Download as pdf or txt
You might also like
- AltacusxewDocument23 pagesAltacusxewГаанби Н'ШиефNo ratings yet
- Leaching Kinetics of SiO2 Leaching From Al2O3 Extracted Slag of Fly Ash With Sodium Hydroxide SolutionDocument9 pagesLeaching Kinetics of SiO2 Leaching From Al2O3 Extracted Slag of Fly Ash With Sodium Hydroxide Solutionvinda avri sukmaNo ratings yet
- Zhao 2016Document7 pagesZhao 2016Andre UvillusNo ratings yet
- Iontech Paper 2 Flue DustDocument6 pagesIontech Paper 2 Flue DustGeorgi SavovNo ratings yet
- Recovery of Nickel and Cobalt As MHP From Limonitic Ore Leaching Solution: Kinetics Analysis and Precipitate CharacterizationDocument11 pagesRecovery of Nickel and Cobalt As MHP From Limonitic Ore Leaching Solution: Kinetics Analysis and Precipitate CharacterizationShantyNo ratings yet
- Alkaline Process 2019Document9 pagesAlkaline Process 2019Major TomNo ratings yet
- Of Zinc From Wastewater Treatment Sludge: Resources and Conservation, 6 (1981) 203-210Document8 pagesOf Zinc From Wastewater Treatment Sludge: Resources and Conservation, 6 (1981) 203-210Antuanet ToledoNo ratings yet
- HydrometTreatment en 4d7f53c6c9518Document3 pagesHydrometTreatment en 4d7f53c6c9518leniucvasileNo ratings yet
- Method CarbonDocument12 pagesMethod CarbonPépé TechopathamNo ratings yet
- Leaching of A Cu-Co OreDocument7 pagesLeaching of A Cu-Co OreEDWIN LEONARDO ESPINOZA PACHECONo ratings yet
- Column Leaching of A Copper Oxide OreDocument6 pagesColumn Leaching of A Copper Oxide OreNatitoPazGonzalezArmijoNo ratings yet
- Leaching of Copper OxideDocument6 pagesLeaching of Copper OxideWinmtyNo ratings yet
- Minerals 10 00754Document11 pagesMinerals 10 00754Eugênia PheganNo ratings yet
- S 181Document9 pagesS 181Wisnhu PamungkasNo ratings yet
- Recovery of Niobium and Tantalum From Tin OresDocument14 pagesRecovery of Niobium and Tantalum From Tin OresMichael Ngoie100% (1)
- 2010 Paper Con-Leach-Acid AJC Yurdagul-ErolDocument11 pages2010 Paper Con-Leach-Acid AJC Yurdagul-ErolFranciscoNo ratings yet
- Chapter - LDocument86 pagesChapter - LAhmet KarakışNo ratings yet
- Sodium Sulfuate Depositionand Dissolutionof SilicaDocument14 pagesSodium Sulfuate Depositionand Dissolutionof SilicaEugênia PheganNo ratings yet
- TMS 2012 - FinalDocument8 pagesTMS 2012 - FinalEdilson Magalhaes MagalhaesNo ratings yet
- Reductive Atmospheric Acid Leaching of West Australian Smectitic Nickel Laterite inDocument6 pagesReductive Atmospheric Acid Leaching of West Australian Smectitic Nickel Laterite inandre_lange_1No ratings yet
- Acid Leaching CuS in Presence of OzoneDocument8 pagesAcid Leaching CuS in Presence of OzoneEdoardo ScaggianteNo ratings yet
- Lionel CorrectionsDocument23 pagesLionel CorrectionsLeoMessi YdeNo ratings yet
- Prodution of Ferrous Sulfate From SteelmakingDocument7 pagesProdution of Ferrous Sulfate From SteelmakinganaazizNo ratings yet
- 0040 6031 (84) 87153 1Document10 pages0040 6031 (84) 87153 1gauravNo ratings yet
- Kinetics of ChalcopyriteDocument6 pagesKinetics of ChalcopyriteMarcelo Sebastian HerreraNo ratings yet
- Carbon Monoxide Hydrogenation Over Metal Loaded AluminophosphatesDocument14 pagesCarbon Monoxide Hydrogenation Over Metal Loaded AluminophosphatesNeil MilestoneNo ratings yet
- Mercury Control in The Cyanidation of Gold OresDocument14 pagesMercury Control in The Cyanidation of Gold OresarodriguezhNo ratings yet
- Cobalt Spinel CoAl2O4 Via Sol-Gel Process - Elaboration and Surface PropertiesDocument9 pagesCobalt Spinel CoAl2O4 Via Sol-Gel Process - Elaboration and Surface PropertiestaheralnajjarNo ratings yet
- Iron Removal From A Kaolinitic Clay by Leaching To Obtain High Whiteness IndexDocument5 pagesIron Removal From A Kaolinitic Clay by Leaching To Obtain High Whiteness IndexromanangelhernandezNo ratings yet
- Synthesis of Coal O Spinel From Cobalt-Loaded Zeolite-A: American Journal of Engineering Research (Ajer)Document7 pagesSynthesis of Coal O Spinel From Cobalt-Loaded Zeolite-A: American Journal of Engineering Research (Ajer)AJER JOURNALNo ratings yet
- Mineral ProcessingDocument9 pagesMineral ProcessingEdwar Villavicencio JaimesNo ratings yet
- Minerals: Ffect of Ultrasound On The Oxidative CopperDocument17 pagesMinerals: Ffect of Ultrasound On The Oxidative Copperسومر الشبليNo ratings yet
- Worth ReadingDocument4 pagesWorth ReadingPassmore DubeNo ratings yet
- Akira Mikuni Et - Al 2007, Dissolution Properties of Some Fly Ash Fillers Applying To Geopolymeric Materials in Alkali SolutionDocument5 pagesAkira Mikuni Et - Al 2007, Dissolution Properties of Some Fly Ash Fillers Applying To Geopolymeric Materials in Alkali SolutionSatya ChaitanyaNo ratings yet
- Egorov 1Document6 pagesEgorov 1santiNo ratings yet
- Hydrometallurgy: M.S. Sonmez, R.V. KumarDocument5 pagesHydrometallurgy: M.S. Sonmez, R.V. KumarAndres MorenoNo ratings yet
- The - Treatment - of - Arsenic - Bearing - Ores Alkaline PDFDocument10 pagesThe - Treatment - of - Arsenic - Bearing - Ores Alkaline PDFSteven DziobaNo ratings yet
- The Role of Sodium Chloride On Surface Properties of Chalcopyrite Leached With Ferric SulphateDocument10 pagesThe Role of Sodium Chloride On Surface Properties of Chalcopyrite Leached With Ferric SulphateJose Antonio RosasNo ratings yet
- MMPJ 2011 08 Page 139Document7 pagesMMPJ 2011 08 Page 139Ravian LhrNo ratings yet
- 16-116 P IlievDocument6 pages16-116 P IlievPeterNo ratings yet
- Acterization and Flotation of Sulfur From Chalcopyrite Concentrate Leaching ResidueDocument9 pagesActerization and Flotation of Sulfur From Chalcopyrite Concentrate Leaching ResidueSantiago TuestaNo ratings yet
- Calcination of Nickel-Alumina CatalystsDocument4 pagesCalcination of Nickel-Alumina CatalystsAnonymous 4PuFzAR100% (1)
- Leaching Laterite PDFDocument5 pagesLeaching Laterite PDFMuhammadKhabirNo ratings yet
- Leaching of Spent Batteries Powder With Sodium Carbonate and Carbon DioxideDocument6 pagesLeaching of Spent Batteries Powder With Sodium Carbonate and Carbon DioxideBoulos NassarNo ratings yet
- Effect of Pre-Roasting On Leaching of LateriteDocument5 pagesEffect of Pre-Roasting On Leaching of LateriteMuhammad Victoryan NadezulNo ratings yet
- Extraction of Alumina From Iraqi Colored Kaolin by Lime-Sinter ProcessDocument9 pagesExtraction of Alumina From Iraqi Colored Kaolin by Lime-Sinter ProcessPuturrú De FuáNo ratings yet
- Copper Concentrate Leaching in Chloride-Jpibañez-JipinzaDocument12 pagesCopper Concentrate Leaching in Chloride-Jpibañez-JipinzaFelipe GuerreroNo ratings yet
- Dissolution of Iron Oxides by Oxalic Acid: Sung Oh LeeDocument229 pagesDissolution of Iron Oxides by Oxalic Acid: Sung Oh LeefhtgerthrgergNo ratings yet
- Removal of Sulfur and IronDocument10 pagesRemoval of Sulfur and IronCarlos Arechiga CruzNo ratings yet
- Removal of Sulfur and Phosphorus From Iron Ore Concentrate by LeachingDocument10 pagesRemoval of Sulfur and Phosphorus From Iron Ore Concentrate by LeachingMauricioNo ratings yet
- Optimization of Brine Leaching of Metals From Hydrometallurgical ResidueDocument6 pagesOptimization of Brine Leaching of Metals From Hydrometallurgical ResidueEkawatiNo ratings yet
- Resource Reuse of Spent Pickle Acid byDocument4 pagesResource Reuse of Spent Pickle Acid by羅麗塔No ratings yet
- Sulfur Removal From Zro,/So - During N-Butane IsomerizationDocument7 pagesSulfur Removal From Zro,/So - During N-Butane IsomerizationzahiraNo ratings yet
- 1-S2.0-0926860x95000259-Main - CopieDocument7 pages1-S2.0-0926860x95000259-Main - CopiezahiraNo ratings yet
- Cinética de La Lixiviación de Esfalerita Por Nitrato de Sodio en Ácido SulfúricoDocument13 pagesCinética de La Lixiviación de Esfalerita Por Nitrato de Sodio en Ácido SulfúricoLuis Cortés CortesNo ratings yet
- Fluorite - Saving EnergyDocument9 pagesFluorite - Saving EnergyrecaiNo ratings yet
- Thermodynamics of Leaching Roasted Jarosite Residue From Zinc Hydrometallurgy in NH CL SystemDocument5 pagesThermodynamics of Leaching Roasted Jarosite Residue From Zinc Hydrometallurgy in NH CL SystemCalculo AvanzadoNo ratings yet
- Copper Alumina CompositesDocument5 pagesCopper Alumina CompositesvgthotaNo ratings yet
- Baghalha Ve Papangelakis, 1998Document8 pagesBaghalha Ve Papangelakis, 1998laguna028No ratings yet
- Secoroc Underground Rock DrillsDocument4 pagesSecoroc Underground Rock DrillsRodrigo Cortés Castillo100% (1)
- Shrinkage Methode PDFDocument20 pagesShrinkage Methode PDFAndar A. PutraNo ratings yet
- SUPERIOR Gyratory ChiDocument12 pagesSUPERIOR Gyratory ChiRodrigo Cortés Castillo100% (1)
- Sheorey 76Document367 pagesSheorey 76Rodrigo Cortés CastilloNo ratings yet
- Ficha Tecnica Compresor FiacDocument10 pagesFicha Tecnica Compresor FiacSAUL OSPINONo ratings yet
- Thermal Degradation of PVC PlastigelDocument9 pagesThermal Degradation of PVC Plastigelkang8886021No ratings yet
- Chemical Energetics Revision Exercise SolutionsDocument13 pagesChemical Energetics Revision Exercise SolutionsLee Jun HuiNo ratings yet
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNo ratings yet
- Spe 10337 MSDocument11 pagesSpe 10337 MSAleks ProañoNo ratings yet
- SK Nandy-OISD StandardsDocument29 pagesSK Nandy-OISD Standardskselvan_1100% (1)
- 02 H.D.A. SN1 and SN2 Reaction 10-08-2021Document2 pages02 H.D.A. SN1 and SN2 Reaction 10-08-2021tejas naigaonkarNo ratings yet
- Mark Scheme Additional Problem SetDocument4 pagesMark Scheme Additional Problem Sethseun24No ratings yet
- RedoxDocument29 pagesRedoxViníciusNo ratings yet
- Lab 89Document3 pagesLab 89Keron BretalNo ratings yet
- FINAL SMAW-12-Quarter-3-module 3 PDFDocument20 pagesFINAL SMAW-12-Quarter-3-module 3 PDFRandy Sacatani100% (1)
- Expt. 7 ATQDocument3 pagesExpt. 7 ATQJunko TsukudaNo ratings yet
- Acid-Base WorksheetDocument4 pagesAcid-Base WorksheetMay LanieNo ratings yet
- Design Analysis of A Refrigerated Warehouse Using LNG Cold EnergyDocument10 pagesDesign Analysis of A Refrigerated Warehouse Using LNG Cold EnergyJSK1 JSK11No ratings yet
- 9th Class Chemistry Ch1 McqsDocument2 pages9th Class Chemistry Ch1 McqsMuhammad FaheemNo ratings yet
- C5T: Physical Chemistry-II Transport Processes: Conductance (Part - 1)Document7 pagesC5T: Physical Chemistry-II Transport Processes: Conductance (Part - 1)Gurmehakdeep BillaNo ratings yet
- 12V 40ah (10hr) : Shenzhen Center Power Tech - Co.LtdDocument2 pages12V 40ah (10hr) : Shenzhen Center Power Tech - Co.LtdPhuoc “Felix” PhanNo ratings yet
- Disclosure To Promote The Right To Information: IS 5057 (1997) : Potassium Nitrite, Food Grade (FAD 8: Food Additives)Document8 pagesDisclosure To Promote The Right To Information: IS 5057 (1997) : Potassium Nitrite, Food Grade (FAD 8: Food Additives)akNo ratings yet
- Materials and CorrosionDocument34 pagesMaterials and CorrosionNguyen Anh TungNo ratings yet
- Fire Fighting F-WPS OfficeDocument4 pagesFire Fighting F-WPS OfficeMohd AjmalNo ratings yet
- DMT 251 Exercise 2 - SolweziDocument1 pageDMT 251 Exercise 2 - SolweziChimwemwe KaongaNo ratings yet
- Hands-On ManagementDocument3 pagesHands-On ManagementKeily VilcarromeroNo ratings yet
- DFT Workshop TU WienDocument90 pagesDFT Workshop TU WienRavindra KempaiahNo ratings yet
- Petroleum Exploration MetDocument10 pagesPetroleum Exploration MetShiraz NajatNo ratings yet
- Si-COAT® 579-SDSDocument14 pagesSi-COAT® 579-SDSSarvenaz PakianNo ratings yet
- Sherwood 2005Document7 pagesSherwood 2005Ionela MariaNo ratings yet
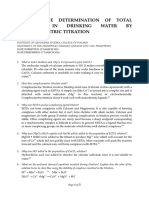
- Analyticaltechniques12 PDFDocument7 pagesAnalyticaltechniques12 PDFZaidNo ratings yet
- C4e 3 'Group 7 (The Halogens) ' HW SheetDocument3 pagesC4e 3 'Group 7 (The Halogens) ' HW SheetNeen NaazNo ratings yet
- General Guidelines On Installation of ThermocouplesDocument15 pagesGeneral Guidelines On Installation of ThermocouplesCharu ChhabraNo ratings yet
- Oxalate IonDocument15 pagesOxalate IonÃňìřùďhķãpťīỵãĺNo ratings yet