
RD Context
RD Context
You might also like
- Certified Solidworks Professional Advanced Sheet Metal Exam PreparationFrom EverandCertified Solidworks Professional Advanced Sheet Metal Exam PreparationRating: 5 out of 5 stars5/5 (4)
- Toshiba: Ome WorksDocument15 pagesToshiba: Ome WorksFez Research Laboratory88% (8)
- TL 226 en 2018Document13 pagesTL 226 en 2018Michal BílekNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Taguchi Quality Loss FunctionDocument18 pagesTaguchi Quality Loss FunctionMohammed ImranNo ratings yet
- 31 Practical Do's and Don'Ts To Avoid Loud Transformer Humming - EEPDocument8 pages31 Practical Do's and Don'Ts To Avoid Loud Transformer Humming - EEPMohamedAhmedFawzyNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- An Investigation of Load-Independent Power Losses of Gear PDFDocument189 pagesAn Investigation of Load-Independent Power Losses of Gear PDFPrasad RaikarNo ratings yet
- Earth Science Earth Quake Unit Test (1.1)Document2 pagesEarth Science Earth Quake Unit Test (1.1)Julia Geonzon LabajoNo ratings yet
- Control and Noise Factors: Red Border: Emphasized SlidesDocument37 pagesControl and Noise Factors: Red Border: Emphasized SlidesPrasad RaikarNo ratings yet
- Control and Noise FactorsDocument37 pagesControl and Noise FactorsJose Mejia MorenoNo ratings yet
- Contact Analysis TechniquesDocument40 pagesContact Analysis TechniquesRaj DevarajNo ratings yet
- Donner CompanyDocument12 pagesDonner Companynikitajain021100% (2)
- UNIT01 Defects and YieldDocument42 pagesUNIT01 Defects and YieldraghudatheshNo ratings yet
- Contact Element TechniquesDocument41 pagesContact Element Techniquesbosnia76No ratings yet
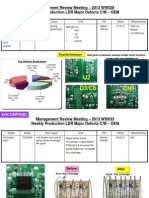
- Management Review Meeting - 2013 WW038 Weekly Production LDR Major Defects C/M - OemDocument2 pagesManagement Review Meeting - 2013 WW038 Weekly Production LDR Major Defects C/M - OemMohd Isa HarunNo ratings yet
- Diadrain 25 YdeevnedeklarationDocument1 pageDiadrain 25 YdeevnedeklarationАлександар ГајићNo ratings yet
- Controlling Noise On ConstructionDocument19 pagesControlling Noise On ConstructionDidik HartadiNo ratings yet
- Technological Innovations:: Lordan Martinez Jeffrey Neil Barba Noli AvilaDocument33 pagesTechnological Innovations:: Lordan Martinez Jeffrey Neil Barba Noli AvilaJerico LlovidoNo ratings yet
- GD&T01 Introduction60Document60 pagesGD&T01 Introduction60Yogesh NaikNo ratings yet
- Topology Optimization in ANSYSDocument27 pagesTopology Optimization in ANSYSArkana AllstuffNo ratings yet
- Firm and Its Long-Term Costs AnalysisDocument30 pagesFirm and Its Long-Term Costs AnalysisPrateek ChaturvediNo ratings yet
- Technical Report TemplateDocument2 pagesTechnical Report TemplatechrisNo ratings yet
- Construction Noise and Vibriation AssessmentDocument9 pagesConstruction Noise and Vibriation AssessmentMateusz WodzinskiNo ratings yet
- Industrialization: The Power Couplers For The XFEL Project Taken As An ExampleDocument39 pagesIndustrialization: The Power Couplers For The XFEL Project Taken As An ExampleVinod SaleNo ratings yet
- CA62TrainingPresentationENJune09 DAYDocument31 pagesCA62TrainingPresentationENJune09 DAYNic DutaNo ratings yet
- Kodak Verichrome PanDocument4 pagesKodak Verichrome Panfoster747No ratings yet
- Cs11s Man enDocument104 pagesCs11s Man ensunhuynhNo ratings yet
- Power Point Solyndra 2009Document25 pagesPower Point Solyndra 2009studentenvoormorgenNo ratings yet
- Dr.N.G.P. Institute of Technology: Department of Mechanical EngineeringDocument22 pagesDr.N.G.P. Institute of Technology: Department of Mechanical Engineeringvasanthmech092664No ratings yet
- 16 Fault ToleranceDocument34 pages16 Fault ToleranceSanthosh LagisettyNo ratings yet
- Taguchi Presentation 1Document60 pagesTaguchi Presentation 1Syed Hammad ArfiNo ratings yet
- KLP-P104 P108 P112Document9 pagesKLP-P104 P108 P112Serge-Gendel Simisterra RealpeNo ratings yet
- 77-0225A-E-PR018123096 TH1.X TFX Dehumidifier Unit (DHU) Installation ProcedureDocument23 pages77-0225A-E-PR018123096 TH1.X TFX Dehumidifier Unit (DHU) Installation ProcedureJames AugustineNo ratings yet
- TaguchiDocument8 pagesTaguchiAntonio CharlesNo ratings yet
- 2016 - Taguchi MethodsDocument71 pages2016 - Taguchi MethodshonorioNo ratings yet
- Robust Design: Product Design and DevelopmentDocument13 pagesRobust Design: Product Design and DevelopmentarunNo ratings yet
- 2135 Bourgeois Proman Germany - FINAL - 18.03.2016 - CompDocument27 pages2135 Bourgeois Proman Germany - FINAL - 18.03.2016 - CompJoffre BorugeoisNo ratings yet
- Kaizen For Rodent Entry in 33KV GIS PanelDocument7 pagesKaizen For Rodent Entry in 33KV GIS PanelAbhinav TewariNo ratings yet
- 1611PCDFCADocument55 pages1611PCDFCASenthil_KNo ratings yet
- Failure Analysis of An LCD Assembly: ME 597 Project IDocument28 pagesFailure Analysis of An LCD Assembly: ME 597 Project IAvinash KumarNo ratings yet
- Operations Management Failure Mode and Effects Analysis: Balázs SztrapkovicsDocument40 pagesOperations Management Failure Mode and Effects Analysis: Balázs Sztrapkovicsкристина раджабоваNo ratings yet
- CHPT 03Document25 pagesCHPT 03CHECKOLENo ratings yet
- Re 1999 10Document92 pagesRe 1999 10Enéas BaroneNo ratings yet
- Lecture 13 Rubust DesignDocument13 pagesLecture 13 Rubust DesignMrinalini ChopadeNo ratings yet
- P DC Engineering BDocument6 pagesP DC Engineering BronfrendNo ratings yet
- BOQ Food CourtDocument36 pagesBOQ Food CourtchotuidocNo ratings yet
- Pabr00017 1105Document6 pagesPabr00017 1105sina20795No ratings yet
- Installation Acceptance Test Document: - Site and System DataDocument6 pagesInstallation Acceptance Test Document: - Site and System DataTRan DuongNo ratings yet
- Ronald Wilting - EpcosDocument22 pagesRonald Wilting - EpcoslatracheNo ratings yet
- Noise Control GuidelinesDocument11 pagesNoise Control GuidelinesRique BenitesNo ratings yet
- Taguchi DOEDocument24 pagesTaguchi DOEGark LopNo ratings yet
- Donner CompanyDocument4 pagesDonner CompanyFrancesco BrunoNo ratings yet
- Product Line and Scheduling at Intel - Kempf - Wagner PresentationDocument39 pagesProduct Line and Scheduling at Intel - Kempf - Wagner Presentationparul_15_12No ratings yet
- Panel AU Optronics M150XN07 V1 0 (DS)Document26 pagesPanel AU Optronics M150XN07 V1 0 (DS)เกียรติศักดิ์ ภูมิลาNo ratings yet
- TL 226 - Out-2016Document12 pagesTL 226 - Out-2016Filipe FrancoNo ratings yet
- Trilogy of Connectors: Basic Principles and Connector Design ExplanationsFrom EverandTrilogy of Connectors: Basic Principles and Connector Design ExplanationsRating: 5 out of 5 stars5/5 (1)
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- D.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualFrom EverandD.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualNo ratings yet
- PN 36 PDFDocument2 pagesPN 36 PDFPrasad RaikarNo ratings yet
- Irjet V2i4147 PDFDocument5 pagesIrjet V2i4147 PDFPrasad RaikarNo ratings yet
- Akki2011 PDFDocument6 pagesAkki2011 PDFPrasad RaikarNo ratings yet
- A Study of Churning Losses in Dip-Lubricated Spur Gears PDFDocument11 pagesA Study of Churning Losses in Dip-Lubricated Spur Gears PDFPrasad RaikarNo ratings yet
- Spectrochimica Acta Part A: Molecular and Biomolecular SpectrosDocument9 pagesSpectrochimica Acta Part A: Molecular and Biomolecular SpectrosPrasad RaikarNo ratings yet
- Metalsferrousandnonferrous 131023154745 Phpapp01Document29 pagesMetalsferrousandnonferrous 131023154745 Phpapp01Prasad RaikarNo ratings yet
- Paints PDFDocument28 pagesPaints PDFPrasad RaikarNo ratings yet
- Aerodynamics Basics PDFDocument39 pagesAerodynamics Basics PDFPrasad RaikarNo ratings yet
- Wind Tunnels1 PDFDocument56 pagesWind Tunnels1 PDFPrasad RaikarNo ratings yet
- 4327 12266 1 PB PDFDocument22 pages4327 12266 1 PB PDFPrasad RaikarNo ratings yet
- Visvesvaraya Technological University: Dr. K. E. Prakash - RegistrarDocument2 pagesVisvesvaraya Technological University: Dr. K. E. Prakash - RegistrarPrasad RaikarNo ratings yet
- Digital Printing NIPDocument18 pagesDigital Printing NIPsitinuraishah rahim100% (1)
- Anth 100 CHPT 11Document9 pagesAnth 100 CHPT 11Kenny SungNo ratings yet
- Identifying: MisinformationDocument25 pagesIdentifying: MisinformationKoala UmiNo ratings yet
- What Is Algebra and What Has It Been in History - FreudenthalDocument13 pagesWhat Is Algebra and What Has It Been in History - FreudenthalHumberto ClímacoNo ratings yet
- Full Ebook of Manual of Structural Kinesiology 22Nd Edition R T Floyd Online PDF All ChapterDocument24 pagesFull Ebook of Manual of Structural Kinesiology 22Nd Edition R T Floyd Online PDF All Chapteriurcubadoud100% (8)
- Credit Risk ModelingDocument213 pagesCredit Risk Modelinghsk1No ratings yet
- Chemistry CBSE Question Paper Class 12Document20 pagesChemistry CBSE Question Paper Class 12Adheeti AgarwalNo ratings yet
- CIM (Computer Integrated Manufacturing)Document23 pagesCIM (Computer Integrated Manufacturing)kiran.marathiNo ratings yet
- ElectrostaticsDocument4 pagesElectrostaticskaloibestNo ratings yet
- Samuel Taylor Coleridge Definition of PoetryDocument2 pagesSamuel Taylor Coleridge Definition of PoetryfouziaNo ratings yet
- Measurement and Significant Figures: Pre-Lab Study QuestionsDocument3 pagesMeasurement and Significant Figures: Pre-Lab Study QuestionsUmer farooqNo ratings yet
- Casestudy Isnack2 140828053728 Phpapp01 PDFDocument12 pagesCasestudy Isnack2 140828053728 Phpapp01 PDFTodayClass CenterNo ratings yet
- Risk Assess T-23 - Hilti Cartridge Tool OperationDocument2 pagesRisk Assess T-23 - Hilti Cartridge Tool OperationMAB Ali100% (1)
- Technical Theatre ResumeDocument4 pagesTechnical Theatre Resumekqosmkjbf100% (2)
- PHD Thesis boilEulerFoam PDFDocument168 pagesPHD Thesis boilEulerFoam PDFSAIKRISHNA NADELLANo ratings yet
- Ezp SystemDocument12 pagesEzp Systemjohnlippy2No ratings yet
- Fractal ForestsDocument50 pagesFractal ForestsWell Fournier0% (1)
- Trauma and MigrationDocument254 pagesTrauma and MigrationBessy Sp100% (3)
- Modeling The Minetta BrookDocument18 pagesModeling The Minetta BrookSteve DuncanNo ratings yet
- Radified Guide To Norton Ghost: A Tutorial On How To Create & Restore ImagesDocument22 pagesRadified Guide To Norton Ghost: A Tutorial On How To Create & Restore Imagesremush1No ratings yet
- PBM SPSSDocument7 pagesPBM SPSSritz1103No ratings yet
- Assignement 1 s20131134Document6 pagesAssignement 1 s20131134Sameh SalahNo ratings yet
- Amateur Time LineDocument1 pageAmateur Time LineClaire BosiNo ratings yet
- Tos 3rd Quarter MusicDocument4 pagesTos 3rd Quarter MusicGayle Catherine TamelinNo ratings yet
- HypothesisDocument17 pagesHypothesisRashi TutejaNo ratings yet
- 2501 06 SlidingDocument6 pages2501 06 SlidingKiara Ticangan Argel0% (1)
- COKER Traveling PainsDocument25 pagesCOKER Traveling PainsDeissy PerillaNo ratings yet
- Data Interpretaton: Concepts and ExamplesDocument16 pagesData Interpretaton: Concepts and ExamplesGautham ChanduNo ratings yet
- The Basic Sensory SystemsDocument1 pageThe Basic Sensory Systemsapi-660820048No ratings yet




































































































Download as pdf or txt
You might also like
- Certified Solidworks Professional Advanced Sheet Metal Exam PreparationFrom EverandCertified Solidworks Professional Advanced Sheet Metal Exam PreparationRating: 5 out of 5 stars5/5 (4)
- Toshiba: Ome WorksDocument15 pagesToshiba: Ome WorksFez Research Laboratory88% (8)
- TL 226 en 2018Document13 pagesTL 226 en 2018Michal BílekNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Taguchi Quality Loss FunctionDocument18 pagesTaguchi Quality Loss FunctionMohammed ImranNo ratings yet
- 31 Practical Do's and Don'Ts To Avoid Loud Transformer Humming - EEPDocument8 pages31 Practical Do's and Don'Ts To Avoid Loud Transformer Humming - EEPMohamedAhmedFawzyNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- An Investigation of Load-Independent Power Losses of Gear PDFDocument189 pagesAn Investigation of Load-Independent Power Losses of Gear PDFPrasad RaikarNo ratings yet
- Earth Science Earth Quake Unit Test (1.1)Document2 pagesEarth Science Earth Quake Unit Test (1.1)Julia Geonzon LabajoNo ratings yet
- Control and Noise Factors: Red Border: Emphasized SlidesDocument37 pagesControl and Noise Factors: Red Border: Emphasized SlidesPrasad RaikarNo ratings yet
- Control and Noise FactorsDocument37 pagesControl and Noise FactorsJose Mejia MorenoNo ratings yet
- Contact Analysis TechniquesDocument40 pagesContact Analysis TechniquesRaj DevarajNo ratings yet
- Donner CompanyDocument12 pagesDonner Companynikitajain021100% (2)
- UNIT01 Defects and YieldDocument42 pagesUNIT01 Defects and YieldraghudatheshNo ratings yet
- Contact Element TechniquesDocument41 pagesContact Element Techniquesbosnia76No ratings yet
- Management Review Meeting - 2013 WW038 Weekly Production LDR Major Defects C/M - OemDocument2 pagesManagement Review Meeting - 2013 WW038 Weekly Production LDR Major Defects C/M - OemMohd Isa HarunNo ratings yet
- Diadrain 25 YdeevnedeklarationDocument1 pageDiadrain 25 YdeevnedeklarationАлександар ГајићNo ratings yet
- Controlling Noise On ConstructionDocument19 pagesControlling Noise On ConstructionDidik HartadiNo ratings yet
- Technological Innovations:: Lordan Martinez Jeffrey Neil Barba Noli AvilaDocument33 pagesTechnological Innovations:: Lordan Martinez Jeffrey Neil Barba Noli AvilaJerico LlovidoNo ratings yet
- GD&T01 Introduction60Document60 pagesGD&T01 Introduction60Yogesh NaikNo ratings yet
- Topology Optimization in ANSYSDocument27 pagesTopology Optimization in ANSYSArkana AllstuffNo ratings yet
- Firm and Its Long-Term Costs AnalysisDocument30 pagesFirm and Its Long-Term Costs AnalysisPrateek ChaturvediNo ratings yet
- Technical Report TemplateDocument2 pagesTechnical Report TemplatechrisNo ratings yet
- Construction Noise and Vibriation AssessmentDocument9 pagesConstruction Noise and Vibriation AssessmentMateusz WodzinskiNo ratings yet
- Industrialization: The Power Couplers For The XFEL Project Taken As An ExampleDocument39 pagesIndustrialization: The Power Couplers For The XFEL Project Taken As An ExampleVinod SaleNo ratings yet
- CA62TrainingPresentationENJune09 DAYDocument31 pagesCA62TrainingPresentationENJune09 DAYNic DutaNo ratings yet
- Kodak Verichrome PanDocument4 pagesKodak Verichrome Panfoster747No ratings yet
- Cs11s Man enDocument104 pagesCs11s Man ensunhuynhNo ratings yet
- Power Point Solyndra 2009Document25 pagesPower Point Solyndra 2009studentenvoormorgenNo ratings yet
- Dr.N.G.P. Institute of Technology: Department of Mechanical EngineeringDocument22 pagesDr.N.G.P. Institute of Technology: Department of Mechanical Engineeringvasanthmech092664No ratings yet
- 16 Fault ToleranceDocument34 pages16 Fault ToleranceSanthosh LagisettyNo ratings yet
- Taguchi Presentation 1Document60 pagesTaguchi Presentation 1Syed Hammad ArfiNo ratings yet
- KLP-P104 P108 P112Document9 pagesKLP-P104 P108 P112Serge-Gendel Simisterra RealpeNo ratings yet
- 77-0225A-E-PR018123096 TH1.X TFX Dehumidifier Unit (DHU) Installation ProcedureDocument23 pages77-0225A-E-PR018123096 TH1.X TFX Dehumidifier Unit (DHU) Installation ProcedureJames AugustineNo ratings yet
- TaguchiDocument8 pagesTaguchiAntonio CharlesNo ratings yet
- 2016 - Taguchi MethodsDocument71 pages2016 - Taguchi MethodshonorioNo ratings yet
- Robust Design: Product Design and DevelopmentDocument13 pagesRobust Design: Product Design and DevelopmentarunNo ratings yet
- 2135 Bourgeois Proman Germany - FINAL - 18.03.2016 - CompDocument27 pages2135 Bourgeois Proman Germany - FINAL - 18.03.2016 - CompJoffre BorugeoisNo ratings yet
- Kaizen For Rodent Entry in 33KV GIS PanelDocument7 pagesKaizen For Rodent Entry in 33KV GIS PanelAbhinav TewariNo ratings yet
- 1611PCDFCADocument55 pages1611PCDFCASenthil_KNo ratings yet
- Failure Analysis of An LCD Assembly: ME 597 Project IDocument28 pagesFailure Analysis of An LCD Assembly: ME 597 Project IAvinash KumarNo ratings yet
- Operations Management Failure Mode and Effects Analysis: Balázs SztrapkovicsDocument40 pagesOperations Management Failure Mode and Effects Analysis: Balázs Sztrapkovicsкристина раджабоваNo ratings yet
- CHPT 03Document25 pagesCHPT 03CHECKOLENo ratings yet
- Re 1999 10Document92 pagesRe 1999 10Enéas BaroneNo ratings yet
- Lecture 13 Rubust DesignDocument13 pagesLecture 13 Rubust DesignMrinalini ChopadeNo ratings yet
- P DC Engineering BDocument6 pagesP DC Engineering BronfrendNo ratings yet
- BOQ Food CourtDocument36 pagesBOQ Food CourtchotuidocNo ratings yet
- Pabr00017 1105Document6 pagesPabr00017 1105sina20795No ratings yet
- Installation Acceptance Test Document: - Site and System DataDocument6 pagesInstallation Acceptance Test Document: - Site and System DataTRan DuongNo ratings yet
- Ronald Wilting - EpcosDocument22 pagesRonald Wilting - EpcoslatracheNo ratings yet
- Noise Control GuidelinesDocument11 pagesNoise Control GuidelinesRique BenitesNo ratings yet
- Taguchi DOEDocument24 pagesTaguchi DOEGark LopNo ratings yet
- Donner CompanyDocument4 pagesDonner CompanyFrancesco BrunoNo ratings yet
- Product Line and Scheduling at Intel - Kempf - Wagner PresentationDocument39 pagesProduct Line and Scheduling at Intel - Kempf - Wagner Presentationparul_15_12No ratings yet
- Panel AU Optronics M150XN07 V1 0 (DS)Document26 pagesPanel AU Optronics M150XN07 V1 0 (DS)เกียรติศักดิ์ ภูมิลาNo ratings yet
- TL 226 - Out-2016Document12 pagesTL 226 - Out-2016Filipe FrancoNo ratings yet
- Trilogy of Connectors: Basic Principles and Connector Design ExplanationsFrom EverandTrilogy of Connectors: Basic Principles and Connector Design ExplanationsRating: 5 out of 5 stars5/5 (1)
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- D.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualFrom EverandD.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualNo ratings yet
- PN 36 PDFDocument2 pagesPN 36 PDFPrasad RaikarNo ratings yet
- Irjet V2i4147 PDFDocument5 pagesIrjet V2i4147 PDFPrasad RaikarNo ratings yet
- Akki2011 PDFDocument6 pagesAkki2011 PDFPrasad RaikarNo ratings yet
- A Study of Churning Losses in Dip-Lubricated Spur Gears PDFDocument11 pagesA Study of Churning Losses in Dip-Lubricated Spur Gears PDFPrasad RaikarNo ratings yet
- Spectrochimica Acta Part A: Molecular and Biomolecular SpectrosDocument9 pagesSpectrochimica Acta Part A: Molecular and Biomolecular SpectrosPrasad RaikarNo ratings yet
- Metalsferrousandnonferrous 131023154745 Phpapp01Document29 pagesMetalsferrousandnonferrous 131023154745 Phpapp01Prasad RaikarNo ratings yet
- Paints PDFDocument28 pagesPaints PDFPrasad RaikarNo ratings yet
- Aerodynamics Basics PDFDocument39 pagesAerodynamics Basics PDFPrasad RaikarNo ratings yet
- Wind Tunnels1 PDFDocument56 pagesWind Tunnels1 PDFPrasad RaikarNo ratings yet
- 4327 12266 1 PB PDFDocument22 pages4327 12266 1 PB PDFPrasad RaikarNo ratings yet
- Visvesvaraya Technological University: Dr. K. E. Prakash - RegistrarDocument2 pagesVisvesvaraya Technological University: Dr. K. E. Prakash - RegistrarPrasad RaikarNo ratings yet
- Digital Printing NIPDocument18 pagesDigital Printing NIPsitinuraishah rahim100% (1)
- Anth 100 CHPT 11Document9 pagesAnth 100 CHPT 11Kenny SungNo ratings yet
- Identifying: MisinformationDocument25 pagesIdentifying: MisinformationKoala UmiNo ratings yet
- What Is Algebra and What Has It Been in History - FreudenthalDocument13 pagesWhat Is Algebra and What Has It Been in History - FreudenthalHumberto ClímacoNo ratings yet
- Full Ebook of Manual of Structural Kinesiology 22Nd Edition R T Floyd Online PDF All ChapterDocument24 pagesFull Ebook of Manual of Structural Kinesiology 22Nd Edition R T Floyd Online PDF All Chapteriurcubadoud100% (8)
- Credit Risk ModelingDocument213 pagesCredit Risk Modelinghsk1No ratings yet
- Chemistry CBSE Question Paper Class 12Document20 pagesChemistry CBSE Question Paper Class 12Adheeti AgarwalNo ratings yet
- CIM (Computer Integrated Manufacturing)Document23 pagesCIM (Computer Integrated Manufacturing)kiran.marathiNo ratings yet
- ElectrostaticsDocument4 pagesElectrostaticskaloibestNo ratings yet
- Samuel Taylor Coleridge Definition of PoetryDocument2 pagesSamuel Taylor Coleridge Definition of PoetryfouziaNo ratings yet
- Measurement and Significant Figures: Pre-Lab Study QuestionsDocument3 pagesMeasurement and Significant Figures: Pre-Lab Study QuestionsUmer farooqNo ratings yet
- Casestudy Isnack2 140828053728 Phpapp01 PDFDocument12 pagesCasestudy Isnack2 140828053728 Phpapp01 PDFTodayClass CenterNo ratings yet
- Risk Assess T-23 - Hilti Cartridge Tool OperationDocument2 pagesRisk Assess T-23 - Hilti Cartridge Tool OperationMAB Ali100% (1)
- Technical Theatre ResumeDocument4 pagesTechnical Theatre Resumekqosmkjbf100% (2)
- PHD Thesis boilEulerFoam PDFDocument168 pagesPHD Thesis boilEulerFoam PDFSAIKRISHNA NADELLANo ratings yet
- Ezp SystemDocument12 pagesEzp Systemjohnlippy2No ratings yet
- Fractal ForestsDocument50 pagesFractal ForestsWell Fournier0% (1)
- Trauma and MigrationDocument254 pagesTrauma and MigrationBessy Sp100% (3)
- Modeling The Minetta BrookDocument18 pagesModeling The Minetta BrookSteve DuncanNo ratings yet
- Radified Guide To Norton Ghost: A Tutorial On How To Create & Restore ImagesDocument22 pagesRadified Guide To Norton Ghost: A Tutorial On How To Create & Restore Imagesremush1No ratings yet
- PBM SPSSDocument7 pagesPBM SPSSritz1103No ratings yet
- Assignement 1 s20131134Document6 pagesAssignement 1 s20131134Sameh SalahNo ratings yet
- Amateur Time LineDocument1 pageAmateur Time LineClaire BosiNo ratings yet
- Tos 3rd Quarter MusicDocument4 pagesTos 3rd Quarter MusicGayle Catherine TamelinNo ratings yet
- HypothesisDocument17 pagesHypothesisRashi TutejaNo ratings yet
- 2501 06 SlidingDocument6 pages2501 06 SlidingKiara Ticangan Argel0% (1)
- COKER Traveling PainsDocument25 pagesCOKER Traveling PainsDeissy PerillaNo ratings yet
- Data Interpretaton: Concepts and ExamplesDocument16 pagesData Interpretaton: Concepts and ExamplesGautham ChanduNo ratings yet
- The Basic Sensory SystemsDocument1 pageThe Basic Sensory Systemsapi-660820048No ratings yet