Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- WRC 490 Ed. 2004 Damage Mechanisms Affecting Fixed Equipment in The Fossil Electric Power IndustryDocument118 pagesWRC 490 Ed. 2004 Damage Mechanisms Affecting Fixed Equipment in The Fossil Electric Power IndustryMarcus Rezende100% (4)
- The European Pressure Equipment Directive (Ped)Document6 pagesThe European Pressure Equipment Directive (Ped)ManivannanMudhaliarNo ratings yet
- PT PRO FOR ExamDocument3 pagesPT PRO FOR ExamManivannanMudhaliarNo ratings yet
- HAC CrackDocument8 pagesHAC CrackManivannanMudhaliarNo ratings yet
- Convex and Concave MirrorDocument2 pagesConvex and Concave MirrorManivannanMudhaliarNo ratings yet
- National Step Tablet Vs Step Wedge Comparision FilmDocument4 pagesNational Step Tablet Vs Step Wedge Comparision FilmManivannanMudhaliarNo ratings yet
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- PED02Document7 pagesPED02ManivannanMudhaliarNo ratings yet
- Webinar New Ped 2014 68 EuDocument19 pagesWebinar New Ped 2014 68 EuManivannanMudhaliar100% (1)
- Aluminum Welding ProceduresDocument8 pagesAluminum Welding ProceduresManivannanMudhaliar0% (1)
- To Avoid Nitride Precepitation in 25% CR Steel:: SL N o Ele Spec Actual Aim Preferred Aim Range PreferredDocument2 pagesTo Avoid Nitride Precepitation in 25% CR Steel:: SL N o Ele Spec Actual Aim Preferred Aim Range PreferredManivannanMudhaliarNo ratings yet
- May 2014 - Risk Assessment - Make It Easier Than It AppearsDocument4 pagesMay 2014 - Risk Assessment - Make It Easier Than It AppearsManivannanMudhaliarNo ratings yet
- Note - Book - School of Applied NDTDocument29 pagesNote - Book - School of Applied NDTManivannanMudhaliarNo ratings yet
- Cobalt Base Alloy - 6 in Amine ApplicationDocument2 pagesCobalt Base Alloy - 6 in Amine ApplicationManivannanMudhaliarNo ratings yet
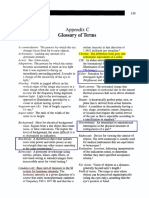
- Glossary Terms VTDocument5 pagesGlossary Terms VTManivannanMudhaliarNo ratings yet
- Back To Basics Testing With J1 - Use ReaderDocument4 pagesBack To Basics Testing With J1 - Use ReaderManivannanMudhaliarNo ratings yet
- Metengr: Engg Tips Forum Discussion Reg - Casting PropertiesDocument2 pagesMetengr: Engg Tips Forum Discussion Reg - Casting PropertiesManivannanMudhaliarNo ratings yet
- 1.9.1.2-80T - 18 8 Stainless SteelDocument4 pages1.9.1.2-80T - 18 8 Stainless SteelDevan ShanmughaNo ratings yet
- Flygt SR 4220Document8 pagesFlygt SR 4220Ricardo GuariseNo ratings yet
- Deck Building GuidelineDocument20 pagesDeck Building GuidelineAnonymous JWjRYSy100% (1)
- Alloy 316ti: Stainless SteelDocument1 pageAlloy 316ti: Stainless SteelNemanja SusicNo ratings yet
- Welding Consumable GuideDocument26 pagesWelding Consumable Guidebrianpham007100% (1)
- FDA Family of Dynamic Sealing Products: Leaders in Sealing IntegrityDocument12 pagesFDA Family of Dynamic Sealing Products: Leaders in Sealing IntegrityUday GokhaleNo ratings yet
- Rev.2 Calculation Tag# HAA10AA201Document4 pagesRev.2 Calculation Tag# HAA10AA201psaayoNo ratings yet
- Nomenclatura de RulemanesDocument2 pagesNomenclatura de RulemanesFederico Palma YobeNo ratings yet
- Alloy Guide 2011Document12 pagesAlloy Guide 2011bbmoksh100% (1)
- A Glance Through From Conceptual Design To Detail Engineering in Submarine Pipeline Projects Prepared byDocument73 pagesA Glance Through From Conceptual Design To Detail Engineering in Submarine Pipeline Projects Prepared byUmar Kida100% (1)
- Sa 790Document10 pagesSa 790edisson_barreraNo ratings yet
- Pipe Thickness Analysis (At Final QC)Document35 pagesPipe Thickness Analysis (At Final QC)marclkmNo ratings yet
- Failure Analysis of Turbo-Blower BladesDocument11 pagesFailure Analysis of Turbo-Blower BladesFlorentin BacnașuNo ratings yet
- 25NB To 65NB Duplex Basket StrainerDocument1 page25NB To 65NB Duplex Basket Straineraloke2mondalNo ratings yet
- Floating Roof Seals PDFDocument4 pagesFloating Roof Seals PDFAnonymous dSFbLxc9No ratings yet
- Mexico Sourcing Team - IDEX - Knight - 04 14 2016 - Rev 3Document29 pagesMexico Sourcing Team - IDEX - Knight - 04 14 2016 - Rev 3MelissaNo ratings yet
- Creep Fatigue Behaviour of Type 321 Stainless Steel at 650 UcDocument22 pagesCreep Fatigue Behaviour of Type 321 Stainless Steel at 650 Ucadarshravindran1991No ratings yet
- Catalogue Cable Tray RevDocument40 pagesCatalogue Cable Tray RevhardiyantodonniNo ratings yet
- พุกเคมี hulti PDFDocument63 pagesพุกเคมี hulti PDFTrisit TanNo ratings yet
- Automatic Liquid Syrup Oral Manufacturing PlantDocument3 pagesAutomatic Liquid Syrup Oral Manufacturing PlantYousifNo ratings yet
- Sample Questions and Answers For IWP Examinations PDFDocument15 pagesSample Questions and Answers For IWP Examinations PDFElizabeth Spence100% (3)
- Sulfuric Acid Plant Hydrogen ExplosionsDocument37 pagesSulfuric Acid Plant Hydrogen ExplosionsAbdelghani Massouri100% (1)
- Advanced NDT Techniques Presentation 1572625262Document12 pagesAdvanced NDT Techniques Presentation 1572625262Ali100% (1)
- PMI On Duplex Stainless Steel and Stainless SteelDocument5 pagesPMI On Duplex Stainless Steel and Stainless SteelMichael Valves100% (1)
- Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument6 pagesPrecipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripMaximiliano VerardoNo ratings yet
- ICS 5000 Flue System: High Positive PressureDocument28 pagesICS 5000 Flue System: High Positive PressureSebastian StefanescuNo ratings yet
- Zenit Milling ToolsDocument12 pagesZenit Milling ToolsPeter NomikosNo ratings yet
- Earth Science Week 4 PDFDocument18 pagesEarth Science Week 4 PDFAniahsNelet100% (2)
- Blastgate Catalog 2018 PDFDocument24 pagesBlastgate Catalog 2018 PDFLeDzungNo ratings yet