Download as pdf or txt
You might also like
- 6.2document Control ProcedureDocument7 pages6.2document Control ProcedureStephen David Gozun100% (3)
- The Capabilities of A Grinding Mill DEM Simulation For Digital Twin TechnologyDocument23 pagesThe Capabilities of A Grinding Mill DEM Simulation For Digital Twin Technologychef teteNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Sabp L 002Document27 pagesSabp L 002yoonchankim0911100% (1)
- Offshore StructuresDocument24 pagesOffshore StructuresSaaiyogeshNo ratings yet
- 2) Supplementary Design Criteria For Marine Facilities WorksDocument4 pages2) Supplementary Design Criteria For Marine Facilities WorkshiyeonNo ratings yet
- Backorder Processing and ReschedulingDocument7 pagesBackorder Processing and ReschedulingCkKung100% (1)
- High Pressure Grinding Rolls As An Alternative For Comminution CircuitsDocument7 pagesHigh Pressure Grinding Rolls As An Alternative For Comminution CircuitsJosé Helí Vallejos CoronadoNo ratings yet
- Steel Heads of Vesse SDocument18 pagesSteel Heads of Vesse SAshu DinNo ratings yet
- OMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersDocument5 pagesOMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersdmlsfmmNo ratings yet
- Offshore Facilities: Technology FocusDocument14 pagesOffshore Facilities: Technology FocusSarah MandasariNo ratings yet
- Parque Das Conchas BC-10Document17 pagesParque Das Conchas BC-10Juan LopezNo ratings yet
- Design and Manufacture of A Fuel TankDocument20 pagesDesign and Manufacture of A Fuel TankdressfeetNo ratings yet
- Design Fatigue AssessmentDocument15 pagesDesign Fatigue AssessmentIdris SiddiquiNo ratings yet
- DOT2005 SCR Aggarwal Et AlDocument12 pagesDOT2005 SCR Aggarwal Et AlJuan Roberto López BetanzosNo ratings yet
- 81623Document11 pages81623JohnSmithNo ratings yet
- Sener Fsru EnglishDocument33 pagesSener Fsru EnglishFrancisco J RodríguezNo ratings yet
- Fitness For Service Assessment of Ageing Pressure Vessel Experiencing External Corrosion: A Case StudyDocument5 pagesFitness For Service Assessment of Ageing Pressure Vessel Experiencing External Corrosion: A Case StudyBhanwraa AawaraNo ratings yet
- Design of Propulsion Systems For High-Speed CraftDocument17 pagesDesign of Propulsion Systems For High-Speed Craftaeromexpower2009No ratings yet
- Design of Propulsion Systems For High-Speed Craft - Blount, Bartee 1997Document17 pagesDesign of Propulsion Systems For High-Speed Craft - Blount, Bartee 1997Leandro Meili100% (1)
- Offshore General Introduction AnalysisDocument28 pagesOffshore General Introduction AnalysisOkolo Obinna100% (3)
- Velocity String Helps To Revive A Standing Gas Well in Saudi ArabiaDocument14 pagesVelocity String Helps To Revive A Standing Gas Well in Saudi Arabiaerdal aydin100% (1)
- High Power Francis Runner - Upgrade With A New Design RunnerDocument7 pagesHigh Power Francis Runner - Upgrade With A New Design RunnerChristopher GarciaNo ratings yet
- Update On The Design of Steel Catenary Riser Systems PDFDocument12 pagesUpdate On The Design of Steel Catenary Riser Systems PDFZylyn KuaNo ratings yet
- Amir Mohamed: Aramco For Khurais PipelineDocument7 pagesAmir Mohamed: Aramco For Khurais PipelineHatem HusseinNo ratings yet
- Design and Practice of Minimum Platforms For Shallow Water OilfieldDocument6 pagesDesign and Practice of Minimum Platforms For Shallow Water OilfieldRasheed YusufNo ratings yet
- Pipeline InspectionDocument19 pagesPipeline InspectionsaeedalemveNo ratings yet
- Thermoplastic Composite PipeDocument11 pagesThermoplastic Composite PipeRenanNo ratings yet
- Advances in Steel Catenary Riser DesignDocument5 pagesAdvances in Steel Catenary Riser Designdfal13No ratings yet
- Schedule B "Scope of Service": 1. GeneralDocument13 pagesSchedule B "Scope of Service": 1. Generalali tareenNo ratings yet
- Olokola Gas Supply Project Pipeline Feed: Constructability StudyDocument22 pagesOlokola Gas Supply Project Pipeline Feed: Constructability StudyAdvisNo ratings yet
- HSMV 2014 Vitiello MirandaDocument9 pagesHSMV 2014 Vitiello MirandaTihomir MarkovicNo ratings yet
- OTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationDocument12 pagesOTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationBalan14No ratings yet
- Innovations in LNG TechnologyDocument15 pagesInnovations in LNG TechnologyCraigUnderwoodNo ratings yet
- Zen Tech Eng Offshore Presentation (May3) REV01Document57 pagesZen Tech Eng Offshore Presentation (May3) REV01johariakNo ratings yet
- Well StreamDocument0 pagesWell StreamMiguel AlvaradoNo ratings yet
- Offshore Platform InstallationDocument189 pagesOffshore Platform InstallationAdaghara100% (2)
- Otc 10979 MS PDFDocument8 pagesOtc 10979 MS PDFChinmaya Ranjan JenaNo ratings yet
- RIOOG2018 Vallourec Technical PaperDocument10 pagesRIOOG2018 Vallourec Technical PaperdfgNo ratings yet
- Steel Catenary RisersDocument29 pagesSteel Catenary RisersZadeh NormanNo ratings yet
- OTC-25238-MS Offshore Tandem Loading of LNG - From Idea To System ApprovalDocument12 pagesOTC-25238-MS Offshore Tandem Loading of LNG - From Idea To System Approvalthlim19078656No ratings yet
- SPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsDocument11 pagesSPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsLuis David Concha CastilloNo ratings yet
- SPE/IADC 163463 Extended Reach Drilling - New Solution With A Unique PotentialDocument11 pagesSPE/IADC 163463 Extended Reach Drilling - New Solution With A Unique Potentialcarloszapata1No ratings yet
- High Integrity Protective SystemsDocument9 pagesHigh Integrity Protective SystemsAbhiyan Anala ArvindNo ratings yet
- Gouveia 2015Document15 pagesGouveia 2015Alexandre MartinsNo ratings yet
- WA2 3 HollenbachDocument9 pagesWA2 3 HollenbachMANIU RADU-GEORGIANNo ratings yet
- Drastically Reduce Marine Infrastructure Through Combinations of LNG Transfer TechnologyDocument26 pagesDrastically Reduce Marine Infrastructure Through Combinations of LNG Transfer TechnologylamouretteNo ratings yet
- SPE/IADC 67823 Through Tubing Well ConstructionDocument10 pagesSPE/IADC 67823 Through Tubing Well ConstructionzainalNo ratings yet
- ITTC - Recommended Procedures and Guidelines: Practical Guidelines For Ship CFD ApplicationsDocument18 pagesITTC - Recommended Procedures and Guidelines: Practical Guidelines For Ship CFD ApplicationsHamed HmNo ratings yet
- Offshore Latticed Structures - Analysis of The Lattice Crane BoomDocument1 pageOffshore Latticed Structures - Analysis of The Lattice Crane BoomGogyNo ratings yet
- PreReading L13 ESD Khorasanchi Et AlDocument10 pagesPreReading L13 ESD Khorasanchi Et AlTalish Mahmood TalishNo ratings yet
- Semi SubDocument98 pagesSemi Submyusuf_engineerNo ratings yet
- SPE StatoilDocument15 pagesSPE StatoilLawrence MbahNo ratings yet
- Book Offshore... OffshoreDocument210 pagesBook Offshore... Offshoren73686861100% (2)
- Pac12 JB SM Paper 25-Nov-11Document11 pagesPac12 JB SM Paper 25-Nov-11BuckinghamsterNo ratings yet
- SPE 185420 MS Operational ExcellenceDocument14 pagesSPE 185420 MS Operational ExcellenceDeepak RanaNo ratings yet
- Oral Ques and AnsDocument8 pagesOral Ques and AnsVarun Ranjan100% (1)
- Coiled-Tubing Drillin PracticeDocument9 pagesCoiled-Tubing Drillin PracticedagingoNo ratings yet
- Design, Engineering and Construction of SCRDocument14 pagesDesign, Engineering and Construction of SCRJuan LopezNo ratings yet
- Offshore StructureDocument124 pagesOffshore Structureirawantani100% (4)
- Ikeda RevisitedDocument11 pagesIkeda RevisitedZawadul IslamNo ratings yet
- Desig of Deepwater Tower RiserDocument14 pagesDesig of Deepwater Tower RiserJuan LopezNo ratings yet
- The Free Standing Flexible RiserDocument11 pagesThe Free Standing Flexible RiserJuan LopezNo ratings yet
- Desing of The Worlds Deepst Hybrid Riser System For The Cascade y CDocument17 pagesDesing of The Worlds Deepst Hybrid Riser System For The Cascade y CJuan LopezNo ratings yet
- Design, Engineering and Construction of SCRDocument14 pagesDesign, Engineering and Construction of SCRJuan LopezNo ratings yet
- Parque Das Conchas BC-10Document17 pagesParque Das Conchas BC-10Juan LopezNo ratings yet
- DDocument15 pagesDJuan Lopez100% (2)
- Feedmill of The FutureDocument14 pagesFeedmill of The FutureMilling and Grain magazineNo ratings yet
- 15-CHNE-175-MIS Notice of Filing of Staff Report and RecommendationDocument9 pages15-CHNE-175-MIS Notice of Filing of Staff Report and Recommendationjbrodkin2000No ratings yet
- GATE Chemical Engineering 2003Document12 pagesGATE Chemical Engineering 2003anand singhNo ratings yet
- A90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Document2 pagesA90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Luis Barrios ArandaNo ratings yet
- Ac650 Mandrinadora Vertical P Cilindros y Bloques PDFDocument8 pagesAc650 Mandrinadora Vertical P Cilindros y Bloques PDFJoseDavidSanchezYepesNo ratings yet
- Release Notes-HP Networking Management Software PCM 4.0 (04.00.00.1619)Document29 pagesRelease Notes-HP Networking Management Software PCM 4.0 (04.00.00.1619)Ot ManNo ratings yet
- Lovejoy CouplingDocument13 pagesLovejoy Couplingsandulupeni100% (1)
- Scheduling and Risk AnalysisDocument26 pagesScheduling and Risk AnalysisLira Mae PelovelloNo ratings yet
- Production PPC Leader Production SupervisorDocument3 pagesProduction PPC Leader Production SupervisornorlieNo ratings yet
- Enduro 600 (Macrosythetic Fiber)Document0 pagesEnduro 600 (Macrosythetic Fiber)Sunilgiri001No ratings yet
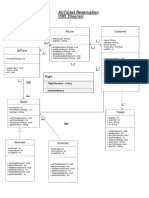
- Airticket Reservation Uml Diagram: FlightDocument1 pageAirticket Reservation Uml Diagram: Flightsalman mughalNo ratings yet
- Aace 96r-18 LLTT SampleDocument7 pagesAace 96r-18 LLTT Samplejose pablo riveraNo ratings yet
- The National Academies Press: Best Practices Manual For Working in or Near Airport Movement Areas (2014)Document62 pagesThe National Academies Press: Best Practices Manual For Working in or Near Airport Movement Areas (2014)ERRAMESH1989No ratings yet
- Technical ScheduleDocument138 pagesTechnical Scheduleaakashgupta viaanshNo ratings yet
- Din 1685 1 1998Document4 pagesDin 1685 1 1998bel_izabelNo ratings yet
- Internship Presentation in Grupo AntolinDocument19 pagesInternship Presentation in Grupo AntolinRavi GowdaNo ratings yet
- Work Sociology RevisionDocument6 pagesWork Sociology RevisionrajathNo ratings yet
- Ipad NF1200 Defibrillator Service ManualDocument53 pagesIpad NF1200 Defibrillator Service Manualtunet1106No ratings yet
- UPDATED 24.8.15: D-7000 Built 1962 Type P35Document247 pagesUPDATED 24.8.15: D-7000 Built 1962 Type P35Gabriel CunhaNo ratings yet
- LP Application Oil GasDocument25 pagesLP Application Oil Gassandy4u2meNo ratings yet
- About The Alibaba IPO.)Document2 pagesAbout The Alibaba IPO.)daniyalNo ratings yet
- CNC RoboticsDocument17 pagesCNC RoboticsKunal DuttNo ratings yet
- Oracle Services ProcurementDocument5 pagesOracle Services ProcurementSaurabh SharmaNo ratings yet
- UntitledDocument10 pagesUntitledkouls100% (2)
- F08. Formwork Material Phy. Stock Reconciliation ReportDocument1 pageF08. Formwork Material Phy. Stock Reconciliation ReportKannan GnanaprakasamNo ratings yet
- Fast Formula For Education Loan - Oracle HRMSDocument7 pagesFast Formula For Education Loan - Oracle HRMSAravind AlavantharNo ratings yet
- Fuji Frontier p1 Start Up Kit 600012445Document3 pagesFuji Frontier p1 Start Up Kit 600012445Bursa Foto StudioNo ratings yet
- Sectoral Aspects of Indian EconomyDocument12 pagesSectoral Aspects of Indian Economyrahul_jagdev883914No ratings yet