Download as pdf or txt
You might also like
- World Bank CV - FormatDocument8 pagesWorld Bank CV - Formatmanojkumarmurlidhara100% (2)
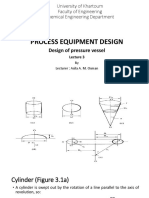
- CH-1 Pressure Vessel Design-1Document33 pagesCH-1 Pressure Vessel Design-1Kemal GetisoNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- G-LQ Metering ValvesDocument4 pagesG-LQ Metering ValvesKaiser46Li2060% (1)
- DIR®Floortime Complementary Approaches For The Most Challenged Children With ASDDocument165 pagesDIR®Floortime Complementary Approaches For The Most Challenged Children With ASDcirclestretch100% (4)
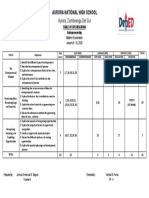
- TOS ENTREPRENEURSHIP Midterm ExamDocument1 pageTOS ENTREPRENEURSHIP Midterm Examjoshua baguio100% (2)
- Module 5 Extrusion Lecture 1Document10 pagesModule 5 Extrusion Lecture 1Ashrav GuptaNo ratings yet
- Extrusion Processes: Metal FormingDocument43 pagesExtrusion Processes: Metal FormingisraelNo ratings yet
- 0031M PDFDocument33 pages0031M PDFdstifterNo ratings yet
- Autofrettage in Simple WordsDocument2 pagesAutofrettage in Simple WordsJanardhan ReddyNo ratings yet
- Unit 4 NotesDocument60 pagesUnit 4 NotesVikas RathodNo ratings yet
- AutofrettageDocument4 pagesAutofrettageJanardhan ReddyNo ratings yet
- A Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Document18 pagesA Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Sam SachanNo ratings yet
- Computer Modeling of Internal Pressure Autofrettage Process of A Thick-Walled Cylinder With The Bauschinger EffectDocument19 pagesComputer Modeling of Internal Pressure Autofrettage Process of A Thick-Walled Cylinder With The Bauschinger EffectJacob MillerNo ratings yet
- Presser Vessel DesignDocument30 pagesPresser Vessel DesignAsila Ahmed100% (1)
- Autofrettage Process: Submitted ToDocument26 pagesAutofrettage Process: Submitted ToMahmoud Kassab100% (1)
- Cold Tapping HydrotestDocument4 pagesCold Tapping Hydrotestninju1100% (1)
- Working Philosophy of A Gasket To Prevent LeakageDocument4 pagesWorking Philosophy of A Gasket To Prevent LeakageAlfonNo ratings yet
- 05 External PressureDocument6 pages05 External PressureNitesh SardarNo ratings yet
- Design of Vertical Pressure VesselsDocument15 pagesDesign of Vertical Pressure VesselsMohit SinghNo ratings yet
- PED AssignmentProblems 2017 PDFDocument10 pagesPED AssignmentProblems 2017 PDFSwapnil GudmalwarNo ratings yet
- Kemampuan GasketDocument13 pagesKemampuan GaskethadiNo ratings yet
- GASKETDocument30 pagesGASKEThadiNo ratings yet
- Module 5 Extrusion-Lecture 3Document9 pagesModule 5 Extrusion-Lecture 3udaygwlNo ratings yet
- Computer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectDocument33 pagesComputer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectBoonsap WitchayangkoonNo ratings yet
- Wire Drawing: Group 3Document6 pagesWire Drawing: Group 3Pratik AcharyaNo ratings yet
- Extrusion 4Document26 pagesExtrusion 4Pabitro Prosad MondalNo ratings yet
- Back To Basics Expansion JointsDocument5 pagesBack To Basics Expansion Jointskamal arabNo ratings yet
- Coupling InformationDocument4 pagesCoupling Informationamanpreet_ahujaNo ratings yet
- Instrument Connection BasicDocument63 pagesInstrument Connection BasicdbmingoNo ratings yet
- Thick Cy FinalDocument5 pagesThick Cy FinalAshok PradhanNo ratings yet
- Training Manual-Piping: GasketsDocument6 pagesTraining Manual-Piping: GasketsMithun Unni NairNo ratings yet
- IHSI2Document12 pagesIHSI2c.zeghidaNo ratings yet
- 39.hydroforming SteelDocument8 pages39.hydroforming Steelsachin_sawant1985No ratings yet
- Stress Analysis of Different Reinforcement Pad For Nozzle Opening in Pressure VesselDocument7 pagesStress Analysis of Different Reinforcement Pad For Nozzle Opening in Pressure VesselIJSTENo ratings yet
- American Transactions On Engineering & Applied SciencesDocument19 pagesAmerican Transactions On Engineering & Applied SciencesBoonsap WitchayangkoonNo ratings yet
- Journal of Materials Processing Tech.: F. Weber, M. Müller, P. Haupt, S. Gies, M. Hahn, A.E. Tekkaya TDocument13 pagesJournal of Materials Processing Tech.: F. Weber, M. Müller, P. Haupt, S. Gies, M. Hahn, A.E. Tekkaya TYasser BouktirNo ratings yet
- Pressure Vessel Ansys 2Document13 pagesPressure Vessel Ansys 2Bruna Macedo100% (1)
- Finite Element Analysis of New Failure Indication Device of Air SuspensionDocument5 pagesFinite Element Analysis of New Failure Indication Device of Air SuspensionSantiago UrgilesNo ratings yet
- External Pressure - Pressure Vessel EngineeringDocument15 pagesExternal Pressure - Pressure Vessel Engineeringarjun100% (1)
- Nozzle Design - The Weak Point of Every Equipment - Training & EngineeringDocument11 pagesNozzle Design - The Weak Point of Every Equipment - Training & EngineeringTC Capulcu Mustafa M0% (1)
- External Pressure: 1 - The Basics - Failure MechanismsDocument18 pagesExternal Pressure: 1 - The Basics - Failure MechanismsNguyen ChuyenNo ratings yet
- Analyze and Redesign A Steam Conduit of A Steam Turbine by Stress and Fracture AnalysisDocument21 pagesAnalyze and Redesign A Steam Conduit of A Steam Turbine by Stress and Fracture AnalysisRezaur RahmanNo ratings yet
- Design and Thermal Analysis of Thermal Expansion Joint in Industrial ApplicationDocument6 pagesDesign and Thermal Analysis of Thermal Expansion Joint in Industrial ApplicationIJIRSTNo ratings yet
- Pressure VesselDocument114 pagesPressure Vesseldanemsal100% (3)
- GasketsDocument34 pagesGasketsAslam AsiffNo ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- Ductile Iron Pipe vs. HDPE Pipe: Strength and ForDocument15 pagesDuctile Iron Pipe vs. HDPE Pipe: Strength and ForZahid JiwaNo ratings yet
- What Is The Difference Between "Required", "Nominal" and "Analysis" Pipe Wall Thickness?Document3 pagesWhat Is The Difference Between "Required", "Nominal" and "Analysis" Pipe Wall Thickness?ÅdnAn MehmOodNo ratings yet
- Design of Ductile Iron Pipe DIPRA PDFDocument8 pagesDesign of Ductile Iron Pipe DIPRA PDFChristian D. OrbeNo ratings yet
- CNC Pipe Bending - Technical NotesDocument21 pagesCNC Pipe Bending - Technical NotesbaanaadiNo ratings yet
- Design & Weight Optimization of Pressure Vessel Due To Thickness Using Finite Element AnalysisDocument8 pagesDesign & Weight Optimization of Pressure Vessel Due To Thickness Using Finite Element AnalysisvikramNo ratings yet
- Comparison EngineeringDocument9 pagesComparison EngineeringpdiconpNo ratings yet
- Fem-Process-Simulation of Hydromechanical Deep-DrawingDocument8 pagesFem-Process-Simulation of Hydromechanical Deep-DrawingerolNo ratings yet
- PRES-1 External Presure Design - 07.02.16Document37 pagesPRES-1 External Presure Design - 07.02.16mithuwanNo ratings yet
- Metal Forming LabDocument57 pagesMetal Forming LabRohitGuptaNo ratings yet
- Analysis of Simple StressesDocument39 pagesAnalysis of Simple StressesEduCartNo ratings yet
- Quality Aspects of Hydrogen Annealead Steel Strip - eDocument8 pagesQuality Aspects of Hydrogen Annealead Steel Strip - eHaluk Pulatsü100% (1)
- Activity 2. Stresses (Problem Set)Document10 pagesActivity 2. Stresses (Problem Set)FIONA CAITH PENASONo ratings yet
- Rivets and Riveted Joints: Prepared By: Vallejos, Dario Jr. CDocument41 pagesRivets and Riveted Joints: Prepared By: Vallejos, Dario Jr. Cمحمد رزقNo ratings yet
- Pressure Vessel - Torispherical Head PDFDocument5 pagesPressure Vessel - Torispherical Head PDFGeorge_Wabag_2014No ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- General - Tooling: ContentDocument38 pagesGeneral - Tooling: ContentKaiser46Li206No ratings yet
- High Pressure Blowers: ExvelDocument2 pagesHigh Pressure Blowers: ExvelKaiser46Li206No ratings yet
- Product Manual 26162 (Revision K, 7/2017) : LQ25T and LQ Bypass Valve Actuator AssembliesDocument42 pagesProduct Manual 26162 (Revision K, 7/2017) : LQ25T and LQ Bypass Valve Actuator AssembliesKaiser46Li206No ratings yet
- NEST I4.0: Machine Health MatrixDocument2 pagesNEST I4.0: Machine Health MatrixKaiser46Li206No ratings yet
- DSM-0242.0 8YO ZrO HOSPDocument6 pagesDSM-0242.0 8YO ZrO HOSPKaiser46Li206No ratings yet
- Automatic Diagnosis: Guide For Maintenance Supervisors & Reliability EngineersDocument15 pagesAutomatic Diagnosis: Guide For Maintenance Supervisors & Reliability EngineersKaiser46Li206No ratings yet
- Bombas Savino Barbera - Europump Atex GuidelineDocument22 pagesBombas Savino Barbera - Europump Atex GuidelineChevronelleNo ratings yet
- UNF To NPTDocument1 pageUNF To NPTKaiser46Li206No ratings yet
- Electrical Extension Cord Safety-L&I v1Document19 pagesElectrical Extension Cord Safety-L&I v1Kaiser46Li206No ratings yet
- Andrew & McGowern - The Perreaus and Mrs RuddDocument376 pagesAndrew & McGowern - The Perreaus and Mrs RuddtaneagrafikaNo ratings yet
- Study Material: Free Master Class SeriesDocument21 pagesStudy Material: Free Master Class SeriesTinku SinglaNo ratings yet
- Dip Lab ReportDocument23 pagesDip Lab Reportfawadnuml1No ratings yet
- 3 - RioualD - Pumped Storage Hydropower Status PDFDocument21 pages3 - RioualD - Pumped Storage Hydropower Status PDFSsewan Jovial100% (1)
- Resume (Narendra Naidu)Document2 pagesResume (Narendra Naidu)venkateshNo ratings yet
- Sultan Al Baqami Est. For TradingDocument7 pagesSultan Al Baqami Est. For Tradingsalman KhanNo ratings yet
- Piaget's Stages of Play Theory Essay PDFDocument5 pagesPiaget's Stages of Play Theory Essay PDFHamada EbrahimNo ratings yet
- What Is Pressure SwitchDocument2 pagesWhat Is Pressure Switchtetsa zangetsuNo ratings yet
- HSG - Test 5 - HSDocument8 pagesHSG - Test 5 - HSTiến Vũ 23-ĐàmNo ratings yet
- Teacher StressDocument22 pagesTeacher StressdansedanNo ratings yet
- 2nd Physics Short Ans + MCQDocument23 pages2nd Physics Short Ans + MCQAsif Rasheed Rajput83% (63)
- Instruction Manual: FVR-E11S-7EN FVR-E11S-4ENDocument116 pagesInstruction Manual: FVR-E11S-7EN FVR-E11S-4ENminh đạo nguyễnNo ratings yet
- Power BI: Azure Data Lake Storage Gen2Document5 pagesPower BI: Azure Data Lake Storage Gen2Lucas Liendo100% (2)
- 02.06.05 3-Way Valve 1240 6519 - enDocument6 pages02.06.05 3-Way Valve 1240 6519 - enabuya3kubmNo ratings yet
- Lesson Plan Guide: Grade: SubjectDocument5 pagesLesson Plan Guide: Grade: Subjectapi-557528365No ratings yet
- Reseach Heat Waves G1Document13 pagesReseach Heat Waves G1rogieevemurilloNo ratings yet
- Rail Kala Rang P.A.System Materials: SL - No Description Qty RemarksDocument12 pagesRail Kala Rang P.A.System Materials: SL - No Description Qty Remarksk vandanaNo ratings yet
- En Cours 2018 Lepl1102Document2 pagesEn Cours 2018 Lepl1102Airton MotaNo ratings yet
- Activity 5 Educational OrganizationDocument4 pagesActivity 5 Educational OrganizationRaymart NaagNo ratings yet
- Emaux SC Series Pump User Manual EnglishDocument2 pagesEmaux SC Series Pump User Manual EnglishAlex PalaciosNo ratings yet
- Towards A Model of Talent Development in Physical EducationDocument7 pagesTowards A Model of Talent Development in Physical Educationnariman narimanNo ratings yet
- Al Nimir Steel Book PDFDocument52 pagesAl Nimir Steel Book PDFSathish KumarNo ratings yet
- Diagonals of TilesDocument2 pagesDiagonals of TileskheyNo ratings yet
- Marshalling of AircraftDocument8 pagesMarshalling of AircraftcaportNo ratings yet
- Real Dating Format PDFDocument1 pageReal Dating Format PDFadejareadekunle191No ratings yet
- Udaasi Aur Depression Ka Ilaj Kaise Kare Treatment in HindiDocument6 pagesUdaasi Aur Depression Ka Ilaj Kaise Kare Treatment in HindiGovindNo ratings yet
- Wind LoadDocument13 pagesWind LoadHimani NagarNo ratings yet