Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Winch Machine Power Operated PDFDocument2 pagesWinch Machine Power Operated PDFSujoy BanikNo ratings yet
- Studi Kasus SCMDocument8 pagesStudi Kasus SCMMuflihul Khair0% (5)
- Etruscan DictionaryDocument23 pagesEtruscan DictionaryHakki YazganNo ratings yet
- Chapter 02Document14 pagesChapter 02Sujoy BanikNo ratings yet
- 700 KG/CM: Flow at Rated Pressure (L/Min.)Document1 page700 KG/CM: Flow at Rated Pressure (L/Min.)Sujoy BanikNo ratings yet
- Chapter 04Document18 pagesChapter 04Sujoy BanikNo ratings yet
- 04 06 0424 en 1000Document18 pages04 06 0424 en 1000Sujoy BanikNo ratings yet
- Technical Data Sheet: Eaton Hydraulics DivisionDocument2 pagesTechnical Data Sheet: Eaton Hydraulics DivisionSujoy BanikNo ratings yet
- The Working Principle of The Screw Air Compressor PDFDocument2 pagesThe Working Principle of The Screw Air Compressor PDFSujoy BanikNo ratings yet
- Why An Air Filtration System Is So ImportantDocument8 pagesWhy An Air Filtration System Is So ImportantSujoy BanikNo ratings yet
- Msme-Tool Room, Hyderabad: Calender of Training Programmes 2010 - 11Document4 pagesMsme-Tool Room, Hyderabad: Calender of Training Programmes 2010 - 11Sujoy BanikNo ratings yet
- Placement Record Btech 2011batch Mca WebDocument4 pagesPlacement Record Btech 2011batch Mca WebSujoy BanikNo ratings yet
- My Final cv12Document1 pageMy Final cv12Sujoy BanikNo ratings yet
- Research On Sustainable Development of Textile Industrial Clusters in The Process of GlobalizationDocument5 pagesResearch On Sustainable Development of Textile Industrial Clusters in The Process of GlobalizationSam AbdulNo ratings yet
- Product Data: Order Tracking Analyzer - Type 2145Document8 pagesProduct Data: Order Tracking Analyzer - Type 2145jhon vargasNo ratings yet
- Q1. As A Production Manager For RMC, What Do You Recommend? Why??Document2 pagesQ1. As A Production Manager For RMC, What Do You Recommend? Why??MUNSIF JAWEEDNo ratings yet
- Laws of Malaysia: Factories and Machinery Act 1967 (Act 139)Document3 pagesLaws of Malaysia: Factories and Machinery Act 1967 (Act 139)daveleyconsNo ratings yet
- REGION 11 FinalDocument61 pagesREGION 11 FinalRo Lai Yah BerbañoNo ratings yet
- Paper 2222Document16 pagesPaper 2222Abhijeet GholapNo ratings yet
- Bending Stresses in BeamsDocument25 pagesBending Stresses in Beamsrajatapc12007No ratings yet
- Class 9 - ScienceDocument228 pagesClass 9 - ScienceYashwanth KasturiNo ratings yet
- Philips PL - 2016Document52 pagesPhilips PL - 2016Ganesh PonmozhiNo ratings yet
- Analisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanDocument12 pagesAnalisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanShope IkmaNo ratings yet
- Maersk IntrepidDocument8 pagesMaersk Intrepidrickyngs100% (1)
- Progressive Utilisation Prospects of Coal Fly Ash A ReviewDocument36 pagesProgressive Utilisation Prospects of Coal Fly Ash A ReviewDivakar SaiNo ratings yet
- Dance VolumeDocument11 pagesDance VolumeuiuiuiuNo ratings yet
- Week 4 - Column Interaction DiagramDocument8 pagesWeek 4 - Column Interaction DiagramMAYHAY, ADRIAN PAULNo ratings yet
- Jam Making Process: Stage 1: SelectionDocument2 pagesJam Making Process: Stage 1: Selectionashc2525100% (1)
- Construction Terms - English-FilipinoDocument1 pageConstruction Terms - English-FilipinoRhomayne Triz LapuzNo ratings yet
- PPP-Eclipse-E05 Module 05 IDUsDocument11 pagesPPP-Eclipse-E05 Module 05 IDUsJervy SegarraNo ratings yet
- Ingersoll Rand Ingersoll Rand Compressor 39880984 Interstage Pressure SwitchDocument1 pageIngersoll Rand Ingersoll Rand Compressor 39880984 Interstage Pressure Switchbara putranta fahdliNo ratings yet
- Sub Pekerjaan: D.Pekerjaan Mekanikal & Elektrikal: A Pekerjaan Panel, Trafo, Dan GensetDocument15 pagesSub Pekerjaan: D.Pekerjaan Mekanikal & Elektrikal: A Pekerjaan Panel, Trafo, Dan Gensetberkah shokaNo ratings yet
- IEE Checklist InstructionsDocument20 pagesIEE Checklist InstructionsBalaji_Rajaman_2280No ratings yet
- Microcontroller Based Speech To Text Translation SystemDocument6 pagesMicrocontroller Based Speech To Text Translation SystemJay Prakash MandalNo ratings yet
- Exhaust Gas Recirculation (EGR)Document18 pagesExhaust Gas Recirculation (EGR)Srinath Pai100% (1)
- Campbeltown's Kilkerran Gun BatteryDocument2 pagesCampbeltown's Kilkerran Gun BatteryKintyre On RecordNo ratings yet
- Ejercicios PruerbaDocument5 pagesEjercicios PruerbaGato LliviNo ratings yet
- Soal Latihan US Bahasa InggrisDocument5 pagesSoal Latihan US Bahasa Inggrispikri18120No ratings yet
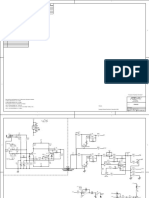
- Peavey Xr8000 SCHDocument12 pagesPeavey Xr8000 SCHLisandro Orrego SalvadorNo ratings yet
- M20 LatticeDocument30 pagesM20 LatticeKerwin Cley UgaleNo ratings yet
- Epson m5799Document3 pagesEpson m5799leoNo ratings yet