Download as pdf or txt
You might also like
- US Army Augmented Reality IVAS Statement of ObjectivesDocument42 pagesUS Army Augmented Reality IVAS Statement of ObjectivesThe Verge100% (9)
- Missile Approach Warning Systems - The Infrared vs. Ultraviolet Debate Geoff Van HeesDocument14 pagesMissile Approach Warning Systems - The Infrared vs. Ultraviolet Debate Geoff Van Heessreeramk1350% (2)
- SREye - Fisheye Image Dewarping Module For NVR and Viewer PDFDocument16 pagesSREye - Fisheye Image Dewarping Module For NVR and Viewer PDFyshim_4No ratings yet
- Manual T3 V1 0Document63 pagesManual T3 V1 0Andrei NedelcuNo ratings yet
- CxEye UserManual V1 81 PDFDocument128 pagesCxEye UserManual V1 81 PDFzvonebulNo ratings yet
- De Brochure OpenVPX enDocument28 pagesDe Brochure OpenVPX enPradeep KumarNo ratings yet
- Direct Versus Indirect Line of Sight (LOS) StabilizationDocument13 pagesDirect Versus Indirect Line of Sight (LOS) StabilizationMeluk 'Rhaina' de SilvaNo ratings yet
- Thermoacoustics SwiftDocument339 pagesThermoacoustics Swiftnormanmuller82100% (4)
- PI With Anti WindupDocument61 pagesPI With Anti Windupali jafarianNo ratings yet
- EOTSDocument4 pagesEOTSchoc_ngoayNo ratings yet
- Force Feedback in MEMS Inertial SensorsDocument225 pagesForce Feedback in MEMS Inertial SensorsMohammad Elbadry100% (1)
- Xapp742 Axi Vdma Reference DesignDocument24 pagesXapp742 Axi Vdma Reference DesignStar LiNo ratings yet
- Motion Estimation TechniquesDocument4 pagesMotion Estimation Techniqueschandra sekharNo ratings yet
- Fast and Subpixel Precise Blob Detection and AttributionDocument4 pagesFast and Subpixel Precise Blob Detection and AttributionFelix FergosenNo ratings yet
- Non-Linear Moving Target Tracking: A Particle Filter ApproachDocument7 pagesNon-Linear Moving Target Tracking: A Particle Filter ApproachInternational Journal of Computer and Communication System EngineeringNo ratings yet
- Mil Std 810f+번역+DtaqDocument640 pagesMil Std 810f+번역+Dtaq임종윤No ratings yet
- Werewolf External Boresight Procedure 20161229Document9 pagesWerewolf External Boresight Procedure 20161229Jam LouizNo ratings yet
- Control System Development For Small UAV GimbalDocument113 pagesControl System Development For Small UAV GimbalJulian Camilo Alba GilNo ratings yet
- Inertially Stabilized Platforms For Precision PointingDocument55 pagesInertially Stabilized Platforms For Precision Pointingjitendra25252No ratings yet
- Control Moment Gyroscope Gimbal Actuator StudyDocument239 pagesControl Moment Gyroscope Gimbal Actuator StudyBNo ratings yet
- Laser Weapon System (Speed and Accuracy) : Gorgan Maria Madalina Group 2031Document12 pagesLaser Weapon System (Speed and Accuracy) : Gorgan Maria Madalina Group 2031Mădălina Maria GorganNo ratings yet
- Imaging Infrared Seeker or Antitank MissileDocument4 pagesImaging Infrared Seeker or Antitank MissileRamesh SanilNo ratings yet
- HEL AdvancesDocument8 pagesHEL Advancesbring it onNo ratings yet
- Fast Motion EstimationDocument19 pagesFast Motion EstimationkemxoiNo ratings yet
- R400 Brochure AUSDocument2 pagesR400 Brochure AUSAlbert Abesson0% (1)
- Time Delay SystemsDocument25 pagesTime Delay SystemsSamarendu BaulNo ratings yet
- Aircraft Airborne Navigation IDocument104 pagesAircraft Airborne Navigation IRifki FirnandoTPPU 1No ratings yet
- Hawkeye Fs Leaflet 2015Document4 pagesHawkeye Fs Leaflet 2015bahri cagliyanNo ratings yet
- GDUK2962 AJAX Super Photo DiaryDocument19 pagesGDUK2962 AJAX Super Photo Diarykarthik sarvaNo ratings yet
- Development of A Large Cooling Capacity Single Stage GM CryocoolerDocument5 pagesDevelopment of A Large Cooling Capacity Single Stage GM CryocoolerJaydeep PonkiyaNo ratings yet
- Auds Fact SheetDocument2 pagesAuds Fact SheetObject477No ratings yet
- Object Tracking Tren TensorflowDocument39 pagesObject Tracking Tren Tensorflowmeomuncute1988No ratings yet
- PAE - User Manual - 20170302Document37 pagesPAE - User Manual - 20170302Jam LouizNo ratings yet
- ControlExperiments - Precision Modular ServoDocument43 pagesControlExperiments - Precision Modular ServoNachoSainzNo ratings yet
- Reflector Gun Sights PDFDocument2 pagesReflector Gun Sights PDFerik_x100% (2)
- Concealed Weapon Detection Using Digital Image ProcessingDocument11 pagesConcealed Weapon Detection Using Digital Image ProcessingSura Srikanth50% (6)
- GimbalDocument55 pagesGimbalMark100% (1)
- Corona 350 BrochureDocument2 pagesCorona 350 Brochuretanto_deep_15No ratings yet
- Fast Steering Mirror Control Using Embedded Self Learning Fuzzy ControllerDocument14 pagesFast Steering Mirror Control Using Embedded Self Learning Fuzzy ControllerFelipeNo ratings yet
- Analyzing Frequency Response of Inertial Mems PDFDocument5 pagesAnalyzing Frequency Response of Inertial Mems PDFYousef BilbeisiNo ratings yet
- PID-Controller Tuning Optimization With Genetic Algorithms in Servo SystemsDocument14 pagesPID-Controller Tuning Optimization With Genetic Algorithms in Servo SystemsAurel GSNo ratings yet
- Truth About Range DataDocument13 pagesTruth About Range DataGilley EstesNo ratings yet
- Military RobotDocument20 pagesMilitary Robotthoshif khanNo ratings yet
- HD StandardsDocument10 pagesHD StandardsSebastian DollingNo ratings yet
- Moving Object Detection Using Matlab PDFDocument7 pagesMoving Object Detection Using Matlab PDFChetan Turkane100% (2)
- Servo Motors and Its ApplicationsDocument19 pagesServo Motors and Its Applicationsd2electrifiersNo ratings yet
- Image FilteringDocument21 pagesImage FilteringAndrei ChihNo ratings yet
- Modeling Control and Simulation of Two Axes Gimbal Seeker Using Fuzzy PID Controller PDFDocument6 pagesModeling Control and Simulation of Two Axes Gimbal Seeker Using Fuzzy PID Controller PDFFaisal Khan JadoonNo ratings yet
- Hiding Image in Image by Five Modulus Method For Image SteganographyDocument5 pagesHiding Image in Image by Five Modulus Method For Image SteganographyJournal of Computing100% (1)
- Cryocooler AnalysisDocument32 pagesCryocooler AnalysisRohit PansaraNo ratings yet
- Fast and High Precision Motor Control For High Performance Servo Drives PDFDocument8 pagesFast and High Precision Motor Control For High Performance Servo Drives PDFmotionNo ratings yet
- Automatic Gun Targeting SystemDocument19 pagesAutomatic Gun Targeting SystemManam Nobal100% (1)
- Military & Aerospace Electronics - February 2019Document40 pagesMilitary & Aerospace Electronics - February 2019Anthony Van HamondNo ratings yet
- A Baseline 6 Degree of Freedom Mathematical Model of A Generic Missile - GoreckiDocument59 pagesA Baseline 6 Degree of Freedom Mathematical Model of A Generic Missile - GoreckispbhavnaNo ratings yet
- Raytheon Usa An-Aas52Document2 pagesRaytheon Usa An-Aas52MaRlos Sian100% (1)
- Military Amp Aerospace Electronics - April 2019 PDFDocument52 pagesMilitary Amp Aerospace Electronics - April 2019 PDFmyctianNo ratings yet
- Study of Inertial Measurement Unit SensorDocument4 pagesStudy of Inertial Measurement Unit SensorĐinh Hữu KiênNo ratings yet
- Uav Ugv 2Document9 pagesUav Ugv 2Mauricio DIAZNo ratings yet
- Titan 385es DSHDocument2 pagesTitan 385es DSHThinkDefenceNo ratings yet
- Global Positioning Systems, Inertial Navigation, and IntegrationFrom EverandGlobal Positioning Systems, Inertial Navigation, and IntegrationNo ratings yet
- 2KL20ME028 RV March 2023Document1 page2KL20ME028 RV March 2023M. Sadiq. A. PachapuriNo ratings yet
- 2KL20ME009 RV March 2023Document1 page2KL20ME009 RV March 2023M. Sadiq. A. PachapuriNo ratings yet
- Name Corr-21-22Document1 pageName Corr-21-22M. Sadiq. A. PachapuriNo ratings yet
- 2KL20ME027 RV March 2023Document1 page2KL20ME027 RV March 2023M. Sadiq. A. PachapuriNo ratings yet
- 2KL20ME007 RV March 2023Document1 page2KL20ME007 RV March 2023M. Sadiq. A. PachapuriNo ratings yet
- Modelling and Analysis Lab Manual: (I Sem, M.E Manufacturing Engineering)Document178 pagesModelling and Analysis Lab Manual: (I Sem, M.E Manufacturing Engineering)M. Sadiq. A. PachapuriNo ratings yet
- Amp NTS 2022 (Faq)Document4 pagesAmp NTS 2022 (Faq)M. Sadiq. A. PachapuriNo ratings yet
- Department of Mechanical Engineering: Iv SemesterDocument14 pagesDepartment of Mechanical Engineering: Iv SemesterM. Sadiq. A. PachapuriNo ratings yet
- Amp NTS 2022 BrochureDocument12 pagesAmp NTS 2022 BrochureM. Sadiq. A. PachapuriNo ratings yet
- Rashtriya Ekta Diwas 001Document2 pagesRashtriya Ekta Diwas 001M. Sadiq. A. PachapuriNo ratings yet
- Kom Mod2@Azdocuments - inDocument15 pagesKom Mod2@Azdocuments - inM. Sadiq. A. PachapuriNo ratings yet
- SCHEDULEDocument1 pageSCHEDULEM. Sadiq. A. PachapuriNo ratings yet
- NTS 2022 Daily Update (29.10.2022)Document11 pagesNTS 2022 Daily Update (29.10.2022)M. Sadiq. A. PachapuriNo ratings yet
- Kom Mod4@Azdocuments - inDocument19 pagesKom Mod4@Azdocuments - inM. Sadiq. A. PachapuriNo ratings yet
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document1 pageTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)M. Sadiq. A. PachapuriNo ratings yet
- Adv RAs MAE ASHOK 26 July 2021Document2 pagesAdv RAs MAE ASHOK 26 July 2021M. Sadiq. A. PachapuriNo ratings yet
- Yoga Day Sap EditDocument6 pagesYoga Day Sap EditM. Sadiq. A. PachapuriNo ratings yet
- Evaluation of Student ProjectsDocument11 pagesEvaluation of Student ProjectsM. Sadiq. A. PachapuriNo ratings yet
- Kom Mod4@Azdocuments - inDocument19 pagesKom Mod4@Azdocuments - inM. Sadiq. A. PachapuriNo ratings yet
- 44S SPP Sanctioned Projects ListDocument240 pages44S SPP Sanctioned Projects ListM. Sadiq. A. PachapuriNo ratings yet
- College of Engineering & TechnologyDocument8 pagesCollege of Engineering & TechnologyM. Sadiq. A. PachapuriNo ratings yet
- Comparison of Multiple Regression and Radial Basis PDFDocument8 pagesComparison of Multiple Regression and Radial Basis PDFM. Sadiq. A. PachapuriNo ratings yet
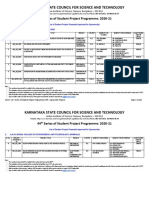
- Karnataka State Council For Science and Technology 44th Student Project Programme Online EvaluationDocument4 pagesKarnataka State Council For Science and Technology 44th Student Project Programme Online EvaluationM. Sadiq. A. PachapuriNo ratings yet
- Unique Code For All Registered ParticipantsDocument17 pagesUnique Code For All Registered ParticipantsM. Sadiq. A. PachapuriNo ratings yet
- PG - Tier I - SARDocument43 pagesPG - Tier I - SARM. Sadiq. A. PachapuriNo ratings yet
- Fracture Webinar - June 2020Document1 pageFracture Webinar - June 2020M. Sadiq. A. PachapuriNo ratings yet
- Webinar 6th June - Design and ManufactureDocument3 pagesWebinar 6th June - Design and ManufactureM. Sadiq. A. PachapuriNo ratings yet
- FDP Recent Trends in Mechatronics & Automation Brochure 23.06.20Document2 pagesFDP Recent Trends in Mechatronics & Automation Brochure 23.06.20M. Sadiq. A. PachapuriNo ratings yet
- Cryogenics: Simon Amoedo, Edouard Thebaud, Michael Gschwendtner, David WhiteDocument9 pagesCryogenics: Simon Amoedo, Edouard Thebaud, Michael Gschwendtner, David WhiteM. Sadiq. A. PachapuriNo ratings yet
- ENGINE Experimental Study On Stirling Engine Generator and Solar Receiver System For Future Space ApplicationsDocument6 pagesENGINE Experimental Study On Stirling Engine Generator and Solar Receiver System For Future Space ApplicationsStefano BonviniNo ratings yet
- Stilring Engine Gamma Type + Permanent Magnet GeneratorDocument5 pagesStilring Engine Gamma Type + Permanent Magnet GeneratorMarceloNo ratings yet
- Fullbook PDFDocument168 pagesFullbook PDFcynaiduNo ratings yet
- Striling Engine Project Final As On 4th JuneDocument58 pagesStriling Engine Project Final As On 4th JuneKaleem Furqan AhmedNo ratings yet
- ORC For Biomass CogenerationDocument8 pagesORC For Biomass CogenerationJoão MemoriaNo ratings yet
- Electrical and Instrumentation Requirements For Packaged Equ PDFDocument23 pagesElectrical and Instrumentation Requirements For Packaged Equ PDFwq22030202No ratings yet
- In Memoriam Ivo KolinDocument5 pagesIn Memoriam Ivo KolinTimuçin KarabulutlarNo ratings yet
- Turbine Technology in CarDocument25 pagesTurbine Technology in CarJayant DeshmukhNo ratings yet
- Stirling Engine Micro CHPDocument14 pagesStirling Engine Micro CHPAbdul FattahNo ratings yet
- Thermodynamics ReportDocument14 pagesThermodynamics ReportPeter BanNo ratings yet
- Solar Stirling Engine 490A Final ReportDocument16 pagesSolar Stirling Engine 490A Final Reportmuratemin100% (1)
- Drdo CryocoolerDocument10 pagesDrdo CryocoolerDHRUV CHAUHANNo ratings yet
- Chemtrol Samil - Instrument D/SDocument48 pagesChemtrol Samil - Instrument D/SAnonymous OFP2ygPIdNo ratings yet
- FS-100 Series: OutlineDocument8 pagesFS-100 Series: OutlineFadlul Akbar HerfiantoNo ratings yet
- 2016 3 1 4 ClucasDocument18 pages2016 3 1 4 ClucasAhmed S. El DenNo ratings yet
- Stirling EngineDocument6 pagesStirling EngineGaurav Kumar50% (2)
- MCQ AtdDocument69 pagesMCQ Atddaponnaswami07gmailcNo ratings yet
- 3 Gas Power CyclesDocument32 pages3 Gas Power CyclesFikri Azim100% (2)
- Thesis of Major Project Alpha Stirling Engine-1Document32 pagesThesis of Major Project Alpha Stirling Engine-1SakshiNo ratings yet
- Analysis of A Displacer-Coupled Multi-Stage Thermoacoustic-Stirling Engine2Document35 pagesAnalysis of A Displacer-Coupled Multi-Stage Thermoacoustic-Stirling Engine2Onur GençoğluNo ratings yet
- CombinepdfDocument108 pagesCombinepdfAlessandra Tan100% (1)
- Thermodynamics - PretestDocument17 pagesThermodynamics - PretestJerico LlovidoNo ratings yet
- More About The Stirling Steele PDFDocument18 pagesMore About The Stirling Steele PDFpichaidvNo ratings yet
- Plans of The Model Stirling Engine PlansDocument58 pagesPlans of The Model Stirling Engine PlansJamo SeeNo ratings yet
- Stirling Engine ProjectDocument16 pagesStirling Engine ProjectAya DiabNo ratings yet
- Team 19 ProposalDocument9 pagesTeam 19 ProposalRozin CeausescuNo ratings yet
- Stirling EngineDocument21 pagesStirling EngineShiva SrtNo ratings yet
- Thermodynamic CyclesDocument9 pagesThermodynamic CyclesPilar Guzmán MartínezNo ratings yet
- Principles and Applications of Stirling Engines: C. D. WestDocument5 pagesPrinciples and Applications of Stirling Engines: C. D. WestChris BarolasNo ratings yet