-007002-G09-0001 Rev B Catalogue Data - Code 1chuminhNo ratings yet
- Structural Stability of Steel PDFDocument381 pagesStructural Stability of Steel PDFlian9358No ratings yet
- Manual Eaton Automatic Rtlo-20918a-As2Document38 pagesManual Eaton Automatic Rtlo-20918a-As2Alvaro Escalona GtzNo ratings yet
- TSI Flow Products Frac Equipment Catalog PDFDocument17 pagesTSI Flow Products Frac Equipment Catalog PDFralphNo ratings yet
- EnergyDocument15 pagesEnergyJosé Israel Cisneros MascorroNo ratings yet
- De303 01Document55 pagesDe303 01Muhammad ImranNo ratings yet
- RCC Structures Design MCQ PDFDocument5 pagesRCC Structures Design MCQ PDFMayankNo ratings yet
- MXT5000 enDocument2 pagesMXT5000 enntt_121987No ratings yet
- Cooling Methods of A TransformerDocument5 pagesCooling Methods of A TransformerAngelito_HBKNo ratings yet
- Thermal Relief Valve Instructions & Operations ManualDocument12 pagesThermal Relief Valve Instructions & Operations ManualHiren Panchal100% (1)
- E Mcqi2Document13 pagesE Mcqi2EloNo ratings yet
- ME Review For Board Exam Syllabus Feb 2024 Revised Edition Version 3Document1 pageME Review For Board Exam Syllabus Feb 2024 Revised Edition Version 3Mark John DiolosaNo ratings yet
- Wheel Tractor ScraperDocument2 pagesWheel Tractor ScraperRasoolKhadibi0% (1)
- Installation Manual OXYFLEX® MF1100 October 2014 PDFDocument8 pagesInstallation Manual OXYFLEX® MF1100 October 2014 PDFRomuel PioquintoNo ratings yet
- BraAng Arw14Document6 pagesBraAng Arw14Carlos SolonNo ratings yet
- MHD Flow of A Non-Newtonian Fluid Through A Circular TubeDocument10 pagesMHD Flow of A Non-Newtonian Fluid Through A Circular TubeIJMERNo ratings yet