Download as pdf or txt
You might also like
- BS en 13480-5-2017Document38 pagesBS en 13480-5-2017Rjeb mohamed100% (10)
- I-Roast II ManualDocument16 pagesI-Roast II Manualcwp194483% (6)
- Perkins 2300 2306c-E14Document156 pagesPerkins 2300 2306c-E14Chakroune71% (7)
- BS en 00612-2005 (2006)Document18 pagesBS en 00612-2005 (2006)Binh Hung OngNo ratings yet
- BS en 1371-2-2015Document24 pagesBS en 1371-2-2015김석천No ratings yet
- BS en 13923-2005 PDFDocument44 pagesBS en 13923-2005 PDFBravo Rd50% (4)
- BS en 447-2007 Grout For Prestressing Tendons - Basic RequirementsDocument16 pagesBS en 447-2007 Grout For Prestressing Tendons - Basic Requirementsgpred75% (4)
- EN 1371-1 Liquid Penetrant Inspection PDFDocument25 pagesEN 1371-1 Liquid Penetrant Inspection PDFrazimujtaba3251No ratings yet
- En 13018Document10 pagesEn 13018Hüseyin HızlıNo ratings yet
- En 13480-1-2002Document18 pagesEn 13480-1-2002Michel MunozNo ratings yet
- BS en 12644-2 Cranes Information For Use and Testing - MarkinDocument10 pagesBS en 12644-2 Cranes Information For Use and Testing - MarkinMohamed Farouk50% (2)
- En 1320-Fracture TestDocument17 pagesEn 1320-Fracture TestMadley RockNo ratings yet
- 09-08-2018 7th Sem B.Tech For Batch 2015-16Document363 pages09-08-2018 7th Sem B.Tech For Batch 2015-16felujiluNo ratings yet
- BS en 12350-4-2000-Degree of CompactabilityDocument8 pagesBS en 12350-4-2000-Degree of CompactabilityOana CristinaNo ratings yet
- BS en 1716Document11 pagesBS en 1716OmerfAtaNo ratings yet
- En 1317 Part 3 Road RestraintDocument23 pagesEn 1317 Part 3 Road RestraintDam NariusNo ratings yet
- 1289 UnlockedDocument8 pages1289 UnlockedAidan ShortNo ratings yet
- BS en 12062Document16 pagesBS en 12062Einsteinw275% (4)
- PrEN 12271-10 - Factory Production ControlDocument17 pagesPrEN 12271-10 - Factory Production ControlPedjaNo ratings yet
- En 10228-2 1998Document6 pagesEn 10228-2 19989823458877No ratings yet
- BS en 1561Document21 pagesBS en 1561OmerfAta100% (2)
- BS en 1711-2000Document24 pagesBS en 1711-2000FelipeVelasquezZapataNo ratings yet
- En 1714Document27 pagesEn 1714madhunikhilNo ratings yet
- BS en 10250-3-2000Document17 pagesBS en 10250-3-2000Mansi BalduwaNo ratings yet
- BS en Iso 17652-1-03Document10 pagesBS en Iso 17652-1-03gaso99No ratings yet
- European Standard Norme Européenne Europäische NormDocument18 pagesEuropean Standard Norme Européenne Europäische NormAtef Hamdi100% (1)
- BS en 445-1997Document17 pagesBS en 445-1997wahyuniarsih50% (2)
- BS EN295-7 1991 (Part 7) PDFDocument19 pagesBS EN295-7 1991 (Part 7) PDFFuadChiwa100% (2)
- En 10228-3 1998Document15 pagesEn 10228-3 19989823458877No ratings yet
- BS 3900 Cross Cut Test PDFDocument18 pagesBS 3900 Cross Cut Test PDFHassan Feki100% (2)
- Bsen25817 PDFDocument18 pagesBsen25817 PDFdzat_sudrazat0% (1)
- BS en 14692-2017 - TC - (2020-08-27 - 08-40-55 Am) PDFDocument28 pagesBS en 14692-2017 - TC - (2020-08-27 - 08-40-55 Am) PDF梁山伯No ratings yet
- BS en 1714-98 - Ultrasonic Examination of Weld JointDocument26 pagesBS en 1714-98 - Ultrasonic Examination of Weld Jointsortancil100% (4)
- BS 00030-1-1-1998 (2006)Document10 pagesBS 00030-1-1-1998 (2006)Balaji NaikNo ratings yet
- En 1418-1998Document12 pagesEn 1418-1998apostolidis83No ratings yet
- PD CR 12952-17-2002Document24 pagesPD CR 12952-17-2002navaronefraNo ratings yet
- CR 13445-7-2002-OtklDocument23 pagesCR 13445-7-2002-OtklVasko MandilNo ratings yet
- EN196-7 Taking & PreparingDocument20 pagesEN196-7 Taking & PreparingMaNda MumtahanaNo ratings yet
- SIST-EN-16502-2014 Acidité Baumann Du SolDocument9 pagesSIST-EN-16502-2014 Acidité Baumann Du SolGbale Pregnon ThierryNo ratings yet
- (2004) Eng.Document20 pages(2004) Eng.Zoran VlašićNo ratings yet
- Bs en 1435-1997Document36 pagesBs en 1435-1997Jimmy JohnNo ratings yet
- Din 1670Document10 pagesDin 1670GODREJ LAB THANENo ratings yet
- BS en 01395-1-2007Document12 pagesBS en 01395-1-2007sepehr heidariNo ratings yet
- BS - en - 22768-2-1993Document16 pagesBS - en - 22768-2-1993Nyamcz CristianNo ratings yet
- Hellenic Standard: Non Destructive Testing of Welds - Ultrasonic Testing of Welded JointsDocument16 pagesHellenic Standard: Non Destructive Testing of Welds - Ultrasonic Testing of Welded JointsAslanNo ratings yet
- BS en 480-1-2006+A1+2011 Admixtures For Concrete, Mortar and Grout - Test Methods - Part 1 - Reference Concrete and Reference Mortar For TestingDocument14 pagesBS en 480-1-2006+A1+2011 Admixtures For Concrete, Mortar and Grout - Test Methods - Part 1 - Reference Concrete and Reference Mortar For TestingIvan Filipović100% (2)
- European Standard Norme Européenne Europäische NormDocument14 pagesEuropean Standard Norme Européenne Europäische NormAtef HamdiNo ratings yet
- BS en 13523-9 2001 PDFDocument10 pagesBS en 13523-9 2001 PDFAnuradhaPatraNo ratings yet
- EN 13395-1-2002 - enDocument10 pagesEN 13395-1-2002 - enoptbestoreNo ratings yet
- Iso 1464Document20 pagesIso 1464Giri Wisnu Nugroho100% (1)
- BS en - 14532 2 2004 PDFDocument26 pagesBS en - 14532 2 2004 PDFPacoNo ratings yet
- Sist en 15421 2022Document10 pagesSist en 15421 2022Tissa Novida Aulia ZahraNo ratings yet
- Glass in Building Ð Coated Glass Ð: Part 1: Definitions and ClassificationDocument14 pagesGlass in Building Ð Coated Glass Ð: Part 1: Definitions and Classificationraybo1No ratings yet
- BS en Iso 13625-2002 - (2019-01-04 - 03-43-06 PM) PDFDocument36 pagesBS en Iso 13625-2002 - (2019-01-04 - 03-43-06 PM) PDFaloliveira7811No ratings yet
- Grout For Prestressing Tendons Ð Test Methods: British Standard Bs en 445: 1997Document16 pagesGrout For Prestressing Tendons Ð Test Methods: British Standard Bs en 445: 1997Vladimir SimeunovicNo ratings yet
- ДСТУ EN ISO 2400-2016 - Калибровочный блок V1Document11 pagesДСТУ EN ISO 2400-2016 - Калибровочный блок V1Игорь ВадешкинNo ratings yet
- Radiographic Testing of Welds BSEN 1435Document37 pagesRadiographic Testing of Welds BSEN 1435thanhhai66100% (2)
- Code of Safe Working Practices for Merchant Seafarers Consolidated 2015 edition, including amendments 1-7From EverandCode of Safe Working Practices for Merchant Seafarers Consolidated 2015 edition, including amendments 1-7No ratings yet
- Guideline for EN 9100:2018: An Introduction to the European Aerospace and Defence StandardFrom EverandGuideline for EN 9100:2018: An Introduction to the European Aerospace and Defence StandardNo ratings yet
- Practical Guide to International Standardization for Electrical Engineers: Impact on Smart Grid and e-Mobility MarketsFrom EverandPractical Guide to International Standardization for Electrical Engineers: Impact on Smart Grid and e-Mobility MarketsNo ratings yet
- Guide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)From EverandGuide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Rating: 4 out of 5 stars4/5 (2)
- Group 2 Test ADocument16 pagesGroup 2 Test AHarish JanardhananNo ratings yet
- Group No 02 Minimum Wages Act - FinalDocument18 pagesGroup No 02 Minimum Wages Act - FinalHarish JanardhananNo ratings yet
- Digital MarketingDocument12 pagesDigital MarketingHarish JanardhananNo ratings yet
- B2B Notes Section 4 - MergedDocument80 pagesB2B Notes Section 4 - MergedHarish JanardhananNo ratings yet
- Category Analysis Entry Level Luxury Cars India Jun 2017Document12 pagesCategory Analysis Entry Level Luxury Cars India Jun 2017Harish JanardhananNo ratings yet
- B2B FocusDocument32 pagesB2B FocusHarish JanardhananNo ratings yet
- DIN - EN - 1371-2-1998 - DP TestDocument13 pagesDIN - EN - 1371-2-1998 - DP TestHarish JanardhananNo ratings yet
- Contoh Company ProfileDocument7 pagesContoh Company Profilenoname spycodeNo ratings yet
- BokashiBall7Final PDFDocument2 pagesBokashiBall7Final PDFRoy GonzaNo ratings yet
- Foreva - Maintenance of Stay CableDocument12 pagesForeva - Maintenance of Stay CableHuy Nguyen VanNo ratings yet
- Family Member's Docs.Document2 pagesFamily Member's Docs.hishamNo ratings yet
- Rural Architecture of Jaisalmer, Bikaner and Jodhpur PDFDocument22 pagesRural Architecture of Jaisalmer, Bikaner and Jodhpur PDFKoushali Banerjee100% (3)
- Indoor Air Quality & Hvac Systems: ME116P Industrial Power Plant EngineeringDocument63 pagesIndoor Air Quality & Hvac Systems: ME116P Industrial Power Plant EngineeringlynNo ratings yet
- SVC Manual M53x0 M4370 EngDocument423 pagesSVC Manual M53x0 M4370 EngKris Donoso100% (2)
- SCOPE OF WORK - FoundationDocument4 pagesSCOPE OF WORK - FoundationThomas JohnNo ratings yet
- Assignment 2 OMDocument2 pagesAssignment 2 OMKirti SainiNo ratings yet
- Dry CleaningDocument7 pagesDry Cleaningziniya rahmanNo ratings yet
- Dynamic Characteristics of ThyristorDocument4 pagesDynamic Characteristics of ThyristordamiesiksNo ratings yet
- All India Cfo Cio Ceo Data SampleDocument5 pagesAll India Cfo Cio Ceo Data SampleMuralidhara PrasadNo ratings yet
- MBA Project Report On 'Earn and Learn' Trainee Scheme at TATA YAZAKI AUTOCOMP LIMITEDDocument86 pagesMBA Project Report On 'Earn and Learn' Trainee Scheme at TATA YAZAKI AUTOCOMP LIMITEDAman BhattacharyaNo ratings yet
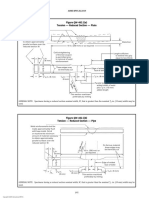
- Figure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Document2 pagesFigure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Carlos Lluen AquinoNo ratings yet
- Iit Jee Study MaterialDocument3 pagesIit Jee Study MaterialIit - PulseNo ratings yet
- Robust Data Synchronization With IBM Tivoli Directory Integrator Sg246164Document510 pagesRobust Data Synchronization With IBM Tivoli Directory Integrator Sg246164bupbechanhNo ratings yet
- A-Level Project Work Evaluation of Materials ExampleDocument8 pagesA-Level Project Work Evaluation of Materials ExampleKou Uraki100% (5)
- Plastering PDFDocument7 pagesPlastering PDFIvan Klausse100% (1)
- ASTM A106 Seamless Steel PipeDocument2 pagesASTM A106 Seamless Steel PipeWahluyo Budi UtomoNo ratings yet
- B. Inggris Report TextDocument1 pageB. Inggris Report TextPetra CoolNo ratings yet
- NSOP MagazineDocument19 pagesNSOP MagazineSusan LiNo ratings yet
- ME 205 - Chapter 7 - Shear Stress in BeamsDocument21 pagesME 205 - Chapter 7 - Shear Stress in BeamsgjhghjhgjNo ratings yet
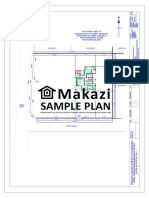
- House Plan Sample Plan SignedDocument23 pagesHouse Plan Sample Plan SignedSolidr ArchitectsNo ratings yet
- Document Management - White Paper (M-Files)Document46 pagesDocument Management - White Paper (M-Files)optical420100% (1)
- Fun Projects 02 ChapterDocument3 pagesFun Projects 02 ChaptertihomihoNo ratings yet
- GP200 Series PC PDFDocument367 pagesGP200 Series PC PDFGrupo ServialexsNo ratings yet