Download as pdf or txt
You might also like
- Acetone Production Process From Iso-propyl-Alcohol (IPA)Document36 pagesAcetone Production Process From Iso-propyl-Alcohol (IPA)Serkan91% (44)
- Wagon TipplerDocument5 pagesWagon TipplerIP Sharma100% (1)
- A Comparative Study of Additively Manufactured Thin Wall and Block Structure With Al-6.3%Cu Alloy Using Cold Metal Transfer ProcessDocument11 pagesA Comparative Study of Additively Manufactured Thin Wall and Block Structure With Al-6.3%Cu Alloy Using Cold Metal Transfer ProcessJinoop A NNo ratings yet
- Effects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsDocument10 pagesEffects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsGiustNo ratings yet
- Cold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline WeldingDocument3 pagesCold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline Weldingargentino_ar01No ratings yet
- Psyk 2017Document7 pagesPsyk 2017popescu roxanaNo ratings yet
- Process Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignDocument9 pagesProcess Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignSREEJITH S NAIRNo ratings yet
- Laser-TIG Welding of Titanium AlloysDocument8 pagesLaser-TIG Welding of Titanium AlloysRobert ShinNo ratings yet
- Materials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengDocument9 pagesMaterials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengAnonymous 5AmJ13mLkNo ratings yet
- Arc Additively Manufactured 5356 Aluminum Alloy With Cable-Type Welding Wire: Microstructure and Mechanical PropertiesDocument7 pagesArc Additively Manufactured 5356 Aluminum Alloy With Cable-Type Welding Wire: Microstructure and Mechanical PropertiesFederico Simone GobberNo ratings yet
- Investigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)Document11 pagesInvestigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)IJRASETPublicationsNo ratings yet
- Brazing Camara TermograficaDocument5 pagesBrazing Camara TermograficaKyle BennettNo ratings yet
- Ipc2012 90242Document8 pagesIpc2012 90242Marcelo Varejão CasarinNo ratings yet
- Spot WeldingDocument13 pagesSpot Weldingshanmukha MechanicalNo ratings yet
- 1 s2.0 S0308016120302015 MainDocument11 pages1 s2.0 S0308016120302015 MainKAVINNo ratings yet
- PTC 2009 1.2 FokensDocument7 pagesPTC 2009 1.2 Fokenskaliappan45490No ratings yet
- Microstructures and Their Distribution Within HAZ of X80 Pipeline Steel Welded Using Hybrid laser-MIG WeldingDocument7 pagesMicrostructures and Their Distribution Within HAZ of X80 Pipeline Steel Welded Using Hybrid laser-MIG WeldingtareghNo ratings yet
- Abstract. Laser Additive Manufacturing (LAM) Has BecomeDocument5 pagesAbstract. Laser Additive Manufacturing (LAM) Has BecomeASEP SUPRIATNANo ratings yet
- Microstructure and Properties of High Strength Steel Weld MetalsDocument12 pagesMicrostructure and Properties of High Strength Steel Weld MetalsMarcelo Varejão CasarinNo ratings yet
- Computational Welding Simulation of A Plasma Wire Arc Additive Manufacturing Process For High-Strength SteelDocument16 pagesComputational Welding Simulation of A Plasma Wire Arc Additive Manufacturing Process For High-Strength Steelwemerson.backup1995No ratings yet
- Politecnico Di Milano: Materials For Energy A.Y. 2019/2020Document3 pagesPolitecnico Di Milano: Materials For Energy A.Y. 2019/2020Mohanraj ShanmugamNo ratings yet
- Modeling of MIG MAG Welding With Experimental Validation - 2010 - Applied MathemDocument17 pagesModeling of MIG MAG Welding With Experimental Validation - 2010 - Applied MathemPaulNo ratings yet
- Materials 13 00369Document11 pagesMaterials 13 00369Siddharth MahalaNo ratings yet
- InTech-Welding of Aluminum Alloys PDFDocument25 pagesInTech-Welding of Aluminum Alloys PDFCortesar ManuNo ratings yet
- Microstructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringDocument7 pagesMicrostructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringAniekanNo ratings yet
- Wire Arc Additive ManufacturingDocument8 pagesWire Arc Additive ManufacturingDarryl MenezesNo ratings yet
- Thermo-Mechanical Analysis of Wire and Arc Additive Layer Manufacturing Process On Large Multi-Layer PartsDocument11 pagesThermo-Mechanical Analysis of Wire and Arc Additive Layer Manufacturing Process On Large Multi-Layer Partsrizkboss8312No ratings yet
- Fiber Laser Welding of Dissimilar Titanium T-JointsDocument9 pagesFiber Laser Welding of Dissimilar Titanium T-Jointsadnan domlogeNo ratings yet
- Optimization and Development of Contact Wire For High Speed LinesDocument9 pagesOptimization and Development of Contact Wire For High Speed Linesdineshsoni29685No ratings yet
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocument5 pagesThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNo ratings yet
- The Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCBDocument5 pagesThe Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCB78858799No ratings yet
- Refer en CIA 10Document8 pagesRefer en CIA 10Ianina VioliNo ratings yet
- A Finite Element Simulation of The Electroplating ProcessDocument4 pagesA Finite Element Simulation of The Electroplating ProcesstonymailinatorNo ratings yet
- CMT Welding Research PaperDocument23 pagesCMT Welding Research PaperUpendra93No ratings yet
- Weld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFDocument20 pagesWeld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFpumud pumudNo ratings yet
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNo ratings yet
- Transient High-Frequency Welding Simulations of Dual-Phase SteelsDocument9 pagesTransient High-Frequency Welding Simulations of Dual-Phase Steelsc131508No ratings yet
- Zhou2020 Article InfluenceOfPdContentOnMicrostrDocument7 pagesZhou2020 Article InfluenceOfPdContentOnMicrostrChong Leong GanNo ratings yet
- Modelling Pulse Magnetic Welding Processes - An Empirical ApproachDocument9 pagesModelling Pulse Magnetic Welding Processes - An Empirical ApproachAli VarmazyarNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- Important PaperDocument11 pagesImportant PaperrahulNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- 02 Rozanski Topolski-Plasma Welding of Steel CPW 800Document7 pages02 Rozanski Topolski-Plasma Welding of Steel CPW 800Ana Paula MartinsNo ratings yet
- Accepted Manuscript: Defence TechnologyDocument22 pagesAccepted Manuscript: Defence TechnologyDhruv PatelNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016Document8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016615513No ratings yet
- Stray Loss Evaluation in Power TransformersDocument6 pagesStray Loss Evaluation in Power Transformersbtd2011No ratings yet
- Modelado de Las Soldaduras AluminotérmicasDocument11 pagesModelado de Las Soldaduras AluminotérmicasAmbyLopezNo ratings yet
- fr18 08 PDFDocument6 pagesfr18 08 PDFARCC2030No ratings yet
- Effects of Bonding Pressure On The Thermo-Mechanical Reliability of ACF InterconnectionDocument6 pagesEffects of Bonding Pressure On The Thermo-Mechanical Reliability of ACF Interconnection20885500No ratings yet
- Multi Layer Metallization: Michel LERME LETI CEA Grenoble 17, Rue Des Martyrs 38054 GRENOBLE Cedex 9 FranceDocument7 pagesMulti Layer Metallization: Michel LERME LETI CEA Grenoble 17, Rue Des Martyrs 38054 GRENOBLE Cedex 9 FranceSuleswari SivachandraanNo ratings yet
- Materials Selection ApplicationDocument10 pagesMaterials Selection ApplicationKumaravel SivamNo ratings yet
- WeldingDocument6 pagesWeldingTamal PaulNo ratings yet
- Electron Beam Welding of Micro-Housings With Dissimilar Metals For Electronic CircuitsDocument3 pagesElectron Beam Welding of Micro-Housings With Dissimilar Metals For Electronic CircuitsAbhishek KumarNo ratings yet
- FCAW Temper Bead Iamot - OrgDocument7 pagesFCAW Temper Bead Iamot - OrgClaudia MmsNo ratings yet
- 1 s2.0 S0007850613000577 MainDocument4 pages1 s2.0 S0007850613000577 MainBilay CernaNo ratings yet
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocument10 pagesEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- Multiphysics Modeling of Induction Hardening of Ring Gears For The Aerospace IndustryDocument4 pagesMultiphysics Modeling of Induction Hardening of Ring Gears For The Aerospace IndustryAswathi S MenonNo ratings yet
- Critical Chloride Concentration of Rebar Corrosion in Fly Ash ConcreteDocument18 pagesCritical Chloride Concentration of Rebar Corrosion in Fly Ash ConcreteJHON WILMAR CARDENAS PULIDONo ratings yet
- Arc Welding From Process Simulation To Structural MechanicsDocument12 pagesArc Welding From Process Simulation To Structural MechanicsmaakbulutNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to DisplaysFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to DisplaysNo ratings yet
- Production of Starch-Based Bioplastic Using Mung BeansDocument2 pagesProduction of Starch-Based Bioplastic Using Mung Beans보보후리틀No ratings yet
- Shotcrete Solutions PDFDocument2 pagesShotcrete Solutions PDFBrett HartNo ratings yet
- Reactive Powder ConcreteDocument12 pagesReactive Powder Concretebudi nayobiNo ratings yet
- Axial Flow Serie 88 (5088-6088-7088)Document8 pagesAxial Flow Serie 88 (5088-6088-7088)Lucas Pedro BrusamarelloNo ratings yet
- Capacity: Planet Gear Capacity Planet Gear Automatic TransmissionDocument4 pagesCapacity: Planet Gear Capacity Planet Gear Automatic Transmissionmefisto06cNo ratings yet
- Ball Valve CatalogDocument16 pagesBall Valve CatalogRamaswamy Neelakantan NNo ratings yet
- Design & Structural Analysis of Poppet Valves For TVS Luna BikeDocument8 pagesDesign & Structural Analysis of Poppet Valves For TVS Luna BikeAnonymous kw8Yrp0R5rNo ratings yet
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Document81 pagesIntroduction To Design For Assembly and Manufacturing: (Cost Effective)Prabhu MechNo ratings yet
- Datasheet E2T Pyrometer MIKRON Pulsar IIIDocument4 pagesDatasheet E2T Pyrometer MIKRON Pulsar IIIrvmolina0% (1)
- KPO SMS Specs PDFDocument4 pagesKPO SMS Specs PDFPrakash SarangiNo ratings yet
- DC Machine61 74Document3 pagesDC Machine61 74Charina PinlacNo ratings yet
- Astm PDFDocument9 pagesAstm PDFFelipe Marçal MorgantiniNo ratings yet
- Metals PresentationDocument15 pagesMetals Presentationsujit_sekharNo ratings yet
- Point Machine BSG 9Document59 pagesPoint Machine BSG 9Ade Indra Siboro100% (4)
- PP Push-Fit Drainage Solutions Catalogue: "Superior German Quality"Document31 pagesPP Push-Fit Drainage Solutions Catalogue: "Superior German Quality"holoNo ratings yet
- Catálogo FarrisDocument20 pagesCatálogo FarrissueNo ratings yet
- Instruction Manual For Wire Welding Machines: 1 InstallationDocument6 pagesInstruction Manual For Wire Welding Machines: 1 InstallationLuis Miguel LimaNo ratings yet
- Foxboro RTT20-A Temperature TransmitterDocument62 pagesFoxboro RTT20-A Temperature TransmitterJacques Torres EspinozaNo ratings yet
- Power Plant CalculationDocument4 pagesPower Plant CalculationSreenbabu100% (1)
- Heat-Shrink Terminations (HVT-Z-J/SJ) : For JCN Cables (15 - 35 KV)Document2 pagesHeat-Shrink Terminations (HVT-Z-J/SJ) : For JCN Cables (15 - 35 KV)Taacsa MatrizNo ratings yet
- Surface Hardening enDocument20 pagesSurface Hardening enanhntran4850No ratings yet
- Dosing CalculationDocument2 pagesDosing CalculationP.sathishkumarNo ratings yet
- Consumable Part Service DOOSAN DX 225 LCADocument4 pagesConsumable Part Service DOOSAN DX 225 LCARamdhani100% (4)
- ISO ListDocument22 pagesISO ListAbhimanyu BagalNo ratings yet
- Marshall StabilityDocument10 pagesMarshall StabilityOhmae BaranskiNo ratings yet
- Reinforcement Steel SpecificationDocument1 pageReinforcement Steel SpecificationShammir Tabayag MangidaNo ratings yet
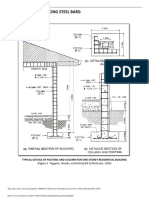
- Estimating Reinforcing Steel Bars PDFDocument2 pagesEstimating Reinforcing Steel Bars PDFGRACE RAGUDOSNo ratings yet
- 989-511-02 (Polyclav)Document12 pages989-511-02 (Polyclav)Rizka Dwi Nur VitriaNo ratings yet