Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- English For Specific Purposes VeterinarianDocument25 pagesEnglish For Specific Purposes VeterinarianChristopher Mccandless83% (6)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Technical Submittal - PF-K & Er-VDocument50 pagesTechnical Submittal - PF-K & Er-VClarkFedele27No ratings yet
- Marks and Marking Practices: Towards An Improved System: Muhammad Taher Abuelma'attiDocument13 pagesMarks and Marking Practices: Towards An Improved System: Muhammad Taher Abuelma'attiM Ahmed LatifNo ratings yet
- Model Predictive Controller Design of Hydrocracker ReactorsDocument9 pagesModel Predictive Controller Design of Hydrocracker ReactorsM Ahmed LatifNo ratings yet
- White Good Install TuesdayDocument24 pagesWhite Good Install TuesdayM Ahmed LatifNo ratings yet
- Web Based Engineering Education: Sheikh, Sharif Iqbal, Junaid SiddiquiDocument10 pagesWeb Based Engineering Education: Sheikh, Sharif Iqbal, Junaid SiddiquiM Ahmed LatifNo ratings yet
- Fostering Excellence in Engineering Education: The Experience of The University of SharjahDocument11 pagesFostering Excellence in Engineering Education: The Experience of The University of SharjahM Ahmed LatifNo ratings yet
- AbsractDocument11 pagesAbsractM Ahmed LatifNo ratings yet
- Aiche 174855 Feedstock Contaminants: A Case Study: Patricio HerreraDocument13 pagesAiche 174855 Feedstock Contaminants: A Case Study: Patricio HerreraM Ahmed LatifNo ratings yet
- TrasarDocument22 pagesTrasarM Ahmed LatifNo ratings yet
- Value Engineering As An Effective Tool For Improving The Performance of Students at The College of Engineering - King Saud UniversityDocument9 pagesValue Engineering As An Effective Tool For Improving The Performance of Students at The College of Engineering - King Saud UniversityM Ahmed LatifNo ratings yet
- Electrical Safety: Doe HandbookDocument275 pagesElectrical Safety: Doe HandbookM Ahmed LatifNo ratings yet
- IT StrategicAgilityDocument15 pagesIT StrategicAgilityM Ahmed LatifNo ratings yet
- Corrosion Prevention Yanbu RefineryDocument10 pagesCorrosion Prevention Yanbu RefineryOmid Hn100% (1)
- Inherent Safety and Reliability in Plant DesignDocument16 pagesInherent Safety and Reliability in Plant DesignM Ahmed LatifNo ratings yet
- Eval Manual V5.1Document14 pagesEval Manual V5.1M Ahmed LatifNo ratings yet
- Insdustrial Hydraulics Manual: Volume ControlsDocument19 pagesInsdustrial Hydraulics Manual: Volume ControlsM Ahmed LatifNo ratings yet
- HAZOP Saudi Aramco HAZOP GuidelinesDocument92 pagesHAZOP Saudi Aramco HAZOP Guidelinesjakejohns100% (15)
- International Rules For Seed Testing 2022Document14 pagesInternational Rules For Seed Testing 2022Lolpo Kolpo100% (2)
- Mural Painting SyllabusDocument4 pagesMural Painting Syllabusapi-2608097640% (1)
- Gr. 7 ENG. PERFORMANCE 2Document3 pagesGr. 7 ENG. PERFORMANCE 2Michelle Gutierrez SibayanNo ratings yet
- Touch HD Android EngDocument2 pagesTouch HD Android Engvaitheeswaran kumaravelNo ratings yet
- Privacy Policy Office Advisory Opinion No. 2018-053Document4 pagesPrivacy Policy Office Advisory Opinion No. 2018-053Chimney sweepNo ratings yet
- Copper and Aluminum Compression LugsDocument12 pagesCopper and Aluminum Compression LugsTaacsa MatrizNo ratings yet
- Master Circular - Guarantees and Co-AcceptancesDocument29 pagesMaster Circular - Guarantees and Co-Acceptancesprathi05No ratings yet
- SisE5f213897 Diagrama Electrico D8RDocument2 pagesSisE5f213897 Diagrama Electrico D8RMILTONHERNANDEZPEREZ50% (2)
- 2 Alternating CurrentsDocument43 pages2 Alternating CurrentsHarshita KaurNo ratings yet
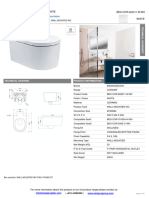
- Private Majlis: Corsair Wall Mounted WC Pan White BDS-COR-602011-B-WHDocument57 pagesPrivate Majlis: Corsair Wall Mounted WC Pan White BDS-COR-602011-B-WHmohammadNo ratings yet
- BASF Oilfield-Solutions DrillingDocument6 pagesBASF Oilfield-Solutions DrillingYaroslav RuizNo ratings yet
- 299-Article Text-1709-3-10-20200611Document12 pages299-Article Text-1709-3-10-20200611sendyNo ratings yet
- Highlights Hello - November 2016Document16 pagesHighlights Hello - November 2016MilenaNo ratings yet
- Building Regulations 1992Document71 pagesBuilding Regulations 1992Lorena CCNo ratings yet
- Balancing Equations 31 PDFDocument5 pagesBalancing Equations 31 PDFIgnacio Jr. PaguyoNo ratings yet
- Hybridization Review WorksheetDocument6 pagesHybridization Review WorksheetRejed VillanuevaNo ratings yet
- All About Us & Product OverviewDocument30 pagesAll About Us & Product OverviewSuraj ShastriNo ratings yet
- Guide To Risk ManagementDocument9 pagesGuide To Risk ManagementelevendotNo ratings yet
- Interview With Lynne MurrayDocument3 pagesInterview With Lynne MurrayPaola CastellanosNo ratings yet
- Practice Teaching On Administer A Test, Score, Grade VS MarkDocument13 pagesPractice Teaching On Administer A Test, Score, Grade VS MarkAjay KolageNo ratings yet
- Renewable Energy and Technology Question Bank Chapter 1Document11 pagesRenewable Energy and Technology Question Bank Chapter 1Khatode YashNo ratings yet
- OHS Restaurant WorkbookDocument28 pagesOHS Restaurant WorkbookPSSKM UnudNo ratings yet
- Types of Formwork (Shuttering) For ConcreteDocument29 pagesTypes of Formwork (Shuttering) For Concretesaima BatoolNo ratings yet
- Case Study - Gillette CompanyDocument2 pagesCase Study - Gillette CompanyYao KoumanNo ratings yet
- How To Make Yeast Water Starter and Yeast Water Bread - Mary's NestDocument3 pagesHow To Make Yeast Water Starter and Yeast Water Bread - Mary's NestRoHit SiNghNo ratings yet
- Sample Independent Contractor AgreementDocument3 pagesSample Independent Contractor AgreementJoltzen GuarticoNo ratings yet
- Catálogo SuplementosDocument55 pagesCatálogo SuplementosMarcilio BrunoNo ratings yet
- Nebosh IGC 2Document12 pagesNebosh IGC 2Saad MalikNo ratings yet