Download as pdf or txt
You might also like
- Solved - Return On Investment (ROI) Is Computed in The Following...Document4 pagesSolved - Return On Investment (ROI) Is Computed in The Following...faisal58650100% (3)
- Define Het RXN RateDocument9 pagesDefine Het RXN Ratefaisal58650No ratings yet
- Define Het RXN RateDocument9 pagesDefine Het RXN Ratefaisal58650No ratings yet
- Chemical Review Before Li Ion Batteries PDFDocument24 pagesChemical Review Before Li Ion Batteries PDFAditya HuseinNo ratings yet
- Effects of Nano Pigments On The Corrosion Resistance of Alkyd CoatingDocument8 pagesEffects of Nano Pigments On The Corrosion Resistance of Alkyd Coatingdvega1981No ratings yet
- Aluminium CoatingDocument10 pagesAluminium CoatingShreyank Deepali GoelNo ratings yet
- Jjmie: Salt Fog Corrosion Behavior of Nanostructured Tialn and Alcrn Hard Coatings On Astm-Sa213-T-22 Boiler SteelDocument7 pagesJjmie: Salt Fog Corrosion Behavior of Nanostructured Tialn and Alcrn Hard Coatings On Astm-Sa213-T-22 Boiler SteelAgustine SetiawanNo ratings yet
- Optimization of Spray Pyrolysis Zirconia Coatings On Aluminized SteelDocument5 pagesOptimization of Spray Pyrolysis Zirconia Coatings On Aluminized SteeltetetonNo ratings yet
- Mechanical Properties and Corrosion Resistance of Nano-Ceria Doped AluminiumDocument6 pagesMechanical Properties and Corrosion Resistance of Nano-Ceria Doped AluminiumhuutrinhNo ratings yet
- A New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsDocument8 pagesA New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsPappuRamaSubramaniam100% (1)
- Deposition of (Ti, Ru) O and (Ti, Ru, Ir) O Oxide Coatings Prepared by Sol-Gel Method On TitaniumDocument7 pagesDeposition of (Ti, Ru) O and (Ti, Ru, Ir) O Oxide Coatings Prepared by Sol-Gel Method On TitaniumAnkit GarachNo ratings yet
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- TIO2 Shen2005Document8 pagesTIO2 Shen2005adis ramadhaniNo ratings yet
- Jurnal Kelompok 1Document10 pagesJurnal Kelompok 1Agy RandhikoNo ratings yet
- Daniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekDocument8 pagesDaniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekJigar M. UpadhyayNo ratings yet
- Increase of Salt Fog Corrosion Resistance of Plasma Nitrided Steel by Pulsed Plasma Post-OxidationDocument5 pagesIncrease of Salt Fog Corrosion Resistance of Plasma Nitrided Steel by Pulsed Plasma Post-OxidationIJMERNo ratings yet
- Evaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion TechniqueDocument6 pagesEvaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion Techniquedaniel leonNo ratings yet
- UAS Korosi Resume PDFDocument8 pagesUAS Korosi Resume PDFMochamad FijayNo ratings yet
- Auomotivr Fuel TanksDocument9 pagesAuomotivr Fuel Tankscolumba_mcNo ratings yet
- On Structural, Optical and Dielectric Properties of Zinc Aluminate NanoparticlesDocument9 pagesOn Structural, Optical and Dielectric Properties of Zinc Aluminate NanoparticlesbudhladaNo ratings yet
- Enhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellDocument11 pagesEnhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellMarko VindišNo ratings yet
- Sadeghi 2021Document13 pagesSadeghi 2021KArenNo ratings yet
- Corrosion Mechanisms in ADI Parts: A.D. Sosa, C. Rosales, R. Boeri and S.N. SimisonDocument6 pagesCorrosion Mechanisms in ADI Parts: A.D. Sosa, C. Rosales, R. Boeri and S.N. SimisonRomiNo ratings yet
- Carburization Investigation PDFDocument12 pagesCarburization Investigation PDFArjed Ali ShaikhNo ratings yet
- Ni-Based Electrodeposited Composite Coating Exhibiting Improved Microhardness, Corrosion and Wear Resistance PropertiesDocument7 pagesNi-Based Electrodeposited Composite Coating Exhibiting Improved Microhardness, Corrosion and Wear Resistance PropertiesMohammad Nasfikur Rahman KhanNo ratings yet
- Particle Characterization of Copper Nanoparticles by Electrochemical MethodDocument5 pagesParticle Characterization of Copper Nanoparticles by Electrochemical MethodIJSTENo ratings yet
- Corrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárováDocument6 pagesCorrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárovárachidradouaniNo ratings yet
- Evaluation of Erosion-Corrosion by Jet Impingement Tests On A CR/CRN Bilayer Coating Deposited by Cathodic ArcDocument14 pagesEvaluation of Erosion-Corrosion by Jet Impingement Tests On A CR/CRN Bilayer Coating Deposited by Cathodic ArcJose David CastroNo ratings yet
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsNo ratings yet
- Determination of Composition of Steel ADocument6 pagesDetermination of Composition of Steel AJeetender MishraNo ratings yet
- Synopsis: Name of College: Course 3. Project MemberDocument7 pagesSynopsis: Name of College: Course 3. Project MemberarunkumarnoolaNo ratings yet
- Corrosion Behavior of Copper at Elevated Temperature: Int. J. Electrochem. Sci., 7 (2012) 7902 - 7914Document13 pagesCorrosion Behavior of Copper at Elevated Temperature: Int. J. Electrochem. Sci., 7 (2012) 7902 - 7914idanfriNo ratings yet
- Evaluation of in Vitro Bioactivity and MG63 Oesteoblast Cell Response For TiO2 Coated Magnesium AlloysDocument10 pagesEvaluation of in Vitro Bioactivity and MG63 Oesteoblast Cell Response For TiO2 Coated Magnesium AlloysRahul MadanNo ratings yet
- Characterization of Silver Flakes Utilized For Isotropic Conductive AdhesivesDocument5 pagesCharacterization of Silver Flakes Utilized For Isotropic Conductive AdhesivesAndrea CalderaNo ratings yet
- BrazJOralSci 2004 3 8 p414 9Document6 pagesBrazJOralSci 2004 3 8 p414 9Jessica WestNo ratings yet
- Corrosion Characterization of Aluminium 6061/ Tib2 Metal Matrix Composites in Sodium Hydroxide MediumDocument5 pagesCorrosion Characterization of Aluminium 6061/ Tib2 Metal Matrix Composites in Sodium Hydroxide MediumEditor IJTSRDNo ratings yet
- Lifetime Prediction of Waterborne Acrylic PaintsDocument7 pagesLifetime Prediction of Waterborne Acrylic Paintsvarvara viNo ratings yet
- Synthesis and Characterization of Al2O3/Zro2, Al2O3/Tio2 and Al2O3/Zro2/Tio2 Ceramic Composite Particles Prepared by Ultrasonic Spray PyrolysisDocument18 pagesSynthesis and Characterization of Al2O3/Zro2, Al2O3/Tio2 and Al2O3/Zro2/Tio2 Ceramic Composite Particles Prepared by Ultrasonic Spray Pyrolysisali abdulrahman al-ezziNo ratings yet
- Book Ch-Aufray and Roche2005 - Properties of The Interphase Epoxy-Amine - Metal-Influences From The Nature of The Amine and The MetalDocument14 pagesBook Ch-Aufray and Roche2005 - Properties of The Interphase Epoxy-Amine - Metal-Influences From The Nature of The Amine and The MetalMd Asif Rezwan ShishirNo ratings yet
- ARTIGO Effects of Eutectic Carbide Content On Erosion Behaviors in Ductile Cast IronsDocument7 pagesARTIGO Effects of Eutectic Carbide Content On Erosion Behaviors in Ductile Cast Ironsmarcotulio123No ratings yet
- 2000 Simwonis SldStateIonics NickelCoarseningInAnnealedNi8YSZAnodeSubstratesforSOFCDocument11 pages2000 Simwonis SldStateIonics NickelCoarseningInAnnealedNi8YSZAnodeSubstratesforSOFCAndres CamposNo ratings yet
- Chemical Conversion Coatings On Magnesium Alloys - A Comparative StudyDocument13 pagesChemical Conversion Coatings On Magnesium Alloys - A Comparative StudygramuiitmNo ratings yet
- Zincalum - Galvanised Coating in H2SDocument10 pagesZincalum - Galvanised Coating in H2ScahyoNo ratings yet
- Analysis of Surface Treatment of ASTM A516 Grade 70 Using Salt Spray MethodDocument6 pagesAnalysis of Surface Treatment of ASTM A516 Grade 70 Using Salt Spray MethodJose Marval RodriguezNo ratings yet
- Corrosion Behaviour of Type 316L Stainless Steel in Hot Caustic Aqueous EnvironmentsDocument11 pagesCorrosion Behaviour of Type 316L Stainless Steel in Hot Caustic Aqueous Environmentssum74316No ratings yet
- Corrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFDocument6 pagesCorrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFmohamed aliNo ratings yet
- Characterization of The Rust Formed On Weathering Steel Exposed To Qinghai Salt Lake AtmosphereDocument7 pagesCharacterization of The Rust Formed On Weathering Steel Exposed To Qinghai Salt Lake Atmosphereroscarlos1936No ratings yet
- Misaelides2004 PDFDocument7 pagesMisaelides2004 PDFDiego JaquesNo ratings yet
- Selection of Stainless Steel For Cathode Plate in Hydrometallurgical ProcessDocument6 pagesSelection of Stainless Steel For Cathode Plate in Hydrometallurgical ProcessIbnu AndriNo ratings yet
- ISIPublication TNMSCDocument8 pagesISIPublication TNMSCJH ShinNo ratings yet
- Coating Titania Aerosol Particles With ZrO2 Al2O3 ZrO2 and SiO2 ZrO2 in A Gas Phase ProcessDocument16 pagesCoating Titania Aerosol Particles With ZrO2 Al2O3 ZrO2 and SiO2 ZrO2 in A Gas Phase Processali abdulrahman al-ezziNo ratings yet
- Characterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationDocument6 pagesCharacterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationKavitha SNo ratings yet
- ZN Phosphate On Galvanized SteelDocument17 pagesZN Phosphate On Galvanized SteelPiyanunNo ratings yet
- Jsaer2016 03 01 68 73Document6 pagesJsaer2016 03 01 68 73jsaereditorNo ratings yet
- Surface Characterisation and Electrochemical Behaviour of Porous Titanium Dioxide Coated 316L Stainless Steel For Orthopaedic Applications PDFDocument6 pagesSurface Characterisation and Electrochemical Behaviour of Porous Titanium Dioxide Coated 316L Stainless Steel For Orthopaedic Applications PDFRahul MadanNo ratings yet
- Microstructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsDocument5 pagesMicrostructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsastronotusNo ratings yet
- Failure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic PressureDocument9 pagesFailure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic Pressureeid elsayedNo ratings yet
- Comparison of Three Types of Carbon Composite Coatings With Exceptional Load-Bearing Capacity and High Wear ResistanceDocument5 pagesComparison of Three Types of Carbon Composite Coatings With Exceptional Load-Bearing Capacity and High Wear ResistanceDaniel ToaderNo ratings yet
- JT 31 1 12Document12 pagesJT 31 1 12Dr. U. Shrinivas BalrajNo ratings yet
- Microwave-Assisted Synthesis and Characterization of Cao NanoparticlesDocument7 pagesMicrowave-Assisted Synthesis and Characterization of Cao NanoparticlesBeth JiménezNo ratings yet
- Copper ECSADocument7 pagesCopper ECSANusrat RashidNo ratings yet
- Effects of MG On Morphologies and Properties of Hot Dipped ZN-MG CoatingsDocument7 pagesEffects of MG On Morphologies and Properties of Hot Dipped ZN-MG Coatingsrahul.meenaNo ratings yet
- Ramalingam2009 PDFDocument7 pagesRamalingam2009 PDFmohamed aliNo ratings yet
- Ceramics Science and Technology, Volume 1: StructuresFrom EverandCeramics Science and Technology, Volume 1: StructuresRalf RiedelNo ratings yet
- Assignment - Due Sunday, November 22nd: Is This A Sound Investment?Document9 pagesAssignment - Due Sunday, November 22nd: Is This A Sound Investment?faisal58650No ratings yet
- Group2 VCM 1398312074362275Document2 pagesGroup2 VCM 1398312074362275faisal58650No ratings yet
- Part (A) : House Price Number Rooms Number Bathrooms Number StoriesDocument7 pagesPart (A) : House Price Number Rooms Number Bathrooms Number Storiesfaisal58650No ratings yet
- HDHDocument2 pagesHDHfaisal58650No ratings yet
- Excel Worksheet 1Document20 pagesExcel Worksheet 1faisal58650No ratings yet
- Hours Sorted Data (Ascending Order) Part (A)Document4 pagesHours Sorted Data (Ascending Order) Part (A)faisal58650No ratings yet
- T.VST29.03 4Document13 pagesT.VST29.03 4Sutrisno Ok100% (1)
- One Dimensional Transient Heat Conduction and Estimation of Thermal DiffusivityDocument14 pagesOne Dimensional Transient Heat Conduction and Estimation of Thermal Diffusivityfaisal58650No ratings yet
- Q2. Summarize Assumption in Chapter 2 For Hagen PoisselieDocument10 pagesQ2. Summarize Assumption in Chapter 2 For Hagen Poisseliefaisal58650No ratings yet
- Practical 2P10 Materials Selection: What You Should Learn From This PracticalDocument6 pagesPractical 2P10 Materials Selection: What You Should Learn From This Practicalfaisal58650No ratings yet
- Row Labels Count of VOLTAGE: Location NEWDocument2 pagesRow Labels Count of VOLTAGE: Location NEWfaisal58650No ratings yet
- Row Labels Count of VOLTAGE: Location NEWDocument2 pagesRow Labels Count of VOLTAGE: Location NEWfaisal58650No ratings yet
- Q2. Summarize Assumption in Chapter 2 For Hagen PoisselieDocument10 pagesQ2. Summarize Assumption in Chapter 2 For Hagen Poisseliefaisal58650No ratings yet
- r1 Linspace (1,10,10) r2 Linspace (100,550,10) r3 Linspace (1,19,10) A (r1 r2 r3)Document6 pagesr1 Linspace (1,10,10) r2 Linspace (100,550,10) r3 Linspace (1,19,10) A (r1 r2 r3)faisal58650No ratings yet
- Https Ebanking - Meezanbank.com Ambit RegistrationPrintDocument1 pageHttps Ebanking - Meezanbank.com Ambit RegistrationPrintfaisal58650No ratings yet
- Nomination For Meeting/Workshop and National Consultant: Internal Auditing and Compliance of Quality Assurance PlanDocument2 pagesNomination For Meeting/Workshop and National Consultant: Internal Auditing and Compliance of Quality Assurance Planfaisal58650No ratings yet
- 6DS BABSc PI A16Document1 page6DS BABSc PI A16faisal58650No ratings yet
- Best PracticesDocument24 pagesBest Practicesfaisal58650No ratings yet
- Validation For Polysilicon Deposition Reactors: Validation of Barracuda Model With Experimental Data From JPLDocument4 pagesValidation For Polysilicon Deposition Reactors: Validation of Barracuda Model With Experimental Data From JPLfaisal58650No ratings yet
- Fuel Cells PaperDocument20 pagesFuel Cells PaperBig FruitNo ratings yet
- G 82 - 98 - Rzgyltk4 PDFDocument7 pagesG 82 - 98 - Rzgyltk4 PDFSamuel EduardoNo ratings yet
- Electro Chemical Process: Shivam JaiswalDocument19 pagesElectro Chemical Process: Shivam JaiswalNadee BanneNo ratings yet
- Physical Science 11 q1 Module 11 How Energy Is Produced and Managed 08082020Document31 pagesPhysical Science 11 q1 Module 11 How Energy Is Produced and Managed 0808202010 A Angelic GonzalesNo ratings yet
- Protective Coatings For Steel BridgesDocument55 pagesProtective Coatings For Steel BridgesAbishek NagarajNo ratings yet
- Niobium, Titanium AnodizingDocument6 pagesNiobium, Titanium AnodizingCary Brief100% (1)
- Kemix Electrowinning-Cell-Brochure 2018 Rev0Document4 pagesKemix Electrowinning-Cell-Brochure 2018 Rev0evalenciaNo ratings yet
- Electrochemistry NotesDocument4 pagesElectrochemistry NotesAyush RorNo ratings yet
- ANSWER MPSM Johor Kimia Kertas 3 Set 2 2018 PDFDocument8 pagesANSWER MPSM Johor Kimia Kertas 3 Set 2 2018 PDFSiti Hajar Abd HamidNo ratings yet
- Influence of Saccharomyces Cerevisiae To Banana Pseudo Stem Performance As An Electrolyte Source For Bio-BatteryDocument74 pagesInfluence of Saccharomyces Cerevisiae To Banana Pseudo Stem Performance As An Electrolyte Source For Bio-BatteryDarlene RaferNo ratings yet
- Using Cathodic Protection To Control Corrosion in Marine EnvironmentsDocument12 pagesUsing Cathodic Protection To Control Corrosion in Marine EnvironmentsMark ByramNo ratings yet
- Tarnish & CorrosionDocument46 pagesTarnish & CorrosionShalu MondalNo ratings yet
- P6 Ito NaDocument9 pagesP6 Ito NaBukhari DiangkaNo ratings yet
- 2010 Gas Pipeline Toolbox ModulesDocument4 pages2010 Gas Pipeline Toolbox ModulesPENYU_1855100% (1)
- Calculation of K From E: at Equilibrium G 0, E 0Document9 pagesCalculation of K From E: at Equilibrium G 0, E 0Ghadeer M HassanNo ratings yet
- The Preparation of Chromium Metal by AluminothermicDocument10 pagesThe Preparation of Chromium Metal by Aluminothermiciwemetal090% (1)
- Corrosion EngineeringDocument27 pagesCorrosion EngineeringMỹ Linh Lê100% (1)
- Tp-1s72a-El-0002-Prc-0002 - 03-C - Installation Procedure For CP System - Approved Code - 03Document30 pagesTp-1s72a-El-0002-Prc-0002 - 03-C - Installation Procedure For CP System - Approved Code - 03Gopalakris AlagarNo ratings yet
- Electrochemistry Electrochemistry Is The Branch of Chemistry Which Deals With Mechanism of ConductionDocument11 pagesElectrochemistry Electrochemistry Is The Branch of Chemistry Which Deals With Mechanism of Conductionrockworld009No ratings yet
- Half Cell Potential PDFDocument11 pagesHalf Cell Potential PDFCitiux CitiuxNo ratings yet
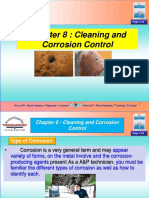
- Chapter 8: Cleaning and Corrosion Control: Page 12-8Document71 pagesChapter 8: Cleaning and Corrosion Control: Page 12-8Panthagan BoonloyNo ratings yet
- Gr. 4 CHE3107L ECR - EPDocument10 pagesGr. 4 CHE3107L ECR - EPJohn Fritz FestejoNo ratings yet
- Cambridge IGCSE: Chemistry 0620/23Document16 pagesCambridge IGCSE: Chemistry 0620/23190377964No ratings yet
- Lecture 4 - Electro Chem PDFDocument49 pagesLecture 4 - Electro Chem PDFHedric VillenaNo ratings yet
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Derek Pletcher, Frank C. Walsh (Auth.) - Industrial Electrochemistry-Springer Netherlands (1993) (005-075)Document71 pagesDerek Pletcher, Frank C. Walsh (Auth.) - Industrial Electrochemistry-Springer Netherlands (1993) (005-075)Fabi PerezNo ratings yet
- Voltage Generation: Using Kamias Juice As ElectrolyteDocument32 pagesVoltage Generation: Using Kamias Juice As Electrolytejayson albert escabarte75% (12)
- Jiggle Cell Operating InstructionsDocument4 pagesJiggle Cell Operating InstructionsJohn Atkins100% (1)
- Anode: Flow of ElectronsDocument3 pagesAnode: Flow of ElectronsaimizaNo ratings yet