
Professional Documents
Culture Documents
Power Station Maintenance PDF
Power Station Maintenance PDF
Uploaded by
Sushayan HunsasukCopyright:
Available Formats
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Piping AML 2023-03-31Document58 pagesPiping AML 2023-03-31soucychristianNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Lonergan - Old Catalog - D-Series (VC000-05444-EN)Document66 pagesLonergan - Old Catalog - D-Series (VC000-05444-EN)Yenshan LiuNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ergonomic Interventions For Electricians in Fossil-Fueled Power PlantsDocument48 pagesErgonomic Interventions For Electricians in Fossil-Fueled Power PlantsSushayan HunsasukNo ratings yet
- EPA Asset Management RoadmapDocument276 pagesEPA Asset Management RoadmapSushayan HunsasukNo ratings yet
- Keynote ISO 55000 The IAM PerspectiveDocument66 pagesKeynote ISO 55000 The IAM PerspectiveSushayan Hunsasuk100% (2)
- Heat Rate Improvement Guidelines For Existing Fossil Plants PDFDocument349 pagesHeat Rate Improvement Guidelines For Existing Fossil Plants PDFSushayan Hunsasuk100% (1)
- AssetManagementIntro 001 0Document169 pagesAssetManagementIntro 001 0Sushayan HunsasukNo ratings yet
- Productivity Improvement Handbook For Fossil Steam Power Plants Third EditionDocument496 pagesProductivity Improvement Handbook For Fossil Steam Power Plants Third EditionSushayan HunsasukNo ratings yet
- A Publicly Available Specification For The Management of Physical AssetsDocument32 pagesA Publicly Available Specification For The Management of Physical AssetsSushayan HunsasukNo ratings yet
- Economic Capacity Withholding: Effects of Power Plant Operational Characteristics On Optimal Dispatch DecisionsDocument19 pagesEconomic Capacity Withholding: Effects of Power Plant Operational Characteristics On Optimal Dispatch DecisionsSushayan HunsasukNo ratings yet
- Method StudyDocument69 pagesMethod StudySushayan Hunsasuk67% (3)
- How and When To Write Policies and ProceduresDocument32 pagesHow and When To Write Policies and Proceduresdestinycreature100% (3)
- Parker D1VW Directional Control ValvesDocument13 pagesParker D1VW Directional Control ValvesCosma Petru-RaulNo ratings yet
- SonophoresisDocument32 pagesSonophoresisHiren J PatelNo ratings yet
- ASTM B666 WWW - QCEXPERT.irDocument7 pagesASTM B666 WWW - QCEXPERT.ireka putriNo ratings yet
- LabView Exercises 1Document24 pagesLabView Exercises 1Rohit TayalNo ratings yet
- HANA ProcurementDocument43 pagesHANA ProcurementVikram Kothakonda100% (2)
- Group 5 Combined Operation: 1. OutlineDocument9 pagesGroup 5 Combined Operation: 1. OutlineالمهندسوليدالطويلNo ratings yet
- AMS 2368 C-2012 - Eng.Document6 pagesAMS 2368 C-2012 - Eng.TetianaNo ratings yet
- j1708 IntroductionDocument5 pagesj1708 Introductionjrsimma100% (1)
- InfiniSolar DSDocument2 pagesInfiniSolar DSMohd NB MultiSolarNo ratings yet
- Presentation On Derivation of Navier Stokes EquationsDocument17 pagesPresentation On Derivation of Navier Stokes Equationsabubakari meregulwaNo ratings yet
- ASTM A197 - A 197M - 00 (ReA Pproved 2011)Document4 pagesASTM A197 - A 197M - 00 (ReA Pproved 2011)Heri KurniawanNo ratings yet
- 11-TMSS-12 R.0 (Not Applicable)Document14 pages11-TMSS-12 R.0 (Not Applicable)wastazoheb_700349353No ratings yet
- Perspective: Office of The Building Official (O.B.O)Document1 pagePerspective: Office of The Building Official (O.B.O)Temoteo L Pupa IIINo ratings yet
- Mecha Club Activities UpdateDocument9 pagesMecha Club Activities Updateray martinNo ratings yet
- AME OIE WhitepaperDocument34 pagesAME OIE Whitepaperanishajohins100% (2)
- HDMIDocument20 pagesHDMIPoornima DasNo ratings yet
- Tender8614 2Document425 pagesTender8614 2Vishal SoniNo ratings yet
- Regin Optigo OP5U Preprogrammed ControllerDocument6 pagesRegin Optigo OP5U Preprogrammed Controllerckyee88No ratings yet
- PowerPumpVavleDynamics PDFDocument10 pagesPowerPumpVavleDynamics PDFFukunNo ratings yet
- UFO - technology ХАКЕРСКИЙ МАНУАЛDocument419 pagesUFO - technology ХАКЕРСКИЙ МАНУАЛBogdan Litvinov100% (1)
- 047 - CE6501 Structural Analysis I - Question BankDocument17 pages047 - CE6501 Structural Analysis I - Question BankGERARD HAULENo ratings yet
- NuFlo USB Adapter Troubleshooting TipsDocument7 pagesNuFlo USB Adapter Troubleshooting TipsElkin TorresNo ratings yet
- Introduction To PCBDocument15 pagesIntroduction To PCBdileepanme100% (2)
- Sabrina Ricambi 2021-02Document77 pagesSabrina Ricambi 2021-02Yayah Nya ShandaNo ratings yet
- Series Wta Asme Hydro-Pneumatic TanksDocument4 pagesSeries Wta Asme Hydro-Pneumatic TankscaballerolangNo ratings yet
- XY-1A Core Drilling RigDocument3 pagesXY-1A Core Drilling RigAnu Pathak75% (4)
- CE 3112 Assignment 2 Final 2018 15batchDocument6 pagesCE 3112 Assignment 2 Final 2018 15batchAsitha RathnayakeNo ratings yet
- An Approximate Analysis Procedure For Piled Raft FoundationsDocument21 pagesAn Approximate Analysis Procedure For Piled Raft FoundationsNicky198100% (1)
















































































Power Station Maintenance PDF
Power Station Maintenance PDF
Uploaded by
Sushayan HunsasukOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Power Station Maintenance PDF
Power Station Maintenance PDF
Uploaded by
Sushayan HunsasukCopyright:
Available Formats
Power Station Maintenance 2000
Conference Organizing Committee
R Beaumont
Alstom Energy Limited
J Clark
Entergy Power Group
I Clifford
Enron Power Operations Limited
J Howells
PowerGen
D Locke
First Hydro
M Macrae
Mitsui Babcock Energy Limited
I Miller
Siemens Power Generation Limited
N Orchard (Chairman)
Nigel Orchard Enterprises Limited
B Sellix
The Exsell Partnership
E Smith
Scottish Power Generation
IMechE
Conference Transactions
International Conference on
Power Station Maintenance 2000
18-20 September 2000
St Catherine's College, Oxford, UK
Organized by
The Steam Plant Committee of the Power Division of the
Institution of Mechanical Engineers (IMechE) in association with the
Institution of Electrical Engineers (IEE)
Sponsored by
ALSTOM Automation Limited
Enron
National Power
Powergen
Siemens Power Generation
Co-sponsored by
The Institute of Energy
BNES
The Institution of Civil Engineers
EUREL
The Institution of Gas Engineers
IMechE Conference Transactions 2000-7
Published by Professional Engineering Publishing Limited for The Institution of
Mechanical Engineers, Bury St Edmunds and London, UK.
First Published 2000
This publication is copyright under the Berne Convention and the International Copyri ght Convention.
All rights reserved. Apart from any fair dealing for the purpose of pri vat e st udy, research, cri t i ci sm or
review, as permitted under the Copyright, Designs and Patents Act, 1988, no part may be reproduced,
stored in a retrieval system, or transmitted in any form or by any means, electronic, electrical, chemical,
mechanical, photocopying, recording or otherwise, wi thout the prior permission of the copyri ght
owners. Unlicensed multiple copying of the contents of this publication is illegal. Inquiries should be
addressed to: The Publishing Editor, Professional Engineering Publi shi ng Limited, Northgate Avenue,
Bury St Edmunds, Suffolk, IP32 6BW, UK. Fax: +44 (0) 1284 705271.
2000 The Institution of Mechanical Engineers, unless otherwise stated.
ISSN 1356-1448
ISBN 1 86058 274 5
A CIP catalogue record for this book is available from the British Library.
Printed by The Cromwell Press, Trowbridge, Wiltshire, UK
The Publishers are not responsible for any statement made in this publication. Data, discussion, and conclusions
developed by authors are for information only and are not intended for use without independent substantiating
investigation on the part of potential users. Opinions expressed are those of the Author and are not necessarily
those of the Institution of Mechanical Engineers or its Publishers.
Related Titles of Interest
For the full range of titles published by Professional Engineering Publishing contact:
Sales Department
Professional Engineering Publishing Limited
Northgate Avenue
Bury St Edmunds
Suffolk
IP32 6BW
UK
Tel: +44(0)1284724384
Fax: +44(0)1284718692
Title Editor/Author ISBN
Power Transmission and Motion Control C R Burrows and 1 86058 205 2
(PMTC 99) K A Edge
IMechE Engineers' Data Book - Second Edition C Matthews 1 86058 248 6
Application of Multi-Variable System Techniques R Whalley and 1 86058 128 5
(AMST '98) M Ebrahimi
CCGT Plant Components Development and IMechE Seminar 1 86058 190 0
Reliability
Investment in Renewable Energy IMechE Seminar 1 86058 163 3
Remanent Life Prediction IMechE Seminar 1860581544
Steam Plant - Optimization and Development IMechE Seminar 1 86058 234 6
by Modelling
CHP 2000: Co-Generation for the 21
st
Century IMechE Conference 1 86058 141 2
This page intentionally left blank
Contents
Boiler Techniques
C583/029/2000 In-situ valve seat replacements
A W Crossland 3
C583/010/2000 Spiral welding - cutting the cost of maintenance, but not
the quality
S F Clarke, G Lindsell, and B Payne 13
C583/020/2000 Beyond repair - cost-effective management of boiler tube
failures
P J James 23
C583/027/2000 The use of novel diagnostic and retrofit design techniques
to eliminate coal and ash storage failures
H Wright 33
Managing People
C583/003/2000 The ISO 9001 combined cycle gas turbine power station
C Copeland 53
C583/004/2000 Developing a climate of collaboration and teamwork for
outage time reduction
O Crane 63
C583/007/2000 Partnerships and alliancing - and the importance of a
good business strategy
M R Dixon 75
C583/008/2000 Value added using focus group methodology
A Myers 85
Sweating the Asset - I
C583/017/2000 Quantitative risk assessment and its role in plant
maintenance decisions
M I Wood, R P D Lant, and J M Brear 97
C583/031/2000 Cost-effective maintenance for the new millennium
M P Shipley and R J Browne 109
C583/013/2000 Industrial Trent Genset - designing for life-cycle
J T Billingsley 125
Turbogenerator Techniques
C583/027/2000 Problems with modern air-cooled generator stator
windings
S Tucker, J Milsom, G Griffit h, and G Stone 137
C583/009/2000 A new approach to turbine lubrication management
J A Platt, C J Dolman, and A P Swallow 145
C583/011/2000 Proper maintenance practices involving condenser
cleaning and in-leakage inspection
R E Putman and R Walker 161
C583/014/2000 Troubleshooting bearing problems during the uprating
of an existing steam turbine installation
S Maw, J Abbott-Garner, and S Kendrick 171
Condition Monitoring
C583/024/2000 Evolution of health monitoring for CCGT plant
G Hewitt, N M Johnson, J Macdonald, K Dorling,
and J Worsfold 185
C583/034/2000 Condition monitoring of cooling tower fan gearboxes
P J Donnellan 195
C583/035/2000 Permanent partial discharge assessment of power station
high-voltage switchgear
P M Brown and M C Jones 205
Sweating the Asset - II
C583/032/2000 An enterprise wide implementation of a
maintenance/materials management systems
O Valsa and S P Johnson 217
C583/033/2000 Power station maintenance for safety and reliability
J J Lewis and L Sharp 229
C583/016/2000 How to contract for a gas turbine major inspection
R W Bonsall 245
Authors' Index 257
Boiler Techniques
This page intentionally left blank
C583/029/2000
In-situ valve seat replacements
A W CROSSLAND
Hopkinsons Services, Huddersfield, UK
SYNOPSIS.
The replacement of the seats inside a high-pressure parallel slide valve, with the valve
remaining in-situ, has presented difficulties in the past. The typical valve construction uses
seat rings having a hard facing deposit with the seat rings welded into the valve body. The
seats are at 90 to the available access, and the basic difficulties have been to make a machine
which will fit inside the valve body to machine away the weld, and then equally to get a
welding machine in place to weld in the new seats.
Because of these difficulties, the recognised way of replacing valve seats has been to remove
the valve from the pipeline and then to utilise the same factory techniques as is adopted in the
original manufacture. This however is time consuming and expensive. However, the
techniques and machinery have now been developed to replace the seats in a valve remaining
in-situ, and to the same exacting standards expected of a factory performed operation.
1. INTRODUCTION
There has always been a relatively high cost and nuisance factor associated with removing a
welded-in valve from a pipeline, compared to doing the same thing with a flanged valve. The
costs involved with a weld-tip valve obviously involves re-welding and perhaps heat
treatment, radiography and hydraulic testing of the welds. Of course the extent of the work
depends on the size of the valve - a 20mm drain valve might be easily cut out and thrown
away, but a main steam isolation valve of say 250mm bore represents a different proposition.
The main steam line may have 10 tonnes of cold pull in it which needs anchoring before the
valve can be cut out. Two tonnes of valve and actuator might not be too easy to manoeuvre
in a confined boiler space, and then for instance floor grating might not support the weight.
Then the bare ends of the pipework require weld prep machining, etc, etc. Nevertheless, this
has been the standard approach whenever seats have required changing on main steam valves.
C583/029/2000 IMechE 2000
3
Against the prospect of such difficulties, valve manufacturers do therefore try and design
valves with what they consider to be the best seats for an application. In choosing seats, valve
designers have to juggle with erosion resistance, corrosion resistance, thermal shock
properties, cost, etc, and their success in making the choice is borne out by the relatively few
seats which later require attention. Nevertheless there has been an incentive to be able to
replace seats with the valve remaining welded in the pipeline, and this paper describes the
development of those techniques.
2. SEATS: SOME GENERAL OBSERVATIONS.
The design of valves requires the seats themselves to be leak-tight within the valve body -
any leakage which develops between the body and seat will prevent the valve from isolating
even if the lapped seating faces are making a good seal. There are of course various methods
by which a seat may be fixed into the valve body, but in general the more dependable this
seal is required to be then the more expensive and complex it will be to manufacture.
Welded-in seats are a dependable and popular choice especially in the "large", high
temperature / high pressure main steam isolation valves with which this paper is primarily
concerned. However Table 1 lists some of the seat options available in generally a
descending order of cost and complexity of manufacture.
One reason for choosing a welded-in seat having a deposited face is because it has a better
resistance to thermal fatigue cracking than does a solid seat (Ref.l). This choice is
particularly relevant to those large power stations which were conceived as base load stations
that have now exceeded their original design life, that are also being exposed to the more
onerous duties of two shifting, and that have pressures on them for even faster start-ups.
These conditions and others of course contribute to thermal fatigue cracking. However, whilst
the bodies of valves installed some decades ago might be thick from a creep point of view
(Ref.2), their deposited seats will not be totally immune from thermal fatigue cracking, and
thus seats will normally require replacing before their valve bodies.
Some deposited seats which have only been on base load operation will not have necessarily
accumulated sufficient thermal cycles to cause cracking. Nevertheless the normal lapping of
the seats will make the deposit progressively thinner. It must be recognised that in the
manufacture of a deposited seat, the first layer of deposit suffers from dilution by the base
metal. These dilution effects are reduced as successive layers of deposit are built up to make
the working thickness of the seat. But however in service, as the seat is repeatedly lapped, the
initial layer of deposit can eventually become exposed. This base layer does not have the
Table 1. Typical usage for a variety of steam valve seats.
Seat Type
Deposited, welded-in
Vacuum brazed
Directly deposited
Screwed-in
Pressed-in
High Pressure
Large Small
/ X
X /
S X
X X
X /
Low Pressure
Large Small
/ X
X /
/ X
/ /
X S
4 C583/029/2000 IMechE 2000
Fig 1. A seat having had its deposit lapped through to the base metal.
same low friction / good sliding properties as true deposit material, and thus it scores more
easily and hence demands more frequent lapping. Also as a consequence, such score marks
are usually deeper requiring longer periods of lapping, perhaps for as long as 24 hours, and
therefore all this finally accelerates the progression towards exposing the base metal.
Some seat welds in oldish valves have been found to be cracked. There are a combination of
reasons for this. It seems common practice, say prior to 1993 to have used a plain carbon
steel filler in a submerged arc welding process to join 21/4%Cr-l%Mo valve bodies to the
same Cr-Mo material seat base. It was convenient to do this so as to avoid any post weld heat
treatment. Besides dilution producing a complex microstructure in the weld, carbon steel does
not have the same creep properties as the chrome-moly parent materials, and also has a lower
resistance to high temperature corrosion. In service, through creep and pressure, the valve
body grows away from the seat, since primarily the seat is in equilibrium with the pressure
and does not move. Hence there is a strain on the weld that can eventually result in its failure.
Modern practice is to use an identical filler to the body and seat base, with a full post weld
stress relief and in particular using a more substantial size of weld. Incidentally, MMA
(manual metal arc ) is an alternative welding process which is used depending on the size and
access into the valve body.
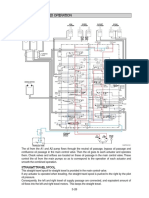
3. VALVE MANUFACTURE & CONVENTIONAL SEAT OVERHAUL.
Any in-situ seat replacement process must take into consideration both the way the valve was
originally manufactured and the way it was intended for overhaul.
C583/029/2000 IMechE 2000
5
Conventionally, these valve seats have a hard facing deposited by electroslag, TIG (tungsten
inert gas ) either hot-wire or a mechanised process using rod / wire, or by PTA ( plasma
transferred arc ) using powder consumables . Seats, as a spare component, are considered to
be finished after being stress-relieved, machined, lapped and fully crack-detected.
Seats are checked for a suitable clearance fit into the seat hole and then welded into the valve
body. Following post weld stress relief of the whole body assembly, the seats are measured
for parallelism and if necessary their faces are machined on a horizontal borer or similar. If
needed, the seat-sealing weld is blended in by grinding, or occasionally it might be machined
whilst it is on the machine for the seats being faced. The weld is then crack detected. Re-
lapping of the seat takes place prior to final assembly. .
On a valve body being overhauled, the seat welds are machined away, again on a horizontal
borer, leaving a larger weld prep than initially used. This is particularly important so as to
remove the remnants of the original weld. Once the seat weld has been removed, the old seat
will normally be free enough to tap out because of the creep processes explained above,
although very occasionally it may need to be pressed out or even completely machined away.
Seat recess areas are inspected to ensure, for instance, that any cracked seat weld has not
propagated into the valve body. This, in any case, would be a rare occurrence. However,
providing this is satisfactory the seat is welded in as described in the preceding paragraph.
Fig 2. A typical deposited seat welded into a valve body.
4. IN-SITU SEAT REPLACEMENT
It could be said that the basic technology has been in existence for some time to enable the
removal and replacements of seats from valves in-situ. Indeed there has been a variety of
occasions in the past when it has been expedient to re-weld existing seats manually where the
weld had part-cracked, and such attempts are to be commended. It is unlikely that any of
those weld parameters were properly researched beforehand, and hence the success rate was
variable. However what was lacking for confident seat replacement was an incentive to have
properly brought together all the mobile processes that were needed to complete the task -
after all there was no point in taking out a seat if a new one could not be welded in, or indeed
if the seat deposit could not be refaced should it not have been welded in parallel.
6 C583/029/2000 IMechE 2000
The real incentive to perform in-situ seat replacements has since come about due to:
Power plants requiring shorter outage times, and
The increased number of valves which are candidates for seat changes,
which is due to:-
> The number of base load stations now double shifting, and
> Valves being operated beyond their original design lives. (N.B. the standard
design life of a valve to British Standard BS 759: Part1: 1984 is 150,000 hours)
Something of an impetus came in 1998 when there was the requirement for some in-situ
machining on twelve main steam isolation valves installed in an Asian nuclear power station.
Whilst pursuing higher outputs, their increased steam velocities generated whistling noises at
the valve seats. After carefully researching the problem, it was decided to build a machine
capable of machining out the hard-facing and carbon steel bore of the seats, in-situ, to a new
profile. Accordingly a machine was designed and built, to be operated by specialist on-site
machinists who were also able to contribute information towards the design of the machine.
This machine worked successfully and incidentally it was believed to have been the first such
time that Stellite seats had been machined in-situ. However the valve was "large" and
therefore conducive to having a machine inside the body to cut its seats which were 410mm
(16") bore.
Fig 3. Hopkinsons large machine prior to use on a 650mm (26") nom size valve.
C583/029/2000 IMechE 2000
7
Fig 4. Hopkinsons large machine in use on a 650mm (26") nom size valve
Another machine company had earlier produced a slightly different machine which removed
heat shield liners and seats from 500mm (20") reheater isolation valves installed in a UK
power station. Heat shield liners were once used to protect thick body wall sections from the
effects of thermal shock (Ref.l), but the liners present a risk should they become detached
and hence some operators have chosen to remove them from their bodies whilst the valves
remain in-situ. Re-welding incidentally was by MMA.
Knowledge about these large machines gave the confidence to consider a smaller machine
when a UK nuclear power station had a definite requirement to change a main steam isolation
valve seat during one of its short outages. It was important to establish all the elements
needed to replace the seat successfully, in particular by machine welding, as once started
there could be no turning back and any unscheduled delay to the outage program could not be
tolerated. Discussions then were held with an orbital welding machine manufacturer whose
machines had been used earlier on a valve with a 203mm (8") bore seat in Northern Ireland,
albeit whilst the valve was out of the pipeline, and subsequently the project became viable.
The following therefore lists and discusses the main processes that were involved.
8 C583/029/2000 IMechE 2000
Fig 5. Adjustments to the machine prior to it being inserted.
4.1 In-situ machining
From the foregoing it will have been realised that the in-situ machining of the seat welds was
perhaps regarded as the least risky aspect of the processes which would be brought together.
The immediate task was to machine 250mm and 350mm nominal size valves and hence a
new smaller machine had to be manufactured. Ideally the new machine was required to cater
for 200mm nominal size valves (106mm seat bore) which would cover most, if not all, the
conventional main steam isolation valves operating on power stations.
When the small machine had been made it was checked for access inside identical valve
bodies.
4.2 Seat withdrawal
Tapping out a seat may be easy when access is available from up the pipe bore. Unfortunately
for the in-situ method this route is not available and therefore two alternatives were put in
place. Firstly to use the newly created weld prep recess in which to locate a strong-back and
then simply jack out the seat. This was to prove successful but a second option was to
completely machine away the seat.
4.3 Seat hole inspection
Through consultation, it was agreed that seat hole inspection should be confined to a visual
examination only, since it was felt that it would be difficult to properly clean away any crack-
detection materials prior to re-welding. However should any cracks have been present there
was the facility to weld them up and then use the machine to reform the seat recess.
C583/029/2000 IMechE 2000 9
Fig 6. The orbital welder at the start of welding in a seat. Note screw jacks & umbilical.
4.4 Pre-heat and welding
For obvious reasons, it was desirable to avoid the usual 690C / 720C post-weld heat-
treatment associated with welding 21/4%Cr-l%Mo steels. Hence a substantial amount of
preparatory testing was centred around pre-heat and welding trials in order to qualify the
procedure to ASME IX. The machine selected to weld in the seats was an automatic orbital
TIG welding machine, normally used for welding pipes but was re-engineered with the torch
to point outwards to weld bores. The machine drove itself off a centre-line mandrel located
in the opposite seat bore. The welding wire was housed in a spool on-board the machine but
all other power and control functions, water cooling and argon shield gas were fed via an
umbilical cord. The weld head would therefore weld for say three revolutions before being
fast rewound (not welding) to unwind the umbilical, and then recommence welding.
Welding trials were performed initially inside a tubular test piece, at a variety of preheats,
and then optimised parameters used to weld two seats into an actual 350mm test valve body.
The seats were positioned and held apart by using simple "nut and bolt" screw jacks which
were removed after the seat was tack-welded. Note that the purpose of these jacks was to
hold the seat in position, and not to close up the gap between the body and seat where the
weld was to be.
Metallurgical tests (hardness, tensile, bend and macro-examination) on the tube had identified
150C as the minimum preheat (temper bead technique) and 175C to 200C was adopted in
practice.
Quite by chance an opportunity to use the welder presented itself just prior to the intended
seat change, in that a Scottish fossil fired power station identified a suspect portion of a seat
10
C583/029/2000 IMechE 2000
Fig 7. A section through the test valve seat weld.
sealing weld. Part of the existing weld was ground away by hand, and re-welded using the
orbital welding machine developed for the project. This opportunity gave added confidence
and experience.
4.5 Post-weld inspection
The weld has to be visually inspected and dye-penetrant crack detected. Should there have
been any problems detected it was entirely possible to extract the seat and start again.
The newly inserted seat has to be checked for parallelism with the remaining seat, and if
unsatisfactory can be machined. After lapping, a final visual inspection is performed.
4.6 On-site working
On-site working involves many routine acts such as risk assessments, permits to work and
other safety requirements, the fitting of pipe bungs, QA, etc, which are all important to the
overall process, but for obvious reasons their details have been omitted from this paper.
S. PRACTICAL EXPERIENCE
Work at the UK nuclear power station was successfully performed during the autumn of
1999. The work was completed well within planned timescales and budgets due to the fact
that the seat withdrawal took place without any problems, and the seat welding took place to
an accuracy of 0.05mm (0.002"), meaning that no re-facing of the new seat was necessary.
A further practical application has been to machine badly damaged seat faces prior to
lapping, and thereby considerably reduce the timescale required for the more conventional
type of seat refurbishment.
C583/029/2000 IMechE 2000 11
6. CONCLUSIONS
This paper has shown how the replacement of seats inside main steam isolation valves can be
performed in-situ to factory standards in a fraction of the time, and with a substantial saving
in cost and disruption to the power station.
7. ACKNOWLEDGEMENTS
The author would like to thank British Energy, Heysham 2 Power Station for permission to
use those photographs taken on their site. The author would also like to acknowledge the
work of Hopkinsons' Chief Metallurgist / Welding Engineer P A Wenn, and Hopkinsons'
sub-contractors Reekie Machining (for in-situ machining ) and GRWS (specialist users of
Arc Machines welding equipment) for their contribution in developing seat replacement as a
successful process. In addition the author would like to thank the directors of Hopkinsons
Limited, a member of the Weir Group of Companies, for permission to publish this paper.
8. REFERENCES
(1) A.W.CROSSLAND. "Valve developments for thermally cycling plant." IMechE
Seminar on 'The two shifting of CCGT and fossil fired steam plant.' 1995.
(2) A.W.CROSSLAND. "Valve developments in reducing the costs of power generation."
IEE Conference on 'Life management of power plants.' 1994.
APPENDIX A - DETAILS OF HOPKINSONS SEAT BORING MACHINE ( LARGE )
Manufacturer - Mirage Machines Ltd.
Power source - Nominal 7 bar (100 psi) filtered air to a pneumatic turbine.
Auxiliary requirements - Inspection lamp, vacuum cleaner, lifting facilities, pipe bungs,
mirror etc. Provision to insert a camera if required.
Cutting tool - Throwaway tips. Replaceable whilst the machine is in-situ.
Feed - Powered. Depth of cut adjustable, whilst the machine is in-situ.
Approx. weight - 350 kg.
Accessory - Back support, located in the opposite seat bore and then moved
up to support the machine once it has been installed.
Typical time - For installing, setting up and machining: one shift per seat.
(Note: The smaller machine was similar, manufactured by Reekie Machine (Sales) Ltd,
incorporating a machining head designed and made by Mirage Machines Ltd.)
APPENDIX B - DETAILS OF THE ORBITAL WELDING MACHINE.
Type- Compact, 200 Amp, water-cooled, customised, Arc Machines
TIG unit. Mandrel designed by GRWS.
Power supply - Microprocessor controlled, programmable.
Articulation - Rotational speed adjustable, oscillation available but not used,
automatic arc voltage control controlling torch position. Wire
feed adjustable, from on-board spool, synchronised with pulse.
12
C583/029/2000 IMechE 2000
C583/010/2000
Spiral welding - cutting the cost of maintenance, but
not the quality
S F CLARKE, G LINDSELL, and B PAYNE
Spiral Weld Limited, Southampton, UK
" SPIRAL WELDING " - Cutting the cost of maintenance, but not the quality.
The current economic climate places maintenance managers and engineers are under increasing
pressure to reduce the cost of maintaining their plant whilst reducing down time, without
jeopardising plant integrity.
This pressure is set to increase for the foreseeable future.
The aim of this paper is to demonstrate the spiral welding recovery and renewal solution for worn
or damaged components that offers real benefits for cost savings, delivery time-scale reductions
and enhanced performance compared to original engineering manufacturers (OEM) replacement
spares. It will illustrate the technology involved, examine typical applications, show the benefits
and advantages and explore the development of unique weld repair processes for new applications.
It concludes with a case study demonstrating the repair and recovery of a Nuclear Power Station
high value, long lead time component, thought to be beyond use.
1. THE TECHNOLOGY
Spiral welding is a process using refined Pulsed Gas Metal Arc Welding (GMAW)
technology, with skilled application coupled to automated control systems.
1.1 The Spiral Welding Process.
This is a process where a continuous weld overlay is used to rebuild worn or damaged
areas, or increase the dimensions of a component part. It is a low heat input process during
which individual layers of weld and their associated heat affected zones are tempered and
the grain structures refined by subsequent and overlapping runs. The process requires the
means to achieve continual and controllable rotation of the component being repaired. This
could be a centre lathe or any other suitable means.
Integrated component rotation / welding torch travel control allows a smooth
homogeneous weld to be kid down on the parent material creating a surface which
requires minimum finish machining.
C583/010/2000 IMechE 2000 13
Possible distortion of the component due to unbalanced stresses from the welding process are
either eliminated or controlled to an acceptable level by the symmetrical configuration of the
weld overlay and control of the heat input.
Delivery of the desired repair material is via a modified and refined gas metal arc welding
process. To achieve the necessary weld quality it is crucial the surface speed of the weld,
heat input, wire size, gas shield and wire material are determined and delivered to close
tolerances. The final weld integrity and hence the quality and longevity of the repair are
dependant on these factors.
The most successful spiral weld applications are those where heat input in minimised
during the welding process. To achieve this, the surface speed of the weld is maximised
and the wire diameter and welding current minimised to maintain a consistent weld pool.
Failure to achieve these criteria may result in severe porosity of the weld and an
undesirable course grain structure of the material in the heat affected zone of the weld.
Fig 1 Close up of weld overlay
1.2 Design of the Repair and Weld Material Selection.
The design of the repair should take into account the failure mode of the component, its
service conditions and the possibility of preventing future failure or extending the
component service life or both.
Selection of the weld overlay material is key to this.
14 C583/010/2000 I MechE 2000
The selection of an appropriate weld overlay material can be based on two broad criteria.
Firstly, a match of the parent material with a filler wire of the same or closest available
specification material.
Secondly, the use of dissimilar overlay materials to give enhanced performance against
corrosion, erosion or wear.
The parent material or equivalent solution generally presents few problems within the
normal range of weldable materials.
The design of a dissimilar overlay solution requires much greater consideration of the in
service conditions of the parent component together with the suitability of the overlay
material to these.
Consideration must be given to the post weld grain structure within the weld and heat
affected zone. Together with such factors as the difference in coefficient of thermal
expansion, the strength and ductility of the two dissimilar materials and the possibility of
galvanic action between the two materials and any other connected component.
In order to ensure that acceptable levels of local strain are not exceeded at the interface
between the overlay and substrate, either during the welding/heat treatment cycle or during
service, the relative thermal expansion coefficients must be carefully considered.
The criticality of this relationship increases with the in service operating temperature of the
parent component.
General guidelines for the difference tolerance indicate that service temperature
applications below 250 degrees C can withstand up to 50% difference, whilst higher
temperature matches, above 450 degrees C, should be within 10%.
Strength and ductility considerations must be related to the mechanical duty of the parent
component. For example, if a martensitic steel shaft with an UTS of approximately 1,000
mpa is repaired at a highly stressed location with a substantial thickness of Nickel, UTS
approximately 100 mpa then the component would fail by fatigue in the repaired area.
Similarly if a flexible element which might withstand service strains of up to 1% is coated
with a hard-facing alloy having a fracture ductility of 0.3%, this will crack in service, and
probably generate a propagating crack into the substrate.
Where there is a significant difference between the electrochemical potential of the two
materials there is a risk of enhanced corrosion, especially at the metallurgically sensitive
area of the heat affected zone. Clearly, this must be adequately accounted for if the
component will be subjected top aqueous immersion.
1.3 Pre and Post machining of the component.
Components should be fully pre-machined to remove all of the damaged area that is to be
recovered. Should the damaged area include a key-way, thread, O-ring groove or other
such stress raising feature, the entire feature should be removed and reproduced
completely in the replaced material. When pre machining, the tool should be designed to
produce a cutting angle to assist total fusion of the overlay and parent material. Fusion
defects can be minimised by close attention to the quality of the surface finish prior to
welding.
Due to the relatively even surface finish achieved during the welding process, post weld
machining of repaired components is straightforward, even where hard-facing materials
have been used.
C583/010/2000 IMechE 2000 15
1.4 Pre and Post Weld Heat Treatments.
The use of pre heat together with surface preparation and the use of low hydrogen,
hydrogen tolerant consumable wire virtually eliminates the risk of hydrogen cracking
during welding.
Small components may hold their pre heat temperature during a short welding cycle due to
the heat input from the welding process. Large components may not maintain the pre heat
temperature in a similar manner, and will require additional heating during the weld cycle.
In general, with carbon steels the pre-heat temperature used would be 225 - 250 degrees
C. This temperature is maintained throughout the weld cycle. Non ferrous metals such as
austenttic or duplex stainless steels or bronzes are not quite as critical, where a preheat
temperature of 150 degrees C is acceptable.
PWHT is used to control the more significant problem of the transformation of the
substrate to untempered martensite during welding, which significantly increases the risk
of crack initiation by a wide range of mechanisms, dependant on service conditions.
Detailed studies have shown that the only practical way of preventing problems in service
is to reduce the susceptibility of the microstructure by fully tempering the martensite
formed by a PWHT. This also relieves the residual stress in the weld.
A typical procedure would include ramping up at 50 - 100 degrees C per hour to a
temperature in the region of 600 degrees C or above, with the material then being allowed
to soak at the upper temperature for 1 hour for each inch of the diameter of the component.
This is followed by controlled cooling at 50 - 75 degrees C per hour, down to 300 degrees
C and completed by normal cooling in still air.
1.5 Control of component distortion.
The welding process creates little or no distortion to the parent component, prior to
PWHT, as the residual axial and hoop stresses created are generally symmetrical around
the circumference of the component. PWHT, where required, will normalise these stresses.
For solid or hollow component's which do not require PWHT, finish machining to the
recovered areas ensures compliance with the necessary tolerances.
For thin walled hollow components, allowance is made for hoop stresses causing a
reduction of the bore dimension following cooling of the weld. This dimension is
recovered during the finish machining process.
1.6 Non Destructive Testing (NDT)
The majority of repairs made by the process are of comparatively shallow depth and are
tested using dye penetrant and magnetic particle techniques (MPI)
Special attention is paid to the areas where the weld repair axially adjoins original parent
material, to ensure complete fusion in these areas.
Where the depth of the repair exceeds the range of MPI, ultrasonic and radiography
techniques are used as appropriate.
1.7 Quality Assurance (QA).
The failure implications of repaired components can clearly be very serious for both safety
and costs in repair and plant downtime. It is therefore essential that repair procedures are
fully documented and the work audited for compliance to procedure.
This is best achieved through adherence to an accredited ISO 9000 system.
16 C583/010/2000 IMechE 2000
2. Typical applications
The process can be applied to any component that can be rotated. Typical applications
include the repair and up-grade of power plant components from: gas turbines, steam
turbines (ESV, CIESV, governor valves etc) boiler feed pumps and feed regulating valves,
desuperheater spray nozzles, other control valves, cooling water pumps, fens, gas
circulators and many more.
The cause of the original failure should be established prior to designing the recovery
process such that the component can be re-engineered for increased service life and
efficiency.
Fig 2. CW pump shaft repair
Fig 3. Various High pressure /High temperature components awaiting final NDT
C583/010/2000 IMechE 2000 17
Fig 4. Recovery of location diameter on pre mix nozzles.
3. Benefits and Advantages
As maintenance staffs are under increasing pressure to reduce costs and downtime without
jeopardising plant integrity. The ability to recover, renew and often improve high value
components at site or in works to short time-scales becomes a powerful tool offering a
genuinely cost effective solution.
Maintenance decisions can be made once the plant condition is fully known which can
also allow major reductions in spares stockholdings and the associated costs.
Components once considered 'scrap' can be recovered to full service at a fraction of the
cost of a new component without the normal long lead time problems, or alternative costs
of strategic spares holdings.
Some typical benefits and advantages would be: -
Enhanced component performance with material upgrades.
Reduced delivery time.
Substantial cost savings compared to OEM replacement parts.
Alternative supplier to OEM.
Proven technology in Nuclear, Fossil fuel and Gas Power industries.
Reduced stock holding.
4. Developing unique solutions
OEM strategic parts are often seen as the preferred or only option for the replacement of
damaged components. Proven spiral welding technology allows the specific development
of recovery processes, as an alternative to high value replacement parts.
Much experience and expertise has already been gained and proven during complex
recovery processes. The development of welding applications together with special tooling
and machining techniques continues to extend the cost effective recovery range of high
value, long lead time component parts.
18 C583/010/2000 IMechE 2000
5. Case Study
The case study examines the repair of a 4.5 ton CO2 gas circulating rotor from the primary
cooling circuit of an AGR Nuclear Power station. It explores all the aspects of the repair,
from initial conception to completion, commissioning and service history to date.
Initial discussions with the owner of the rotor revealed that it was unfit for service due to
severe radial scoring to the bearing journal areas and gas seal face. The OEM replacement
cost was in excess of 250K with a lead-time in excess of 18 months.
At the request of the plant owners, a feasibility study was carried out to explore the
possibility of recovering the rotor using spiral weld technology.
The gas circulating rotor material was established as EN8D and an overlay material
selected to match the properties of the parent component as no significant advantage could
be gained by using a dissimilar overlay.
A method statement and weld procedure were prepared and submitted to the client for
consideration and approval by their Metallurgist and Welding Engineer.
Following acceptance of these, full-scale weld tests were then carried out to prove the
process and examine the resultant material properties and microstructure.
A similar piece of material in specification and size as the subject rotor shaft was pre-
machined for spiral welding tests of one, two and three layer overlays. Each overlay built
up approximately 1.5mm of weld material. On completion, the test piece was subjected to
MPI, Ultra- sonic and hardness values assessment and then cut into several segments and
numerous sections taken along the deposited overlay.
In some areas, notably, in the two to three layer deposits, there was evidence of carbon
dilution near the fusion boundary. This had been tempered by the PWHT. Macro hardness
tests were also conducted along with mechanical tests.
The test piece was deemed to be a complete success with no signs of cracking at the
interface. The weld substrate interface was shown to be superior to that of the substrate.
Where martensite had been produced in the dilution layer, the PWHT tempered the
material, removing any risk of stress corrosion cracking.
As the rotor gas seal face forms part of the primary containment circuit of the reactor, a
safety case, modifications procedure was prepared for approval by the Nuclear
Installations Inspectorate (NII). This approval is required before any repaired component
can be put into service. Approval was obtained.
Having now established that the spiral weld recovery process was a complete success, the
next stage was to carry out the repair of the actual rotor.
The rotor was mounted in a lathe and the worn areas pre machined. (See fig 5 below).
C583/010/2000 IMechE 2000 19
Fig 5. Damaged AGR gas circulating rotor bearing journal
Upon completion of pre machining the rotor was prepared for welding. A pre heat of 225
Degrees C was selected. Due to the dimensions and material of the rotor it was crucial that
this temperature was maintained during the complete welding cycle. The rotor was
wrapped in a specially designed insulated ceramic-heating jacket, with minimal access
allowed for the welding torch. On completion of the weld the rotor temperature was raised
to 300 degrees C and the rotor lifted into a vertical position to carry out the PWHT.
Fig 6. Rotor undergoing welding
20 C583/010/2000 IMechE 2000
The rotor temperature was increased at 50 degrees C per hour to a maximum temperature
of 620 degrees C + or - 10 degrees. This temperature was maintained for 7 hours (1 hour
per inch diameter). The rotor cooling rate was controlled at 50 degrees C per hour down to
250 degrees C and then the thermal insulation removed for cooling to ambient. The rotor
was then reset into the lathe, checked for concentricity and proof machined to + 0.020" on
final dimensions to establish weld integrity by full NDT as per the original test samples.
Fig 7. PWHT in vertical position Fig 8. Heat treatment control equipment
Following successful completion of NDT testing, the rotor was finished machined to the
final dimensions, tolerances and surface finish.
This repair was carried out in 1994. The rotor was installed and commissioned back into
service under close supervision of the Power Station engineers. The reclaimed rotor has
now been in service successfully for several years.
A total of four gas circulating rotors have now been recovered for two different Power
Stations. One of these also had a significant bend, which was removed during the recovery
process.
Conclusion.
Spiral welding offers a rapid and relatively inexpensive means of recovering and
improving the large number of rotating components scrapped each year.
Substantial cost and time savings are available and with proper control and selection of
materials, the recovered component will outlive the original and will often return
substantial savings in the cost of plant operation.
C583/010/2000 IMechE 2000 21
The technology involved has been proven over many years with many successful
operating hours for recovered components. This offers a low risk, high gain maintenance
solution for plant owners and operators.
Spiral welding is generally under-utilised in the Power Generation Industry. The potential
savings and high probability of success should encourage maintenance decision-makers to
consider the recovery rather than replacement of round section components.
22 C583/010/2000 IMechE 2000
C583/020/2000
Beyond repair - cost-effective management of boiler
tube failures
P J JAMES
Power Technology Centre, PowerGen UK plc, Nottingham, UK
ABSTRACT
Given the competition that exists in the power generation market, operators require that plan
should operate with consistent high availability and reliability to enable generation income to be
earned. The competition introduced when the power industry in England and Wales moved from
public to private control has radically changed the operating regimes of the 500MW Unit, coal
fired stations. Base load operation has been progressively replaced by demands to two-shift and
even double two-shift, giving rise to an increased threat of plant failures. This paper describe
how PowerGen has met the challenge of managing boiler tube failures in this competitive
commercial environment through developing an integrated, holistic approach to assist in
planning maintenance and repair strategies.
1. INTRODUCTION
The liberalisation of the electricity market in England and Wales more than a decade ago ha
radically changed the operating regimes of the 500MW Unit, coal-fired stations, base load
operation being progressively replaced by demands to two-shift and even double two-shift
Against this background, there is a strong commercial requirement for these plants to operat
with consistently high levels of availability and reliability.
The strong economic incentives to achieve faster response times on start-up has inevitably
impacted upon the integrity of thick section components such as economiser headers, high
temperature headers, boiler stop valves and steam turbine components
1
. However, these flexible
operating regimes also have important consequences in the boiler circuit where tubing is exposes
to the hostile interaction of extreme thermal, mechanical and chemical conditions during service
This paper reviews how PowerGen has met this challenge by developing a structured, proactive
approach to the problem of boiler tube failures (BTFs) on its coal-fired plant founded upon
established and proven techniques.
C583/020/2000 IMechE 2000 23
2. BOILER TUBE FAILURE MANAGEMENT
The economic, operational and safety implications of a boiler tube failure are understandably less
than those associated with the catastrophic loss of other components in the power train such as
headers and turbine rotors. Consequently, each boiler tube failure incident could be considered in
isolation, missing the broader economic impact of the problem. However, their cumulative effect
has meant that boiler tube failures represent the major cause of availability loss in fossil-fuelled
steam generating plant world-wide. Great economic benefits are to be derived, therefore, from
preventing failures. However, the total elimination of tube leaks is both impractical and
economically prohibitive and ultimately a utility must seek to manage the threat, balancing
expenditure on preventative maintenance against the greater financial returns associated with
improved reliability and availability of plant.
The cost effective management of boiler tube failures demands a structured, holistic approach to
the problem, acknowledging inextricable links between individual failure events and the broader
implications for the plant, both specific and generic. Whether related to the rate and incidence of
failures, or to availability loss, the acceptance limits set for BTF control must reflect the
company's objectives and also the dynamic commercial environment in which it operates. In
seeking to accommodate such effects, PowerGen's policy on managing BTFs has focused on
developing:
Effective procedures for application during breakdowns
Co-ordinated condition monitoring at planned plant outages
Proactive maintenance strategies
These aspects are discussed in more detail in the following sections.
3. EFFECTIVE BREAKDOWN PROCEDURES
The importance of implementing effective repair procedures at times of breakdown should not be
underestimated, a disturbing aspect of the world-wide BTF problem being the high proportion
which recur in the same area, or even the same tube, as previous incidents. A significant
proportion of these preventable 'repeat' failures are the consequence of implementing incorrect,
or inappropriate, repair techniques at the original breakdown. This is the most obvious, and cost
effective, target of any BTF management programme.
Crucial to taking the most appropriate action during a breakdown outage and minimising its
duration is to identify the root cause of the failure as quickly as possible. Each tube failure is the
product of the complex interaction between the environment to which the tube is exposed and the
mechanical loading to which it is subject. The dominant factors responsible for failure usually
leave their fingerprints on the failed component. Recognition of these physical characteristics
often facilitates a ready diagnosis of the root cause, enabling appropriate inspection and
corrective techniques to be implemented. Understanding the nature of an emergent problem at
this stage can also assist in formulating proactive maintenance strategies through the taking of
samples during the outage, subject to time constraints, for subsequent metallurgical examination.
24 C583/020/2000 IMechE 2000
Within PowerGen, privatisation was accompanied by major changes in staffing levels at stations,
significantly reducing the numbers of experienced personnel. Recognising this potential
vulnerability, the company initiated a training programme directed at personnel recently recruited
into boiler task groups to impart an appreciation of the importance of boiler tube failures, to hone
diagnostic skills and develop an understanding of the measures which can be applied during
short forced outages to minimise the overall cost. This highly successful training exercise has
subsequently been opened to include external customers from a diverse spectrum of industries
and has formed the basis of the diagnostic modules in the POWERTUBE
V
software package.
4. BOILER TUBE CONDITION MONITORING
4.1 Overall Survey Maintenance Strategy
An important aspect in formulating proactive maintenance strategies is the information gained
regarding the condition of tubing in banks, walls and pendants provided by NDT inspections and
other techniques performed at breakdown outages and statutory surveys. Inevitably, the major
thrust of this approach is directed towards wear-out mechanisms, such as creep, fatigue and
wastage, by virtue of their progressive nature. In excess of 60% of all tube failures are
attributable to mechanisms contained within this grouping. Inspection strategy is guided by
feedback from BTF reviews (Section 5.3), both boiler specific and generic, and visual
inspections of boiler tubing early in the outage by trained personnel.
The incidence of repair-fault failures, and to a lesser extent random failures, is a function of the
quality control employed at surveys and breakdowns and can, therefore, be maintained at low
levels, typically below 25% of tube leaks. That defective welds represent the dominant source of
failures in this category highlights the need for diligence and effective policing when making
tube replacements. With the introduction of improved welding procedures, welding
consumables, good working practice and effective QA, the production of consistent, high quality
welds is readily achievable. The defects which do arise are often the result of poor welding
technique or inadequate quality control.
Management of the BTF threat to predetermined limits is dependent on the actions taken at
planned outages to mitigate and eliminate the risk of wear-out failures. The impact of recent
changes in operating regime on the propensity for failures to occur by a number of the wear-out
mechanisms that can be operative, and how PowerGen has addressed these issues, is discussed in
the following sections.
4.2 Fatigue Related Mechanisms
Already one of the dominant failure modes in UK plant, increased flexible operation has had a
major impact on fatigue related failures, particularly those caused by internal corrosion fatigue.
v
POWERTUBE - a modular, Windows based software package developed by Power Technology to promote cost
effective boiler tube maintenance strategies.
C583/020/2000 IMechE 2000 25
Most derive from thermally induced stresses at positions of restraint during start-up, shut-down
and load changes.
The pattern of failures has generally exhibited a distinct bias towards the steam generating circuit
(>50%), chiefly as a consequence of cracking at tube-wall attachment positions, particularly local
to burner box positions and furnace access ports. Opportunities have arisen to tackle hot-spots of
activity, enabling the fitment of improved attachment. However, the detection of wall attachment
cracking, usually by MPI or ultrasonic testing, and remedial maintenance work is generally
compromised by poor access, invariably resulting in failures being tolerated until preventative
action can economically be justified.
Fatigue failures at other high risk positions, such as fin attachments around sootblower and
burner apertures, tube-tube attachments in superheater and reheater stages and header stub welds
have been more amenable to control, once identified, through routine inspection and corrective
maintenance at surveys. As a consequence, failures at these locations have been less prominent
than at wall attachments.
4.3 Water Chemistry
The oxide scales developed on the bores of furnace wall tubes typically comprise an inner grown
layer, overlayed by deposited iron oxides. Boiler start-ups disturb spalled and accumulated oxide
debris resident in the larger vessels of the feedwater circuit, such as the deaerator storage tank.
This debris is subsequently carried over into the boiler circuit where it subsequently deposits
preferentially on the bore of tubes in high heat flux zones of the combustion chamber and at flow
disturbances, such as the bends which form the furnace nose. An increased frequency of Unit
starts thereby greatly enhances the rate of scale build-up. Unchecked, the development of thick
bore oxides impairs heat transfer, causing increased metal temperature, which in turn leads to
increased rates of scale thickening of the in-situ growth to further exacerbate overheating. These
events ultimately culminate in a premature overheating failure.
Cyclic operation also increases the propensity for condenser leaks to occur. These allow the
ingress of contaminants to cause deviations in water chemistry rendering the tubes vulnerable to
on-load corrosion, particularly those having thick waterside scales.
To alleviate this threat, tube samples are routinely taken from known high heat flux areas to
monitor scale development. A chemical clean is advised where the oxide thickness exceeds a
nominal threshold of 50um, although this may be relaxed when a boiler has traditionally
exhibited low growth rates.
4.4 Furnace Wall Fireside Corrosion
The fireside corrosion mechanism active on the furnace wall is associated with gaseous species
in the flue gas. The most severely corroded tubes are invariably located in the combustion zone
where strongly reducing conditions associated with close flame proximity preclude the
development of protective oxide scales. This renders the tubes vulnerable to attack by aggressive
fuel-derived species, such as H
2
S and HC1.
26 C583/020/2000 IMechE 2000
Operation at higher loads has been found to increase the propensity for flame impingement, this
arising from deterioration in the performance of milling plant when full capacity is approached.
This results in coarser pf which requires a longer time of flight for complete combustion, so
inflating the flame envelope. Operation at high loads can also result in the maldistribution of pf
between burners encouraging substoichiometric combustion and the generation of strongly
reducing conditions on the furnace wall.
The problem of furnace wall corrosion of boiler plant in the UK has also been aggravated in
recent years by changes in the coal composition associated with the closure of a number of
mines. Thus, this has reduced significantly the number of fuel supplies available to generators
and effectively removed mid-ranking fuels with respect to chlorine levels (0.2-0.4%C1) from the
market; higher chlorine coals are being delivered to PowerGen's stations. Where furnace wall
tubes are exposed to reducing gaseous environments, typically where corrosion rates exceed
100nm/hr, increases in weighted mean coal chlorine have been found to exacerbate the rate of
metal loss.
Inspection and maintenance strategies have therefore been needed to reflect the potential threat of
such failures. Consequently, ultrasonic tube wall thickness measurements are performed
routinely at each statutory boiler outage and the data analysed using the WallMap module within
the POWERTUBE software suite to allow prevailing rates of furnace wall corrosion and/or
sootblower erosion to be readily established. From these data, optimal tube replacement
strategies have been derived. The simultaneous generation of wastage rate profiles enables the
early recognition of detrimental, or beneficial, changes in corrosion rate. These can then be
linked to changes in operation, combustion or fuel, allowing corrective measures to be identified
and taken.
4.5 Long Term Creep/High Temperature Fireside Corrosion
Superheater and reheater tubes may fail well inside their intended design life by a combination of
high temperature fireside corrosion and creep. Consequently, it is necessary to consider the effect
of both mechanisms in the derivation of estimated residual tube life in these stages.
At the relatively low tube metal operating temperatures experienced by horizontal tubing in the
convective pass, typically below 550C, the ash deposits in contact with the tube substrate and/or
corrosion scale are present as a porous solid layer. However, in the later stages where tube metal
temperatures approach 600C, alkali metal sulphatic species present in the accumulated ash
deposits become molten. As the temperature increases through the melting range of these
deposits, the chemical activity of the melt is increased, causing a rapid rise in the corrosion rate.
These rates are significantly above those anticipated from exposure to the local gaseous
environment alone. The wastage is characterised by the development of wastage flats at
approximately the 2 and 10 o'clock positions relative to the incident gas flow and is invariably
most pronounced on leading tubes by virtue of their greater exposure to incident heat flux
(temperature) and deposition. Although the impact of fuel chemistry on high temperature
corrosion remains contentious, empirical studies on UK plant have correlated wastage rates on
austenitic tubing with the weighted mean coal chlorine content. In view of the recent changes in
operation and fuel chemistry, tube wall thickness are routinely monitored at those locations
perceived to be vulnerable.
C583/020/2000 IMechE 2000 27
The microstructural nature of creep damage precludes the use of NDT techniques to monitor
consumed life. This objective is met through the taking of samples at selected positions from
those stages considered to be vulnerable to creep failures. Extended operation at elevated
temperatures causes progressive, thermally enhanced degradation of the tube microstructure. For
ferritic steels, this process can be defined in terms of a time-temperature mathematical
relationship, enabling the mean metal operating temperature to be derived from the degree of
microstructural degradation after a known period of service. This feature is incorporated into
POWERTUBE's CreepLife module, which then uses the derived temperature and details of the
tube geometry and operating pressures and the active corrosion rate to establish the residual
useful life of similar tubing still in service. This information provides the basis for developing
optimum tube-bank replacement strategies.
Figure 1 FEATURES WHICH PRECLUDE THE USE OF STEAMSIDE OXIDE
THICKNESS TO ESTIMATE MEAN METAL OPERATING TEMPERATURE,
A) LAMINATED SCALES B) WUSTITE GROWTH.
The mean metal operating temperature of ferritic boiler tubes can also be derived very effectively
from the thickness of the steamside oxide, taking advantage of the material-specific time-
temperature relationships which define the scale growth kinetics. Metallographic examination of
the scale thickness can be very important in order to detect features likely to invalidate the
kinetic data used in the temperature derivation stage. Wustite growth (FeO) during periods of
operation at extreme temperatures (typically >620C for low alloy steels) greatly accelerates
oxide thickening rates, affording scope for gross overestimation of metal temperature (Fig 1).
Equally unreliable results can also be obtained when repeated spelling of the bore scale in service
leads to the development of laminated scales (Fig 1).
4.6 Fly Ash Erosion
Failures from fly-ash erosion failures are confined almost exclusively to the convective pass,
with a distinct bias to the economiser banks, despite the apparently more exposed positions of
the primary superheater and reheater stages. The failure distribution arises from the increased gas
velocity within the elements, the narrow pitch of which precludes any meaningful inspection of
all but the top tubes.
28 C583/020/2000 IMechE 2000
Particulate velocity has the greatest impact on erosion rate and will tend to increase with load. In
PowerGen, cold air velocity measurements have begun to be used to identify areas vulnerable to
erosion. Such information has been valuable in assessing the effectiveness of design
modifications to mitigate existing erosion problems and, importantly, allows efficient targeting
of ultrasonic wall thickness checks at surveys.
5. PROACTIVE TUBE FAILURE MANAGEMENT
5.1 The PowerGen Database
Pivotal to the multi-faceted approach adopted by PowerGen to BTF management has been the
maintenance of a comprehensive tube failure database. This enables a quantitative assessment to
be made of the failure risk and highlights areas of concern where pre-emptive action can lead to
improved availability.
Since 1973, every tube failure which has occurred on CEGB, and subsequently PowerGen, fossil
fuelled plant of 100MW capacity or greater, has been recorded on a fully structured, relational
database maintained at Power Technology. Where available, details of reported failure incidents
from earlier periods have been added to the system to give an even more complete data set. The
relational structure of the POWERTUBE Database enables complementary information regarding
plant design and construction, survey dates, major repairs at survey, monthly/quarterly operating
statistics and system code configuration to be held on smaller, linked databases maintained in
parallel. Adopting this configuration minimises the storage demands on the host computer
without compromising the analytical potential of the system.
Each record is initiated by the return to Power Technology of a standard BTF report proforma
completed by the engineer responsible for overseeing the repair. Included on the proforma is a
provisional diagnosis of the cause of failure. All reports are reviewed by experienced
metallurgists at Power Technology before entering the details onto the database to ensure the
fidelity, as far as possible, of the data held on the system. Where uncertainty in the diagnosis
exists, typically 18% of all cases, the failure is subject to a metallurgical examination. Using the
Diagnostic module in POWERTUBE, it is estimated that a satisfactory diagnosis of the cause of
failure is made in approximately 96% of cases.
5.2 Database Analysis
Whilst the cost of maintaining a BTF database is relatively inexpensive, the accumulated
information has limited intrinsic value without the development of complementary analytical
routines. Graphical illustration of both the magnitude and nature of the perceived BTF problem
is central to the production of review documents. These provide essential feedback to maintain
the support of senior management and afford guidance to station engineers in planning long term
maintenance strategies.
The generation of analytical reports for inclusion in reviews and for planning monitoring
exercises is therefore a paramount consideration when conceiving the infrastructure for a
C583/020/2000 IMechE 2000 29
database, although inevitably this should be tempered by practical considerations. The recording
of all available information from each incident may be an admirable objective, but station
engineers will be reluctant to complete failure proforma if the procedure is over-complex and
demanding on time. The present system is the product of many years of refinement to this
process, maximising the analytical potential of the system whilst recording only the essential
information from each failure incident.
5.3 Analytical Procedures
The analytical procedures used within PowerGen to interrogate the BTF database can be divided
into two distinct groupings:
i. Retrospective or Review Analysis - As part of the maintenance planning process,
reviews of BTF performance for the Company and individual stations are issued on a
quarterly and annual basis. Within these documents, trends for all stations, groups of
stations and for particular causes of failure are examined, with comparison of current and
past performance made as appropriate. The objective is always to provide data to assist in
the allocation of resources, including guidance for survey inspection strategies, to judge
the effectiveness of maintenance policy and to identify emerging generic problems.
Figure 2 FAILURE RATE PLOTTED AS A 4-QUARTER MOVING AVERAGE
TO HIGHLIGHT LONG TERM FAILURE TRENDS AT A POWERGEN
STATION WHILST REMOVING THE INFLUENCE OF KNOWN
SEASONAL EFFECTS
The statistic quoted most frequently in these reports is 'Failure Rate', defined as the
number of failures per 1,000 Unit running hours. This normalisation of the data provides
a basis for comparison between different groups of boilers over different time periods.
Long term trends in failure rate are highlighted by plotting the information as a 4-quarter
moving average (Fig 2), removing known seasonal effects associated with statutory
30 C583/020/2000 IMechE 2000
surveys. The other important failure statistics included in these reports include the
number of failure incidents and those responsible for forced downtime, the availability
loss attributable to tube leaks and the mean outage duration.
ii. Predictive Analysis - Anticipating future trends associated with a problematic
failure mechanism in a specific boiler section is an inevitable part of planning
maintenance. To be useful for planning, any predictive technique must estimate the time
at which the failure rate is deemed unacceptable, not simply the time to the first failure,
which may itself be difficult to anticipate. At the simplest level, such predictions may be
made on the assumption that failures will simply continue at their current rate, or perhaps
incorporate some intuitive feel for a moderate increase. However, with the information
stored on a database, the forward projection of tube failures can be made with greater
confidence by employing the Weibull Distribution Function, as in the POWERTUBE
Forecast module. Weibull analysis represents a uniquely powerful and versatile statistical
tool for the analysis of reliability data and hazard probabilities by virtue of its ability to
model situations irrespective of whether the failures represent part of an increasing,
decreasing or constant hazard regime. However, interpretation of such statistical analysis
should always be tempered by engineering judgement.
Figure 3 PLOTTING OF FAILURE DATA ON LOG-LOG AXES TO DERIVE
THE a, (3 AND y COEFFICIENTS IN THE EQUATION DESCRIBING
THE WEIBULL DISTRIBUTION
Whilst also valid for repair-fault failure sequences, the technique has mainly been used
within PowerGen to predict future trends in wear-out failure mechanisms to optimise
C583/020/2000 IMechE 2000 31
replacement strategies. Experience has found that mechanisms such as creep, fireside
corrosion and erosion relate to operating hours. However, fatigue related failures show
better correlation with Unit starts.
6. SUMMARY
Managing the frequency of boiler tube failure incidents within economic criteria influenced by
a competitive electricity market requires a multi-faceted, systematic approach to the problem.
Engineers must be trained to recognise the cause of tube failures during forced outages to
enable appropriate corrective action to be implemented to mitigate the risk of repeat failures.
The accumulation of information on the condition of banks, walls and pendants is central to
the formulation of proactive maintenance strategies to manage tube failures. This may be
gained via NDT inspections and metallographic examination of selected tube samples taken at
breakdown and statutory outages.
The creation and maintenance of a BTF database permits the early recognition of emerging
generic and or operational problems, enable a proactive approach to be taken to formulating
survey maintenance strategies.
7. REFERENCE
1 B V Dingle, J K Davison, M J Pulley and J D Wilson Assessment of Damage Costs due
to Flexible Operation: A Utility's Approach and Experience EPRI Fossil Plant
Maintenance Conference, 29 July-1 August 1996, Baltimore, Maryland, USA
32 C583/020/2000 IMechE 2000
C583/027/2000
The use of novel diagnostic and retrofit design
techniques to eliminate coal and ash storage failures
H WRIGHT
H Wright and Associates, UK
SYNOPSIS
This paper highlights six areas of conceptual applications engineering where, over the last
decade, the use of (i) novel diagnostic and (ii) retrofit design techniques has provided solutions
aimed at the elimination of coal and ash storage failures.
The novel diagnostic tools outlined relate to (a) Representation of any new or existing design of
mass or core (funnel) flow bin, hopper, bunker or silo, by a unique graphic flowability criterion,
(b) On-line coal handleability indices, (c) Diagnostic use of archive plant operating data enabling
the assessment of unit bunker coal flow failure rates and (d) On-line laser scanner identification
of bunker flow regimes to avoid ratholing and blow-backs.
The retrofit design techniques to improve flow relate to the use of (a) Unit coal bunker wall
linings, static inserts and feeder profiling and (b) Combined (mass and core) flow geometry for
boiler grit and ash hoppers.
The conceptual information outlined in this paper has been used to help solve materials handling
problems at Drax, West Burton, Eggborough, Tilbury, Kingsnorth, Rugeley, Ironbridge and
Longannet power stations.
1 . INTRODUCTION AND BACKGROUND
1. In January 1992, an independent survey at the then National Power-owned Drax power
station provided a useful opportunity in the UK to evaluate the benefits of flow property
C583/027/2000 33
measurement when applied to the handling of coal, ash and dust (1). Implementation of key
recommendations was fast (2), leading to a coal handling investigation on a wide range of
UK coals expected to be burned in the future (3, 4). The benefits of flow property
measurement were major, allowing retrofit/new designs to be made which improved flow
and reduced coal flow failures at the station's unit bunkers (6). The retrofit flow
improvement concepts that started at Drax were soon applied and extended to other UK
stations.
2. In July 1992 a novel diagnostic technique was developed that facilitated the determination of
a unique graphic flowability criterion for the design of any coal bunker.
This is based on a combination of the flow properties of the stored bulk solid and the bunker
geometry. When overlaid on the Jenike Flow Function for the coal to be stored, the graphic
flowability criterion gives an immediate indication "Go - No-Go" flow capability.
3. Development work carried out in October 1993, provided power stations with the
opportunity of having continuous, on-line, real-time, coal handleability variations based on
two elements:- (i) an on-line moisture meter and (ii) individual coal categorisation software.
4. In April 1994 a survey of coal flow failures was carried out at the then National Power-
owned Drax power station. The methodology developed was based on a novel diagnostic use
of archive OIS data relating to standard information on temperatures, feed rates, generating
power, mill power etc during normal plant operation (5).
5. In April 1997, a novel bunker management diagnostic technique, involving laser scanning
technology that provides real-time, on-line surface profile data, was succesfully tested at
Tilbury power station (7). The laser monitor, in this situation, was used as a diagnostic tool
with standard software and a laptop computer. Compared to the plumb line method, the level
accuracy was 25mm over a maximum scan depth of about 8m.
A key diagnostic benefit of the system was identification of bunker flow regimes to avoid
ratholing and blow-backs.
A successful works application programme which allowed integration of the data captured
with the plant OIS system, was completed in March 2000 at Eggborough power station. The
work was supported by DTI/ETSU (8, 9),
6. Over a two year period starting April 1997, a range of novel combined-flow retrofit design
options were developed at Ironbridge power station for the storage and handling of
pulverised fuel grit and ash. The commissioning of the final phase of the work occurred
during the 1999 outage and was completely successful. The station now experiences
acceptable slurrification of boiler grit from the six modified hoppers in each of Units 1 and 2
without manual intervention (10).
34 C583/027/2000
2. NOVEL DIAGNOSTIC TECHNIQUES
2.1 Graphic flowability criteria for unit coal bunkers
The basic Jenike methodology for the design of bins, hoppers, bunkers and silos transforms the
handleability characteristics of any bulk material, as defined graphically by its Flow Function
(FF), into a matching geometric form. This form is described by the outlet size and wall slope
(including the lining) of a bulk material storage vessel that will operate in mass flow (all particles
moving on feeder start-up giving slip at the walls).
HWA have been able to "reverse" engineer the Jenike methodology. This now enables the
geometric shape, as identified by outlet size and wall slope (including the lining), of any bin,
hopper, bunker or silo to be transformed into a "psuedo bulk material" Plant Flow Function
which incorporates a unique Critical Flow Function Point (CFFP).
This means that when the CFFP is re-plotted on to the Flow Function of an actual bulk
matererial, as determined by shear tests in the Jenike cell, there is an immediate indication of
flow capability. As the CFFP represents the existing bin, hopper, bunker or silo, the positioning
of the actual FF line for the bulk material tested above or below gives a "Go - No-Go" flow
assessment. When the CFFP is on or above the FF line there is mass flow with no arching or
ratholing and 100% live capacity. When the CFFP is below the FF line there is core flow with
increasing risk of associated arching and ratholing. Figure 1 below gives details
In 1992, prior to the Drax unit bunker flow improvement modifications, all of the 8 coals
currently burned had their instantaneous and 24 hour time Flow Functions above the CFFP for
C583/027/2000 35
the existing unit bunker design. This was the reason for the extremely low live capacity
estimated to be regularly as low as 28% of nominal (see Section 3.1).
2.2 On-line coal handleability indices
The critical flow property affecting the handleability of coal and other bulk materials is cohesion.
The major parameter affecting cohesiveness is moisture content. Determination of the variability
of moisture content throughout the size range of a bulk material is a key factor that needs to be
determined. For example, a material with an average surface (or free) moisture content of say
9% will have say 2% in the larger particles and say 18% or more in the minus 1mm fraction. As
Jenike discovered in the mid 1950's it is this fines fraction that has the major effect on
handleability. Once the above factors, and the relationships between them, have been
determined, knowledge of the flow properties of the bulk material over its whole moisture range
can generate a Handleability Index. The critical moisture is the "free moisture". Inherent
moisture plays no real part in handleability. As well as being able to determine the handleability
of a bulk material and so catagorise its efficiency of transport through any handling system (eg,
transfer points, chutes etc) it is also possible to determine a handleability criterion for a particular
piece of storage equipment (eg bin, hopper, bunker or silo). Figure 2 gives details of the variation
in Handleability Index for a specific fuel.
Figure 2 Handleability Variations of Gascoigne Wood Coal
36 C583/027/2000
There are two ways in which this information can be utilised:
(a) If a known bulk material with a handleability index of say 7 out of 10 just flows through a
particular plant, and if a new poorer flowing material with a handleability index of say 9
needs to be stored and handled, then this means that it is unlikely that this material will pass
through the plant without problems. Conversely, if the new material has a handleability
index of say 4, it is fairly certain that this material will pass through the plant with ease.
(b) Also, if it is known that a particular piece of storage equipment, after assessment, can handle
bulk materials with a handleability index of 7 or less, this then means that materials having
values of 8 or more are likely to create problems. Knowledge of this information allows a
number of options to become viable. For example (i) the offending material can be blended
to create a material having a lower and therefore easier handleability index, (ii) the material
can be re-routed elsewhere or (iii) the material can be rejected on entry to the plant.
2.3 Coal flow failure rate for unit bunkers
The majority of the power station unit coal bunkers in the UK were built in the early 1970's or
before. Coals were coarser then and the bunkers did not have the flow problems they have now.
Also, three decades ago abundant manpower was available to clear any coal blockages that
occurred.
Nowadays, with the advent of closer sizing plus the incorporation of multi role filter (mrf) fines,
the cohesive quality of coal, whether it be indigenous or imported, has worsened. Coal flow
failure is now regarded as one of the most important power station problems yet to be solved. Of
late, this has increased so as to put at risk not only the capability to generate power to specified
levels, but also, on occasions, the safety of the workforce and plant.
Coal handleability is at the heart of power station efficiency and, in a typical station, the coal
route from rail reception to boiler is fraught with problem areas which reduce throughput rate.
The heart of these handling problems is invariably centred around the bunkers that supply the pf
mills.
The original work on determining coal flow failure rates was carried out at Drax power station
over the period June 1993 to February 1994 following the fitting of UHMW polyethlene linings
in all of the bunkers of Units 1 & 2 (5). Also monitored for the same period were the unlined
bunkers of Units 3 & 4. At this time a coal flow failure was considered to occurred when:
(a) The coal flow failure micro-switch device in the drag link feeder had been activated
(b) The mill outlet temperature > 110 C.
The archived plant opertating data for the above two conditions was retrieved from the OIS
information and produced in a printed page format. This large amount of data was visibly
analysed to ascertain when the two conditions were in harmony.
The total number of coal flow failures over the nine month period for all of the bunkers in Units
3 & 4 was 2,096. The average of coal flow failures per individual bunker/feeder per month for
C583/027/2000 37
Units 3 & 4 was 11.64. The total number of coal flow failures over the same period for all of the
lined bunkers in Units 1 & 2 was 796. The average number of coal flow failures per individual
bunker/feeder per month for Units 1 & 2 was 4.42.
In a paper published in 1995 (6) it was stated that despite the reduction of individual
bunker/feeder coal flow failure rate from 11.64 to 4.42 per month, as a result of lining with
UHMW polyethylene, this did not constitute a fully acceptable solution to the station owners. A
zero coal flow failure rate was the desired option.
In the years following, other stations such as West Burton, Kingsnorth and Longannet followed
Drax's lead. Apart from changes in the critical mill outlet temperature, which varied from
station to station, additional archive data was included to refine the analysis. This covered (i) a
fall in mill differential pressure, (ii) a fall in mill power and (iii) a fall in generating power.
In the case of West Burton power station, OIS data has been evaluated to produce every coal
flow failure over the periods September 1996 - March 1997 and September 1998 - March 1999.
These are regarded by the station as being a meaningful indication of bunker/feeder flow
performance, particularly when flow improvement measures are being evaluated.
2.4 Laser scan monitoring of unit bunker flow regimes
2.4.1 Background
Measurement of coal levels in power station bunkers is required to schedule filling and to avoid
maximum and minimum levels being exceeded. The surface profile changes as the level falls,
depending on: bunker/feeder design, lining material, conditions of the bunker and the flow
characteristics of the coal. The coal may tend to drop preferentially to one side or corner, or core
(funnel) flow may occur, usually above the feeder inlet.
A far more dangerous situation is where ratholes (almost vertical pipes) appear due to the
handling of very wet cohesive coal. These pipes can quickly reach the feeder and permit "blow-
back" of hot gases from the mill. At a number of UK stations his has resulted in extremely
dangerous explosions.
Handleability of coal is a function not only of the coal quality and type but also the design of the
coal plant. A coal may not flow in one power station bunker, but will give no problems in
another bunker even at the same station. Factors such as bunker lining and outlet dimensions are
critical. Generally, power stations have bunkers that were originally designed or modified to
give good flow for most of the normal coals taken. However, relatively small changes to coal
blends can bring problems, even where the new coal appears similar to the normal digest of
coals. Minor problems are common, and the stations tend, therefore, to 'manage' handleability
issues. Only where there is a loss of plant availability is handleability considered to be a serious
issue and cost factor.
2.4.2 The problem
Bunkers are designed to store several hours of coal for mills such that coal can be moved
periodically rather than continuously. For a bunker at Eggborough Power station, up to 500 t of
38 C583/027/2000
coal can be stored in each mill bunker allowing up to 10 h of operation. Pulverised coal mills
operate under pressure with hot air and therefore a 'head' of coal is needed to prevent the hot air
'blowing back' into the bunkers. Normally about 20% of the live capacity is considered as a
minimum level. If 'blow-back' occurs, then the pulverised fuel (PF) can be vented into the
bunker house providing a safety hazard. The coal blown through can lead to blocked chutes and
therefore loss of mill availability. Blowback can occur even when coal is above the minimum
level, usually owing to formation of a rathole. A rathole is caused by an extreme form of funnel
flow of the coal, usually above the line of the outlet of the bunker to the mill feeder. It is a direct
result of the interaction of coal properties with the bunker design.
2.4.3 The equipment
The Bulkscan Laser Monitor (LMS), a development of the original PLS system, comprises a unit
containing a low power laser. The pulsed laser beam is emitted as a "measuring feeler". If it
encounters an object, such as the surface of a bulk material, the beam is reflected and the
reflection is registered in the scanner's receiver. The time between transmission and reception of
the impulse is directly proportional to the distance between the scanner and the object (time-of-
flight). An internal rotating mirror deflects the pulsed laser beam so that a fan-shaped scan is
made of the surrounding area (laser radar). The contours of the target objects are determined
from the sequences of impulses received. The scanner's 2-dimensional contour data are
transferred to a computer incorporating the Bulkscan software via an RS 422 data interface. A
180-degree contour of the surface profile being monitored is built up from 360 measurements,
one point every half degree. The accuracy of this scanner is specified as 10mm over a
maximum scan depth of about 15m. This variation is much less than that inherent in the actual
coal surface due to the size distribution of the coal (i.e. 0 - 50mm).
Figure 3 shows an Erwin Sick laser monitor after 4 months of being installed in a bunker (8, 9).
Figure 3 Photograph of an Erwin Sick Laser Scanner after 4 months of Operation
C583/027/2000 39
2.4.4 The application solution
The main f unct ion of the current devices is to measure the level of the coal in bunkers against
pre-determined minimum/maximum f ill levels. The minimum level is usually set to give a
margin of time to refill the bunker before blowback occurs. The effect of a rathole or funnel flow
is t hat the minimum level is reached more quic kly, ef f ect ively giving reduced coal storage and
the need to re-fill the bunker f requent ly. The maximum level is set to avoid overfilling which
could overload the structure of the bunker.
Understanding coal flow in bunkers can help to set-up the combustion process. The coal may
tend to funnel flow wit hout rathole problems. This can mean t hat the last coal into the bunker
effectively leaves first. Conversely, for a different bunker design/lining or if a free flowing coal
is used, then the levels in the bunker may fall evenly such that the first in becomes the first out.
Some stations set up combustion conditions for the coals fired. The time from f illing to when the
new coal arrives at the burners depends on the bu nker level at the time of f i l l i ng and the flow.
For instance, in core flow the new coal may pass to the mills wit hin an hour, whereas it could
take up to 10 h for mass flow.
Figure 4 shows a schematic of the bunker level display at Eggborough power station
2.4.5 The results
The levels are shown for each of the bunkers A to F, one bunker per mill. The left of the chart
for each bunker represents the column closest to the boiler house wall. In the set-up used, the
first column is 4.2m from the boiler house wall and the tenth column is 11.2m from this wall
gi vi ng a span of 7m. The height of coal is shown on the left as between an arbitrary datum of 0
(this is not 0 in the bunker) and 7m where 7m would be the coal level wit h the monitor. In
reality, coal levels above 6m would obscure the view and prevent f u l l scanning of the surface
and in the worst case could damage the monitor. In order to develop a suitable interface to OIS
(Operation & Information Systems), to build graphic displays to allow visualisation of levels and
allow storage of manageable amounts of data, the central data from the 360 digital scan readings
was managed into 10 columns as indicated below:-
40 C583/027/2000
Figure 4 Schematic of Bunker Level Display
Figure 5 OIS Graphic for the Erwin Sick Scanners on Unit 3
2.4.6 Bunker Flow Characteristics
Where mass flow can be guaranteed for all coals then point measurement is adequate, however,
this is rarely the case and significant differences can be found for various fuels. Initial
assessment in the project was to assess falling levels in each of the bunkers. Figure 6 shows the
rate of fall for each of the columns over an eight hour period using PI PC data in an Excel
spreadsheet. The rate of fall was calculated every 10 minutes over this period where coal flow
was constant at about 37-38 t/h. The initial bunker level was 3-5m with the lowest level on the
wall side of the b
The results show some variability as would be expected but the trend as shown by the average
rate of fall is that the coal tends to drop faster in the centre of the bunker. However, the variation
is +/- 0.1 m/h around the average of 0.5 m/h equating to bunker levels falling at about 1m per 75 t
of coal.
Figure 7 below shows the worst scenario of falling levels in a rathole picked up by the full
profile laser scan when used as a diagnostic tool at another power station. The grid is 1m x 1m
and the 3.5m deep rathole (about 2t of coal movement) developed to this size in about 4 minutes.
C583/027/2000 41
This corresponds to a coal feed rate to the mill of about 35t/hr. This means that, on average, a
time delay of less than 15 minutes is all that is available for rapid topping-up prior to the "blow-
back" occurring. It has to be said that most ratholes fill in before getting to 9 or 10m deep which
may extend the time for remedial action somewhat. Fast response laser scanning of potential
ratholes is a useful diagnostic tool.
Figure 7 Rathole Development at a UK Power Station Bunker
3. RETROFIT DESIGN TECHNIQUES
It is important to note that, improvements to material flow in bunkers can increase the dynamic
loading on to the bunker structures. Thus, the structures factor of safety must be reconsidered at
the same time as the flow improvement measures.
3.1 Unit coal bunkers
A useful communication of the benefits of flow property measurement to UK power station
storage systems occurred in January 1992 when Dr H Wright & Associates participated in a brief
survey of coal, ash and dust handling at the then National Power-owned Drax power station (1).
The key recommendations of the survey were (i) measurement of the flow properties of the coals
and other bulk materials handled at the station to facilitate improved bunker flow,
(ii) modification of the coal reception system to ensure efficient and economic discharge of
MGR trains to provide a continuous, even flow of coal to the unit bunkers, and (iii) acceleration
of the conveyor refurbishment programme.
Progress in the implementation of these key recommendations was fast. In April 1992 a flow
property study of Gascoigne Wood (2) coal revealed that, apart from the occasional ratholing
scenario, the live capacity of the Drax unit bunkers could be regularly as low as 28% of nominal.
Increase of live capacity from 53% up to 80% were predicted following the application of novel
retrofit design techniques (2). In July 1992, as part of a coal handling investigation, an in-depth
design study was carried out on the handleability of a further 7 UK coals expected to be burned
in the future (3). The investigation also applied the flow property data to recommend retrofit
design improvements to (i) improve coal flow through the rail reception and (ii) reduce coal flow
failures in the unit bunkers (4).
42 C583/027/2000
The benefits of flow property measurement and the associated retrofit/new design proposals to
improve coal flow at Drax power station unit bunkers were major (6).
3.1.1 Flow promotion wall linings
Over the last decade, the use of flow promotion wal l linings in unit bunkers has proved to be the
most beneficial of all of the retrofit solutions applied to power station coal handling problems.
As previously stated in Section 3.1, the live capacity of the unlined Drax unit bunkers could be
regularly as low as 28% of nominal. The use of UHMW polyethylene in Unit 1 and 2 bunkers in
1992 produced a major reduction of coal flow failures plus an increase of live capacity to 53%
(see Section 2.3). In the next few years all of the bunkers in Units 3, 4, 5 & 6 were lined with
UHMW polyethylene. The author has video evidence that, on occasions, the Drax unit bunkers
operate in mass flow.
Some stations see a fire risk with polyethylene and these use 2B stainless steel having a surface
roughness (Ra) value of 0.5 micron or less. In 1995 West Burton power station lined Unit
bunker 4A with 2B stainless steel and greatly reduced the incidence of coal flow failures. It has
been observed that the bunker occasionally operates in mass flow. Eggborough power station
was next to follow suit in 1996/1997 with the l ining of Units 2 and 4 bunkers with UHMW
polyethylene in the upper cone section and 2B stainless steel in the lower 2m. These bunkers
have also been observed to operate, on occasions, in mass fl ow
3.1.2 Bunker inserts
The slot outlet dimension of the Drax unit bunkers is about 0.9m wide x 3m long (aspect ratio of
slot length/slot width = 3.33:1). Other stations have narrower slots of the order of 0.76m or less
wide (typical aspect ratio of slot length/slot width = 3.95:1). The charging of difficult-to-handle
coals, some 15m or so into fairly empty bunkers, often creates a serious impact arching problem
for narrow slotted outlets. Figure 8 gives general details of this useful retrofit measure.
The angle of the beam slope, the recommended lining and the vertical positioning are all based
on the flow properties of the coal(s) being handled and stored coupled with a knowledge of the
mass flow pressures predominating in the flow channel.
This concept was first investigated in 1995 in Unit bunker 4A at West Burton power station.
Typical daily average coal flow failure rates at that time were of the order of 13. Conclusion 7 of
the Study Report (11) estimated that application of impact arching protection beams plus feeder
feedbox profiling (see Section 3.1.2) would reduce the incidence of coal flow failures in bunker
4A to less than 1 per day.
In an August 1996 Study Report (12) details were given of the coal flow failures experienced by
the modified unit 4A bunker over a six week period from 7 September - 18 October 1995.
Results of the assessment show that there were 5 coal flow failures during a mill running time of
about 345 hours. This gives an average rate of 0.35 failures per day.
C583/027/2000 43
Figure 8 Unit Bunker Impact Arching & Ratholing Protection Beams
3.1.3 Feeder profiling
Research in the area of feeder profiling was carried out by Dr H Wright in 1981 in connection
with the design of mass flow unit bunkers for the China Light & Power Company of Hong Kong.
A 65m
3
test installation was used to investigate the effect of slot aspect ratio (ie slot length/slot
width) on mass flow behaviour had an outlet of 0.8m x 1.6m. Aspect ratio variation was
achieved by the use of a flexible "Meccano" type transition mouthpiece construction situated just
above the drag-link chain feeder. The results indicated that when discharging from a slotted
outlet in the direction of the slot length, mass flow would be seriously inhibited if the slot
length/slot width aspect ratio was more than 2.5:1 (13).
At aspect ratios of 3.33:1 and 3.96:1 and higher, which is the norm for UK power station unit
bunkers, flow is from the back of the bunker with little or movement down the front wall. The
lack of incremental flow from the whole of the slotted outlet is exacerbated where the bunker is
of core flow design.
The original single "bathtub" concept involved profiling the feeder feedbox area to allow
incremental flow along the slot length. This was achieved by (i) expanding the slot width in the
direction of flow and (ii) expanding the bed depth in the direction of flow.
In March 1993, Drax power station was provided with conceptual designs for double and triple
"bathtub configurations (13, 14). The "bathtub" was designed to fit snugly into the top chain
44 C583/027/2000
feedbox section of the drag link chain feeder. The reason for the use of double and triple bathtubs
was (i) to ease coal transfer from the three flow channels created by the slotted outlet cross-slot
gate support bars and (ii) to reduce the aspect ratio.To improve flow the "bathtub" was lined with
3mm thick 2B stainless steel having a surface roughness Ra value of 0.5 microns or less.
Figure 9 Original Drax Double Bathtub
Figure 10 Modified Single Bathtub
"Bathtubs" have now been fitted at Drax, West Burton, Eggborough and Kingsnorth stations.
C583/027/2000 45
3.2 Boiler grit and ash hoppers
3.2.1 Outlet size and wall lining
A 1997 flow property study for Ironbridge power station on boiler grit, provided detailed
information on the necessary outlet sizes and wall slopes needed for mass flow. Because of
headroom constraints, the existing economiser design configuration could only be modified in
the following ways:-
(a) The hopper walls were lined with 2B stainless steel having a surface roughness (Ra) value of
0.5 micron or less
(b) The existing 200mm dia pneumatically operated rotary ball valves were replaced with a
rectangular outlet sized at 215mm x 395mm to suit a semi rotary valve. This involved some
slight reduction in wall slopes and valley angles.
Figure 11 Outlet Size and Wall Lining Modifications
During initial commissioning of these Unit 1 hoppers, this arrangement provided excellent flow
without blockages. However, a problem arose with the water slurrification system situated below
the economiser hoppers in that the improved flow rate from the semi rotary valves was far too
large for the existing water flow. This led to settling out and build-up of the boiler grit in many
of the shallow angled pipes leading to the ash sluicing system. The problem was initially dealt
with by reducing the operating slot width of the semi rotary valves and having them under
continuous manual control when emptying the economiser hoppers. Unfortunately, from time-to-
time, the reduced slot setting caused the shallow sloped economiser hopper to revert to ratholing
46 C583/027/2000
and flow starvation. This was further aggravated by flow blockages when the boiler grit became
damp due to tube leaks.
3.2.2 Flow control via semi rotary valve discharge improvements (1)
The slurrification problem was solved by the use of a small mass flow intermediate hopper,
which connected onto the underside of the semi-rotary valve lower flange. This new hopper
allowed the semi-rotary valve to operate in its design position (ie not throttled) thus allowing a
gravity flow discharge rate through it's small mass flow outlet acceptable to the existing water
flow capabilities.
Figure 12 Semi Rotary Valve Discharge Improvements (1)
The recommissioning of this phase of the work was completely successful allowing acceptable
slurrification of boiler grit from the six modified hoppers without manual intervention (10).
3.2.3 Utilisation of mass flow hopper wall slopes
Following on from previous success, it was decided that the design of a planned re-installation of
a second set of economiser hoppers to Unit 2 boiler grit handling system in 1999 should also be
based, as far as dimensional constraints would allow, on the mass flow geometric design data
determined in 1997/1998. Figure 13 gives details of what is called a combined or expanded flow
design. This concept is extremely useful where there are onerous geometric constraints imposed
by associated plant. The essence of the design entails incorporating a core flow section above a
lower mass flow section. Figure 14 shows the mass flow slurrification control hopper (10).
C583/027/2000 47
Figure 13 Combined (Expanded) Flow Hopper
Figure 14 Semi Rotary Valve Discharge Improvements (2).
48 C583/027/2000
4. CONCLUSION
The novel diagnostic and retrofit design techniques outlined in this paper have provided
solutions that have facilitated the elimination of coal and ash storage failures across the UK
power generation industry.
REFERENCES
1. Siviter, A.H., Wright, H., "Outline Performance Investigation of the Coal & Dust Plant
At Drax Power Station for the Assessment of Short Term Development Options".
Internal Report to National Power - Drax Power Station, January 1992.
2. Siviter, A.H., Wright, H., "Report on a Design Study to Investigate the Potential
Improvement to Coal Flow through the Unit Bunkers by Retrofitting UHMW
Polyethylene Liners". Internal Report to National Power - Drax Power Station, April
1992.
3. Siviter, A.H., Wright, H., "Coal Handling Investigation Part 1 - Report on a Design
Study to Investigate Handleability of UK Coals Expected to be Burned in the Future".
Internal Report to National Power Drax Power Station, July 1992.
4. Siviter, A.H., Wright, H., "Coal Handling Investigation Part 2 - Report on a Design
Study to (i) Investigate the Potential Improvement to Coal Flow through the Rail
Reception Hoppers by Changes in Wall Lining Material, Modification of Outlet Sizes
and Replacement of Discharge Feeders and (ii) Comment on the Retrofitting of the Unit
Bunkers with UHMW Polyethylene". Internal Report to National Power - Drax Power
Station, July 1992.
5. Wright, H., "Statistical Assessment of Unit Bunker Coal Flow Failure Data Relating to
the Use of UHMW Polyethylene Liners". Internal Report to National Power - Drax
Power Station, April 1994.
6. Wright, H, Clampin, M., "Improving the Free Flow Capacity of Power Station Coal
Bunkers". Paper presented at an Institution of Mechanical Engineers Seminar on
Hoppers and Silos - Applications, Problems and Solutions, November 1994. Also
published in bulk solids handling, Volume 15, No 3, July/September 1995.
7. Wright, H., "Assessment of Bunker Operating Level & Revised Walker Pressure
Calculations". Internal Report to National Power - Tilbury Power Station, April 1997.
8. Cahill, P., Wragg, D., Colquhoun, I., Wright, H., Strutt, S., "The Development of a
Bunker Monitoring System for Coal Flow in Bunkers". DTI/ETSU Report No. COAL
R179, DTI/Pub URN 00/727.
C583/027/2000 49
9. Cahill, P., Wright, H., Strutt, S., Wragg, D., "Application of On-line Laser Scanning
Technology to Improve Unit Bunker Management in Coal Fired Power Stations".
I Mech E International Powder to Bulk Conference, London, June 2000.
10. Wright, H., Lacey, I., "Combined-Flow Solution of Blockage Problems in Power Station
Economiser Hoppers". I Mech E International Powder to Bulk Conference, London,
June 2000.
11. Wright, H., "Investigation of Coal Handling Problems - Conceptual Design Proposals for
a Range of Modifications to Improve Flowability in Unit Bunker 4A". Internal Report to
National Power - West Burton Power Station, December 1994.
12. Wright, H., "Coal Flow Failure Assessment", Internal Report to Eastern Merchant
Generation - West Burton Power Station, August 1996.
13. Wright, H., " Proposed Mass Flow Upgrade of Unit Bunker Feeder Feedbox Design".
Internal Report to National Power - Drax Power Station, March 1993.
14. Colijn, H., Carrol, P.J., "Design Criteria for Bin Feeders", Transactions of the Society of
Mining Engineers of AIME, Vol 27, No 4, Pages 389-404, December 1968.
2000 With Author
50 C583/027/2000
Managing People
This page intentionally left blank
C583/003/2000
The ISO 9001 combined cycle gas turbine power
station
C COPELAND
Enron Power Operations Limited, Middlesbrough, UK
SYNOPSIS
Enron Power Operations Limited is believed to be one of the first organisations to achieve BS
EN ISO9001: 1994 for an Operational Combined Cycle Gas Turbine Power Station. In 1997
the Power Station decided to re-create policies and procedures to fill in the unknown gaps in
its array of policies and procedures.
The creation of the Quality Management System was expected to take six months utilising
limited resources and the experiences of operational staff. Initial checks and internal audits
created a wealth of information and highlighted some significant short falls, once certification
was gained further issues have been noted. This paper concerns the development,
implementation and certification of the Quality Management System at Teesside Power
Station showing some benefits noted during this period and the short period after
certification. Any other improvements and benefits will come in the future during continued
development of the system.
1.0 INTRODUCTION
Enron Power Operations Ltd are the Operations and Management contractor for Teesside
Power Station owned by Teesside Power Limited. Enron Power Operations Ltd have recently
finalised the development and implementation of a Quality Management System to the BS
EN ISO 9001:1994 standard being certified to the standard by Lloyds Register Quality
Assurance in June 1999.
The Quality Management System being applicable to:
The Management and Operation of Teesside Power Station including the management of
associated plant and system design projects, Enron Power Operations Ltd is believed to be
one of the first organisations to achieve BS EN ISO 9001:1994 for an operational gas
powered power station.
C583/003/2000 IMechE 2000 53
2.0 EARLY LIFE
Enron Power Operations from the beginning of Teesside Power Station's operational life in
April 1993 developed a vast array of policies and procedures to control and manage the many
facets of the power station; these were derived from construction and commissioning
experience, vendor information and good industry practice. The original policies and
procedures were reviewed, changed and modified on a continuous basis from the experience
and knowledge gained in early operation of the station by the individual departments to
ensure comprehensive documentation was available. As the Operations & Management
contractor, Enron Power Operations Ltd has undergone a number of third party audits
covering commercial as well as health safety and environmental aspects of our operation with
findings and actions addressed to fine tune the individual sections of the system.
Although comprehensive, the original policies and procedures developed from day one were
varied in scope and format with an unknown number of gaps and duplications.
3.0 DEVELOPMENT AND IMPLEMENTATION
3.1 Phase One
In 1997 the power station management team agreed on a review of the existing system
compared against a known standard and the re-creation of new policies and procedures to the
BS EN ISO 9001:1994 standard. After initial discussions with Lloyds Register Quality
Assurance on the requirements and the certification process, resources were nominated to
progress the project with the support of an outside quality consultant.
The initial project plan indicated external 3
rd
party auditing and certification in the second
quarter 1998.
The main benefits expected from the Quality Management System certified to BS EN ISO
9001:1994 being:
i) Common / set standard for all procedures and work instructions.
ii) Centralised document control system, able to maintain all procedures up to date with
responsible staff highlighted.
iii) Certified against a known and recognised international standard.
iv) 3
rd
party auditable to provide independent confirmation of system effectiveness, with
an integral mechanism for development and improvement.
v) Identifiable gaps against a known standard, tried and tested the world over.
With the existence of the original policies and procedures the main workload envisaged to
create the Quality Management System was the re-creation of the procedures into a standard
format. With the utilisation of the experience and knowledge of site staff supported by the
quality consultant this was expected to be completed within six months.
A number of auditors were trained up at this time to allow procedures to be audited on
completion of implementation without any delays.
54 C583/003/2000 IMechE 2000
The creation of the procedures progressed swiftly for the finance, purchasing and
administration areas, however the transfer of knowledge and experience to paper and the
rationalisation of existing procedures in other areas expanded threefold.
In re-creating the procedures for all sections covering the 138 "shalls" within the BS EN ISO
9001:1994 standard a number of simple guidelines were utilised:
i) Simple - easy to understand.
ii) Effective - say what you do and do it.
iii) Minimise duplication - paper kills.
iv) Compliant 138 "shalls".
v) Use the experience and knowledge available.
The team responsible for the above was made up of one permanent member supported by the
external quality consultant and interfacing with a large number of site staff to ensure the
guide lines were adhered to in the creation of the procedures.
The procedures created being included within the Quality System Documentation structure
shown in figure 1. Levels 1 and 2 being the main area of development with Level 3
procedures for the most part already in existence.
Additional Work Instructions were created as required at Level 3 to provide details on how to
complete tasks. The supporting documentation is made up of, but not limited to, the
contractual and legal information which provides the boundaries within which the Power
Station operates.
The main delay in progressing towards the certification audit target of the 2
nd
quarter 1998
was the work-load to re-create the procedures using limited resources and ensuring the
valuable input from site staff was gained, this was made more difficult by the ongoing
operational requirements of the station. The policies and procedures being finally available
in the 2
nd
quarter 1998, at which time the project was transferred to the Planning Engineer
and the process of implementation was restarted.
3.2 Phase Two
The Planning Engineer having other duties and responsibilities was supported by a number of
other staff nominated to critical roles to support the Planning Engineer as the Quality
Management System Management Representative as shown in Figure 2.
The additional roles were five departmental co-ordinators and four additional internal
auditors, four auditors having been trained in 1997.
C583/003/2000 IMechE 2000 55
FIGURE 1
56 C583/003/2000 IMechE 2000
FIGURE 2
The experience gained with the Quality Management System over the 1
st
quarter 1999 and
the results from the internal audits and 3
rd
party visits has ensured considerable development
of the Quality Management System from that implemented in 1998. The development is
ongoing with a number of significant initiatives progressing to rationalise the Engineering
and Maintenance procedures from 5 to 2 procedures and expanding the Operational
procedure from 1 to a yet to be determined number of procedures at Level 2.
The Operational procedures are being considered alongside BS EN ISO 14001 for which a
project team has recently been created utilising the experience gained with ISO 9001 with
training started 4
th
quarter 1999.
4.0 PIT FALLS
Pit falls highlighted during the development and implementation of the Quality Management
System to BS EN ISO 9001:1994: -
Adequate resources available from day one - trained, accessible, prepared and
responsibilities known and understood.
Under estimation of scope of work to re-create the procedures and create document
control system.
Difficulty with logistics to achieve adequate involvement of experienced staff.
Selling the system to all management.
Selling the system to staff What's in it for me?
Training of staff all levels.
Awareness of all staff to the Quality Management System and their involvement roles
and responsibilities.
Due to initial over run - attempt to implement Quality Management System and
conduct 18 initial audits in short time span.
Naive approach to audit schedules - all 18 procedures in one month then 3 per month
thereafter created audit overload.
Realistic objectives and targets for both system and individuals.
Ambiguous priorities.
Duplication between procedures.
58
C583/003/2000 IMechE 2000
Paper based system, difficult to control and maintain on start up due to vast number of
revisions created from implementation and audits, and no dedicated full time staff.
Overly restrictive and bureaucratic procedures - calibration control covered 1,000's
of instruments, impossible to calibrate in line with procedure (forth road bridge
syndrome).
5.0 AFTER CERTIFICATION.
Audit schedule - reduced to critical procedures twice / year others once / year.
Audit schedule - changed to avoid high workload periods, (April and August outages)
and holidays (July and September).
Procedures available via PC (lotus notes) along with all standard forms with critical
staff holding limited paper copies in case of PC problems, simpler to control /
maintain. Now developed further with site Intranet system.
Quality Management System developments:
Rationalisation of procedures,
BS EN ISO 14001,
Procedures effective, achievable and internally monitored.
Figure 3 - present documentation structure overview: shows a sample of some of the
procedures contained within the Quality Management System. Some, are in fact, not required
for ISO 9001 but are still included, these will be utilised in the development of the
Environmental Management System to BS EN ISO14001 and still require rationalisation to
remove duplication.
Other areas included as critical areas or general non-conformances:
Incidents
- Accidents
Near hits
Local complaints
- Unit trips
Others (non-specific)
Training database created cross-referenced to:
- Business Plan
Training needs
IIP accreditation
Contractor training (safety)
C583/003/2000 IMechE 2000
59
Figure 3
6.0 DEVELOPMENT OPPORTUNITIES
Further developments include movement towards ISO 9000:2000 and communicating with
external bodies and neighbours, the setting of objectives and targets to show and prove
continual improvement.
The Management and staff at Teesside Power Station have fully supported the Quality
Management System gaining confidence with the system as more consistent output is
achieved, not just in MW or steam supply to our customers but in control and management of
numerous aspects of the station operation and maintenance. The Quality Management System
having created a disciplined approach in all sections of the station, highlighting the
effectiveness of the Quality Management System by the identification of problem areas and
driving prioritisation and management of issues.
7.0 CONCLUSION
Having achieved certification the benefits have yet to be fully realised and will not be seen
for a number of years. The certification is seen as a starting point on the road to
improvement, using a consistent approach to identify areas of weakness and opportunities to
improve. The effort to achieve certification including time and money although significant
has not been separately identified the target of achieving certification and recognition to the
ISO 9001 standard being justification enough. Only certification and consultant costs are
readily known time costs for all those involved have been covered under normal operation.
The ISO 9001 Management Model is seen as a natural process which could be followed
whether we achieved certification or not and focuses all managers and staff onto the critical
tasks which need to be managed. The Quality Management System has provided a
mechanism for staff to achieve a consistent approach targeting the critical activities of the
business, to improve maintenance, availability, reliability and operability and hence reduce
overall costs.
8.0 REFERENCES
ISO 9001 (BS EN ISO 9001: 1994) Quality System Model for Quality Assurances in
design, development, production, installation and servicing.
Enron Power Operations Limited, Teesside Power Station Quality Manual.
C583/003/2000 IMechE 2000
61
This page intentionally left blank
C583/004/2000
Developing a climate of collaboration and teamwork
for outage time reduction
0 CRANE
TBL, Bridge of Earn, UK
Abstract
The 1999 International Conference on Alliancing referred to an Alliance as: "an innovative
relationship for shared business benefit". This description speaks volumes about the spirit
behind true Alliancing. Shared business benefit - achieving more by supporting each other
than if we were to go it alone. However, to deliver such support requires both a mind-set and
actions of true interdependence: a mind-set that genuinely considers the interests of all parties
and acts in a way to enhance these interests. The reasons behind such agreements are not
altruistic, they are financially based: the actions behind the delivery of a true Alliance are
somewhat less obvious. They consist of both systems and people alignment. Part 1 of this
paper will start with a brief discussion on recent challenges to the concept of Alliancing.
Then it will move on to explore the people element, in a context of promoting systems
efficiency. It will discuss the organisational and cultural issues, and benefits to be had by
actively managing these. Part 2 will provide a cameo of this in action.
Babe Ruth, the famous baseball player says it nicely:
"The way a team plays as a whole determines its success. You may have the greatest bunch of
individual stars in the world, but if they don't play together, the club won't be worth a dime".
Babe Ruth
C583/004/2000 IMechE 2000 63
Part 1 Understanding the impact of relationships on projects
1.1 Recent challenges to alliancing
There have been cases recently, where difficulties of contractual delivery between Alliancing
partners have challenged the whole notion. It has surprised some participants and observers
that when things have gone badly wrong, a course of litigation has ensued. To sceptics, this
has provided useful ammunition to condemn the whole notion of collaboration. 'They tried to
cooperate but at the end of the day their allies turned against them'. This is to say, at the least,
a naive view. Firstly, all serious participants would accept that the magnitude of major
projects requires a firm contractual grounding. It would be unacceptable, not least of all in the
eyes of those insuring the risk, if clear accountabilities, deliverables, standards and so on,
were not defined in advance. The very process of developing a contract encourages analysis
and reveals issues to be raised and resolved. It must be accepted that any major project such
as an outage, carries some risk of problems. With or without an Alliance this could happen
but if it does, the impact is minimised if procedures for such occurrences are defined in
advance: in part through the contract, in part through existing legislation and in part through
external arbiters, be it courts or others. This is common sense. All that said, the question
must be asked - should we collaborate with an intention of the common good or should we
bunker down to cover the unlikely event that things go amiss? Take the metaphor of a
marriage. It would be unlikely that a marriage pursuing the latter, pessimistic, approach
would blossom! Most people start with a positive intent and a feeling of common good to be
had in the relationship, and are better off for it. If in the future things do go wrong, then that
is the time to look for a different approach. Let us now consider a positivist approach to
Alliancing.
1.2 System / climate model
Within project management, great emphasis is placed on the development of organisational
systems, which are essential for order, uniformity of approach and so in within the operation.
However, we believe that systems can only deliver their full potential if operating in a
sympathetic climate. Modern projects rarely involve the implementation of existing systems,
rather they are about creating or doing something new with added value and by virtue of this,
must be different to the past. This necessitates even further a conducive operating climate.
Figure 1 below illustrates a sample of components from both system and climate.
System / Climate Elements
System Climate
- Procedures - Communications
- Protocols - Attitudes
-Work flows - Behaviours
- Safety procedures - Commitment
- Involvement
Figure 1. Some elements of system and climate
It is systems that combine to make the physical being of a project and, as such, are what the
majority of the effort goes into. They are what outage planners do for a living. Systems
64 C583/004/2000 IMechE 2000
include the windows and barriers analysis, flow charts, the fourth level planning and the
schedules for delivery of appropriate materials at the right place and time. It is our necessary
reliance on the systems that should make the development of a supporting climate for their
effective use a prerequisite, for subsystems cannot be sustained in a multi-player environment
without a supporting climate. This was discovered very many years ago within the airline
industry and led to the creation of Cockpit Resource Management (CRM) as a means to
increase the likelihood of cockpit teams making the right calls. Let us see systems for what
they are. They are not wholly robust absolutes to be paid homage to, but man-made chains of
activity, factored from our best predictions of likely future scenarios. They are not capable of
infinite metamorphosis to respond to an innumerable array of situations, but rather to those
anticipated. They are also susceptible to the vagaries of human behaviour. Within the airline
industry, despite the development of systems whose whole purpose is pilot compliance,
human error still accounts for a significant number of accidents. Examples of failure in
system implementation are listed below:
Examples of a Systems failure:
Tenerife air disaster where the pilot broke with takeoff protocol, ignoring clear
concerns voiced by both the first officer and engineer.
Chernobyl where safety systems were manually overridden to attempt a black start.
Lets us now consider the interaction of systems and climate. Both can be seen as
interdependent, an analogy being the DNA double helix, where system and climate are
represented by two interdependent strands which ultimately determine the characteristics of
their embracing body. To fully utilise the interdependence of system and climate, one must
understand the influence each has on the other. Consider figure 2 below.
Figure 2. Closed loop of system and climate interaction
The model says that the way we work impacts on how we work and visa versa. Systems
influence how people feel, behave, interact, respond, buy-in to the common goal and so on.
We call the sum of this 'the climate'. However this very climate will in turn determine
1
CRM is the study and management of people dynamics within the cockpit. Included in this is the recognition
and management of the behaviour.
C583/004/2000 IMechE 2000 65
whether the systems are optimised. It will influence levels of commitment, flexibility and
inter-member support.
The loop of interdependence may form a vicious or a virtuous circle. For example, systems
may encourage good communication and provide opportunities for involvement by
participants. This will enhance the working climate which in turn will facilitate members in
looking for opportunities to improve system performance. Many Japanese companies are
renowned for including employee involvement formally within their modus operandi to
extremely good effect. Alternatively, the climate in which we work may and often does,
inhibit optimisation of performance. One only needs to consider the barriers raised to
organisational change of any sort to visualise this: a climate of suspicion and distrust on both
sides stifles performance improvement.
1.3 Climate and its impact on Outage Time Reduction
Unlike the repetition of a station's operational mode, outages require a series of 'new'
activities, with elements delivered both in parallel and sequentially. Although learning from
these activities is transferable, it is continuously applied to a new environment. A big
opportunity for reducing outage times lies in creating seamless interfaces between project
activities, as an interface, by its nature, is a potential inefficiency through interruption. The
expertise required may result in activities being delivered by separate agencies, each having a
bandwidth of interest no greater than that of their immediate task. Thus problems of interface
may be exacerbated. An opportunity for increased effectiveness lies in aligning and marrying
the disparate tasks as closely as possible, as illustrated in the figure 3 below. Note that
activities do not become homogonous, as skill sets of stakeholders generally do not allow this.
They do, however, become seamless. This requires consideration by the participants, beyond
their immediate remit, of areas where collaboration will improve overall project efficiency.
Figure 3. Process alignment for enhanced efficiency
Many factors can work against such a strategy. Mentioned earlier, contract development must
consider the objectives of all parties, moving away from what is at worst adversarial and at
best a 'silo approach' mentality. Performance measures, such as overall project time and
inter-party support, should be common to all parties. Both collaboration and hindrance should
also be recognised for the very real positive or negative contribution they make. Gone should
66 C583/004/2000 IMechE 2000
be the practices of 'tender cheap to get the job and charge for additional work later to make a
profit'.
1.4 Creating the virtual organisation
The organisational cultures of Alliancing partners are likely to be very different, necessitating
contractors being chameleons moving from the culture of one client to another. Without a
sophisticated model of conscious human resource management, this would be difficult. For
many projects, with staff appointed for the duration of the work, it will not even be
considered. It is little wonder that their activities can become constricted. To take advantage
of the huge performance potential that lies within collaboration, both system and climate must
be determined within the context of a purposeful common organisational design. The
organisation we are referring to here is not the one of either the client or the contractor group,
but rather the virtual organisation created for the reason of the project and containing all
parties. For, like it or not, a new organisation does exist from the amalgam of all parties and
that organisation should be fit for the purpose. Participating organisations should then
assimilate themselves to the collective identity of the virtual organisation - for fans of Star
Trek, draw on the metaphor of the Borg, and their fearsome but effective ability to assimilate
other beings into their race! To create this organisation, the membership of all parties must
agree to a common strategy, supported by a sympathetic climate and human resource model.
The first steps in achieving this are within the Alliancing contract and must be followed up
with a working model on the ground.
As consultants in this field, we are generally approached by the client group of the project. We
can only assume this is because the client has the greatest interest in adding value. We have
long contended that contracting companies could enhance their competitive position by
equipping staff with the skills they need to assimilate with client organisations. This begs the
question: how much attention is actually paid to this?
The starting point in developing the model of the virtual organisation is to understand
something of design in general. Organisations behave differently from one another, are
influenced by a raft of environmental pressures and have non-uniform responses to these.
Figure 4 below represents a conceptual continuum on which companies may lie. It is not
absolute but rather a demonstration of possible range. It should also be noted that 'New' and
'Old' do not necessarily relate to time, but rather to the application of contemporary
management thinking. There are plenty of companies who strive for the 'New' form at great
time and expense, only to revert to a previous model for a diversity of reasons. Within the
'New' form organisation, members of teams would not communicate solely through the
vertical plane of their own management, but would also liase directly to appropriate people on
the horizontal plane. These may be employees from other organisations. The flexibility in
both work practices and thinking would facilitate cross-party communication and cooperation
across permeable departmental barriers to their mutual benefit. A networked structure would
mean both communicators of and recipients of information would be able to align their
activities to organisational goals. These factors translate well to multi-contractor projects
where very real interdependencies exist, and if properly exploited, offer significant
performance gains. 'Old' form organisations with hierarchical communication structures
prevent such cross-party communication at an operational level.
C583/004/2000 IMechE 2000 67
Figure 4. Concept of 'New' and 'Old' form organisations
Now, from the above argument, and considering the characteristics defined in the
organisational model, a collaborative and interdependent virtual organisation would require a
position closer to the 'New' form company. It would be networked and flexible for process
alignment and mutual support. Permeability across organisational boundaries would be
required for the necessary communication to support this.
What does this look like in action? What skills do the members need? Is it really possible?
We shall address these questions in Part 2, where we move from the theoretical to a practical
example.
1.5 Summary of the collaborative model
Today more than ever, as domain specific staff numbers and acceptable downtime decrease,
and as the complexity of projects increases, organisations rely more and more on multi-
contractor inputs. Traditionally, multi party projects comprised a group of independent
contractors, each with a specific objective, held together by the command of the client.
Alliancing encourages the development of common goals and a strategy to achieve them to
which all parties commit. On the ground this can be seen as each member aligning their
processes to support the greater goal, and working in a manner that facilitates other parties in
delivering their contributions. The sum total of this will be a virtual organisation working
within a climate that can support the continual development of the systems side of the project.
The difficulty is that most parties are used to working as 'Old' form organisations. They may
lack the vision, skills, trust or capability to work anything other than that way.
Part 2 A Cameo of collaboration in action - the virtual organisation in practice
2.1 Torness Power Station
The nature of outages means that participants are under great amounts of pressure. The stakes
are high and nobody wants to slip up. Time lines are tight, problems many. Failure to deliver
for what ever reason has consequences. This is a stressful environment for all parties.
Individuals must know their role, the limitations of their authority and the deliverables. With
a site membership often working together for the first time, it is easy to visualise the attraction
68 C583/004/2000 IMechE 2000
of limiting one's involvement to that completely necessary in the contract. Isolation of
activities, although comfortable and easier to manage, may not, however, be conducive to
process alignment. What incentive is there, within the traditional working model, to pass on
information of benefit to strangers from other organisations? What motivation, indeed, when
under-performance on the part of others is likely to divert the attentions of the harassed outage
manager to them! And yet all this said, who truly benefits from silo mentality? Certainly not
the project.
In 1997 British Energy's Torness Power Station, then under the banner 'Scottish Nuclear',
was well into planning its outage for the summer of that year. The station had experienced a
collaborative approach, to a lesser degree, with a number of contractors on previous projects.
There was also, within the business, a real understanding of the importance of staff to business
success. The engineering manager, Mark Northrop, and the then outage Manger, John
Richmond, were searching for opportunities to safeguard a challenging outage time of 37 days
plus 15 days for standpipe liner modifications. In common with many major outages, this
target was essential to reduce the overall cost of the project through bringing the vital revenue
stream of megawatt generation back as quickly as possible. The outage had been well
prepared and could, in theory, be delivered. However, achieving such a time frame was still a
venture into the unknown and experience told how easily the best laid plans could go astray.
An informal barriers analysis was carried out, drawing on the experience of several similar
projects, to identify potential problems. What possible reasons would there be for non
delivery? The results were surprising. Typical previous problems were: communication; not
seizing opportunities to gain time; lack of openness about snags encountered and failure to
commit to the greater goal in preference to an individual target. Incidence of attempting to
apportion blame rather than address issues could be recalled as could heated morning
meetings and contractors feeling like second-class team members. When categorised, it was
clear that the most uncertain elements were not within the systems but with the climate of the
project.
The solution to the climate was not immediately obvious. However, simply realising that
there was an opportunity to improve something was half the battle. To quote a Buddhist
proverb, 'when the student is ready, the teacher will appear'. That is to say that once we are
consciously incompetent - as opposed to unconsciously - and as long as we are motivated, a
solution will not be long in arriving.
Early suggestions, although well intentioned, lacked the sophistication to deal with the
complex dynamics involved. Would taking everyone for a drink really create a common
identity and an understanding of the interdependency required? Would having fun together
for an evening create a 'New' form virtual organisation, with a culture more compelling to
commit to than that of the traditional model of project working? Clearly not. The author,
Oliver Crane, of the Perthshire based training and development consultancy TBL was
approached and a joint plan to actively manage the development of a collaborative operating
climate was drawn up.
Numbers involved in outages are large, and although everyone can and must be given a clear
and consistent message, sheer logistics limits the amount of time that can be spent with
individuals. Further problems are encountered by virtue of the number of temporary staff,
C583/004/2000 IMechE 2000
69
hired for the duration of the contract with no particular corporate identity. It was clear that
anything done would require to be cascaded by the leadership through the outage workforce.
The approach decided upon was to establish a common strategy among the key players on the
ground, with that group then rolling the philosophy out to others. This included all the outage
office, Torness employees representing their departments during the outage, and senior
contract staff who would be actively involved. These last were members of the outage team
from outside contractors who would be running operations on the ground - a group of key
influencers. Those without an active role on site were omitted. As a collective, these would
be the players whose behaviour would be watched with a view to providing the cues to which
other participants would respond. These were the people who decided whether the project
sank or floated.
2.2 Strategy development and training
After several strategy meetings with the client group, two workshops of three days were
planned and delivered eight weeks prior to outage commencement. These workshops were
residential in nature and comprised, among other things, the following elements:
Facilitated sessions to articulate the proposed philosophy of the client - after all, this
was the group who were sponsoring the project
Values and behaviour, agreed on by the team, to support that philosophy
Competency training to equip members with the skills and tools to work effectively as
a team
Agreement of communication strategy to use during the outage, including behavioural
aspects for meetings and elsewhere
Sessions to clearly agree the overall team goal and member contributions. Without
this, inter member support would not be possible - how can we support what we don't
know?
Support requirements between participating organisations (including the client), so that
each member group not only delivered but also received support from others
The impact of personal behaviour and conflict resolution. Time is short anyway, thus
interpersonal issues need to be addressed quickly and professionally to allow the team
to move on.
A good level of interpersonal knowledge and relationship building to establish
commitment between all parties.
In determining the competency sets required to underpin a mutually supportive climate, we
refer to the Table 1 below, developed from the work of Morgan et al 1987. Generic
competencies are transportable between teams. Specific competencies must be developed to
suit the team.
70 C583/004/2000 IMechE 2000
Team Generic Competencies.
Process skills.
-Team problem solving and coordination.
Communication.
-Getting involved and involving others.
Interpersonal skills.
-Giving and receiving feedback etc.
Collective orientation.
-Individual propensity to work as part of a
team.
Team Specific Competencies
Knowledge of team members
Compensation strategies
-For strengths and weaknesses
Team cohesion
Agreed characteristics / behaviour
Cue strategy associations
-Association of an environmental cue to
trigger certain behaviour / actions in support
Table 1. Team Competency Categories and Elements
These workshops provided the catalyst to initiate the virtual organisation of the outage. Some
interesting observations were made during them. One contractor commented on how different
this working climate was to what he experienced in his own organisation. Some felt that the
hierarchical culture of their own companies stifled the willingness for interdependence. Such
comments vindicated the time spent preparing this way and clarified the reasons for many past
misunderstandings, and indeed why collaboration did not occur, by default. It was only in the
new climate of openness that such exposure was possible. Other members, once they had
participated, felt nervous about passing the message on. How influential could they be and
were they be up to the task? Help came from within the group. It was felt that, as a key
group, they could collectively influence the behaviour of others and if individuals were
finding peer pressure too great, they could count on support. In the event, this was not
necessary.
From the above, each group was then able to prepare a brief for their own staff in keeping
with the workshop outputs. This acknowledged the difference in the way of working,
articulated both the philosophy of support and actions required and made clear objectives -
both high level and contributory. Attending one such briefing, the question was asked at the
start "what is the objective of this project"? Nobody knew the time scale. (A useful test of
preparation we would suggest!)
2.3 The results
The team excelled themselves, finishing the outage 2 days ahead of schedule. Members
commented on the more relaxed and supportive environment, allowing energies to be directed
to the project. Managers from all agencies felt that instead of being burdened with the sole
responsibility for success, it was shared by a much larger group. The daily outage meetings
were surprisingly speedy affairs lasting, on average, only 15 minutes and being conducted in
a very casual, relaxed but business-like fashion. Following the meeting, small groups naturally
formed with participants ready to organise, resolve and action any immediate issues. The
Manager had less to resolve than previously and operated with no loss of temper for the whole
of the outage - a record by any standards!
C583/004/2000 IMechE 2000 71
There was an up-beat feeling among all participants which seemed to spread through the
station. Problems still emerged, but they were addressed and resolved as they arose with
surprisingly little fuss. The relationships and attitudes of all in the outage office were open
and positive. There was an optimistic feeling of quiet confidence surrounding the project with
excellent progress on all fronts. Afterwards, contractor feed-back was that they felt more
involved and better informed. Although the relationships were not perfect, they had certainly
improved on the past. Inter-departmental conflict was addressed openly with the key players
leading the way to improved relationships.
There has been a further outage (1998) and at the time of writing, preparations are well
underway for Outage 2000. Early in 1998 Torness moved on to Process Based Maintenance.
In preparation for this, all member of the engineering team undertook two days training in
team and interpersonal skills. It led to a seamless transition to the new method of working and
provided a large number of staff with the competencies and wisdom to be able to work more
effectively with others. 1998 saw an outage team comprised largely of members from the
previous year. Briefings were held for all members of the team and agreement was reached on
how to transfer the learning from the previous year. The team was thus able to build on its
previous success.
2.4 Summary
Traditional wisdom implies that providing you tell a person to do a job and watch them, they
will do it effectively. The reality is quite different: to be truly effective against a yardstick of
what is possible, people need more than just telling. Although blatantly obvious in all walks
of life as a non-tangible phenomenon, it is difficult for many managers to conceptualise this.
We would contest that to optimise efficiency, managers must take a more holistic view -
either that, or buy a very big stick and be content with mediocrity. Major projects contain
even more dynamics than the average company, but they also have the advantage of being
time-bound. Projects operate in a competitive environment and where suppliers genuinely
want to please. In the unique environment of projects, preparation is essential. This
preparation must consider not only the systems requirements of project management but also
the climate required to support these systems. The starting point for this is to appreciate that a
virtual organisation is being created. Ask yourselves the question: what type of company
would best suit this task? If you believe this to be a company in which all members strive
together in mutual support towards a common goal, then you must take positive steps to create
this. Some would say people work together well anyway. Yet it does not happen by chance
anywhere else, so why would it happen by chance in your disparate group? Create a plan to
involve the key players from the start, agree what is important, agree behaviour, learn to work
effectively together and make plans to both communicate and live this. Finally, for the
sceptics of which there are no shortage in this world, please remember, that the man who says
it cannot be done is usually overtaken by someone doing it - and in this case has been!
72
C583/004/2000 IMechE 2000
Reference
Morgan B. B., Jr., Glickman A. S., Woodard E. A., Blaiwes A. S. & Salas E. (1987)
Measurement of team behaviours in a Navy training environment (NTSC Tech Rep No. TR-
86-014 Orlando, Florida: Naval Systems Training Centre).
C583/004/2000 IMechE 2000 73
This page intentionally left blank
C583/007/2000
Partnerships and alliancing - and the importance of
a good business strategy
M R DIXON
Promanex Limited, Hurley, UK
SYNOPSIS
There are a growing number of studies on the reasons why some organisations are more
successful than others. All make it clear that the clarity of strategic direction and its relevance
to a changing environment is crucial. The wiser researchers and writers realise, however, that
it is not possible to reduce the explanations of how this is done to simple do's and don'ts.
Rather, successful organisations are those that are able to sense the critical forces at work
around them and change by building a capability for combining sound business strategies with
an understanding of the commercial pressures their clients endure.
This case study evaluates the market penetration and the achievements of a start-up business
and discusses the importance and the market acceptance of partnerships within the contracting
framework. The study sets out the balance required between the concepts of partnering within
the service supply chain, the need for a good business strategy and the drive for ever
increasing analysis and reduction of the unit cost of electricity.
This paper sets out the three parameters that have played a fundamental part in this start up
business and attempts to evaluate the value of each. The three parameters are:
Recent developments in the UK power industry
An analysis of the service supply chain
The fit between partnering and cost benefit ratios
In conclusion the success of the initiative is weighted towards a business strategy that
recognises commercial pressures rather than the partnering concept used to deliver the
services required.
C583/007/2000 IMechE 2000 75
1. INTRODUCTION
The business was originally created in August 1996 as a marketing concept focused on the
fragmented supply chains that support the UK power generation business.
The segmentation of this supply market has evolved under the influence of two overiding
forces:
The cost reducing strategy of the power utilities
The response by the supply base to this market driven influence
The process of privatising the power generation industry has seen the creation of a
competitive market dominated by cost cutting strategies. For a comparable generation
capacity the combined utilities have reduced their human resource by almost 70%. This
reduction has been carried out on an iterative basis resulting in an incremental reliance on the
supply base. Certain schools of thought suggest that rather than 'strategically outsourcing',
the stations have literally gone straight to market, encouraged multiple bids, placing orders on
the most economical tenders.
The situation faced by most power stations today, is the consideration and reconfiguration of
services that are already outsourced to numerous suppliers. The vision that needs to be shared,
understood and delivered is the rationalisation of this wide supply base into an economic
entity that is controllable, accountable and effective. The main strategic debate is one of
structure and style, as to how these economies can be delivered and developed into a more
economically outsourced package and a view as to the form and diversity of the resulting
supply chain that has to be managed.
The business has a clearly defined strategy that identifies and delivers economies of scale
through the bundling of non-core services. The strategy works and relies on the transparency
of the contract and the partnership developed out of this trust. The company has experienced
phenomenal growth and from a standing start the company is projecting a turnover of 12
million in only its third year.
2. DEVELOPMENTS WITHIN THE UK POWER INDUSTRY
In line with the expected efficiency gains expected from the privatisation process, competition
has changed the emphasis in the way the electricity generation business is managed. Although
in the past the whole of the industry made a profit (for its owner, the Government) and had an
excellent record in fulfilling its statutory duty to 'keep the lights on', it was engineering-led
rather than customer-led, and tariffs were established on a cost-plus basis.
The electricity pool and competitive market has therefore had an effect on all those who sell
into it. As electricity cannot be differentiated by source or quality, the accepted generalisation
is that the challenge is now to be the least cost producer. All the generating companies have
implemented a range of measures to reduce costs and have diversified fuel sources and the
range of fuels used.
76 C583/007/2000 IMechE 2000
In addition to tackling fuel costs, the CEGB's successor companies are further exploiting the
static efficiencies to be gained by reducing overheads. National Power and PowerGen alone
inherited 17,000 and 10,000 staff respectively from the CEGB. Staffing levels fell by nearly
70% by early 1996. Throughout the industry, reductions in manpower have helped to achieve
impressive performance improvements. In all companies, staff training is being increased, and
maximum flexibility is being encouraged.
The intensive drive to reduce operating costs shows what can be delivered when management
is faced with the pressures of surviving in a competitive market
For the large Generators, the profound changes in the industry since 1989 have been a great
stimulus to enterprise - new thinking, new ways of doing things, greater reliance on
'contracted out' services and has meant a total focus on the Generators core business of power
generation.
Clearly, a competitive market in electricity can be made to work, but not without casualties
along the way. Most of the gain so far has been achieved by the reduction of employees, and
further cuts are consistently pursued. In addition, traditional contractors and service provider's
prices have been driven, in an ever-reducing downward spiral, through cost competition
influenced by the utilities. As a result there have been mergers and outright casualties
amongst most sectors of the supply chain. As can be seen from this, most of the impressive
cost reductions generated by the utilities to-date have been through the exploitation of static
efficiencies. What is clear is that this process is not a sustainable strategy. The utilities now
have to address the issue of potential dynamic efficiencies by a fundamental reassessment of
their organisations, management practices, their resultant supply chain and the competitive
market in general.
3. AN ANALYSIS OF THE SERVICE SUPPLY CHAIN
The immediate success of the business can be attributed to a detailed understanding of its
industry and competitors. The previous section has introduced the history to the development
of the UK power industry over the last decade, and has highlighted the growing trends within
this industry sector, which will inevitably effect the strategic direction of the supply chain.
Rivalry among service providers takes the familiar form of jockeying for position - using
tactics like price competition, increased customer service or warranties. Rivalry occurs
because one or more competitors either feels the pressure or sees the opportunity to improve
position. Some forms of competition, notably price competition, are highly unstable and quite
likely to leave the entire industry worse off from the standpoint of profitability.
C583/007/2000 IMechE 2000 77
A state of equilibrium exists in the nature of the supply chain base, centered on four types of
companies:
The Original Equipment Manufacturers
In the 1960's and 1970's there were 14 boiler manufacturers and 13 turbine manufacturers.
Today's aftermarket is served by approximately 4 boiler and 2 turbine specialists.
Independent Engineering Supply Companies
Due to the size and nature of the large organisations in the previous grouping there are very
few independent organisations willing to compete with the turnkey players in the market.
What does exist is a number of specialist mechanical and electrical (M&E) engineering
suppliers who rely as much on the OEM suppliers as they do the Power Utilities.
Traditional Facility Management Organisations
The large FM providers have made little impression on the "industrial/engineering" led
service sectors and have concentrated on the traditional softer "FM" services such as building
fabric maintenance etc.
Industrial Service Providers
There are many industrial service providers in this sector of the market. The sector, by
definition includes companies who offer multi-disciplined services, traditionally, scaffolding,
insulation and industrial cleaning.
The market is complete with the myriad of service providers that populate the middle ground
between the FM organisations and the multi-service Industrial Service Providers. This area of
work covers such disciplines as:
fractory
ntrol and Instrumentation
ating Plant Specialists
raceheating and Heat treatment specialists
Jobbing Manufacturing and Machining specialists
Valve specialists
Case studies carried out by the Company's business development team have revealed that
many traditional coal fired power stations can have as many as 150 different suppliers chasing
350 separate contracts in this market sector.
There are in excess of 20 coal-fired power stations in the UK creating an estimated 300
million service driven supply market. The following model has been developed to illustrate
the market parameters:
78 C583/007/2000 IMechE 2000
The plaque in the center of the diagram (Figure 1) represents the two principal procurement
activities prevalent on coal-fired power stations, these are:
1. The procurement of Repair and Maintenance (R&M) overhaul services for both boiler and
turbine (i.e. the main assets of their core business).
2. The procurement of a multitude of support services required to run their business.
As stated, since privatisation in 1990, the combined utilities have reduced their human
resource by almost 70% for the equivalent generation capacity. In addition to explaining the
economics of privatisation it has resulted in the following environmental changes:
A lowering of the age profile of utility employees
A retention of key skills biased towards engineering
An increased reliance on its existing supply chains
A fragmented approach to outsourcing less strategic services
The first major impact this had on the R&M market was a heavy reliance on the Original
Equipment Manufacturers (OEM's) who initially took advantage of monopolistic
opportunities. This resulted in substantial returns to suppliers until the utilities actively
encouraged independent suppliers to reverse engineer themselves into the market creating a
fiercely competitive environment.
Whilst concentrating on this fundamentally important procurement activity the outsourcing of
the less important support services was conducted on an iterative basis with scant regard to
duplicity of costs and economies of scale. Obtusely, this procurement activity currently ranks
almost equally in terms of capital employed but is seen as less strategic than servicing the
crown jewels and therefore the market was allowed to grow organically in response to the
utilities drive to reduce headcounts.
The boiler R&M side of the business went through a violent cycle of acquisitions, mergers
and insolvency with Babcocks; NEI and Foster Wheeler dominating the scene in the mid-to-
late 80's, peaking at about 6 suppliers at which stage the market became so aggressive and
diluted that today there are only two significant survivors Mitsui Babcock and ABB.
C583/007/2000 IMechE 2000 79
The supply chain servicing the support side of the business evolved at two ends of a spectrum
illustrated on the right of the diagram.
At the top of the spectrum a market (which is still evolving in many other businesses at a
greater speed of knots) began to emerge for Facility Management organisations. The key
services provided in this sector are narrowly defined and generally occupy four main sectors:
Building maintenance
Catering
Domestic cleaning
Security
The sectors are defined more by the nature of the suppliers rather than the client's
identification of a niche supply market.
At the other end of the spectrum, the supply chain is dominated by service providers that offer
industrial services such as:
Scaffolding
Thermal Insulation
Industrial cleaning
This totally fragmented spectrum is the market segment that the business start-up, targeted.
Outsourcing and in particular the bundling of synergistic services is a fluid concept, which the
business has successfully developed into a core competence.
A typical outsourcing transaction will consist of two parts. First, there is the transfer to a third
party of the responsibility for the operation and management of part of an organisation. This
will often include the transfer to the supplier of some or all of the assets (including staff)
which comprises that part of the organisation. Second, there is the provision of services to the
organisation by the supplier, usually for a period of several years. This process is usually
driven by the need to reduce the non-core support cost base and can be accompanied by the
redeployment of internal resources rather than the transfer of those resources. This process is
not new and has resulted in many organisations ending up with a multiple supply base that is
unwieldy and uneconomical. As the supply base is increased, diminishing returns result and
more often than not the economies have turned full circle and indeed cost more than when
they were actually delivered 'in-house'.
80 C583/007/2000 IMechE 2000
Figure 2
A recent survey
1
of over 120 UK public and private sector organisations, which have
outsourced service functions, cited the following reasons for outsourcing, ranked in order of
popularity:
1. Supplier is more cost effective than the in-house department
2. Greater supplier experience and expertise
3. Reduction of supply base costs
4. Enables the buyer to focus on core business
5. Buyer resource constraints
6. Supplier provides access to innovative ways of delivering traditionally managed services
7. Lack of in-house skills
8. Flexibility for the future
9. Improved customer service quality
A subsequent reason for the development of synergistic economies by bundling outsourced
services is the enhancement of their financial and operational control. Ironically the actual
management of the outsourced services is generally easier to control when outsourced itself
providing the buyer with greater cost visibility of specific services or processes, contractual
controls and the implementation of changes more promptly and dispassionately than by in-
house management.
The business has a clearly defined strategy that identifies and delivers economies of scale
through the bundling of non-core services.
The strategy to gain market share by bundling synergistic service contracts is a critical
success factor in the development of this start-up business. The OEM's choose not to compete
directly as it is seen as non-core business and overhead costs in the form of manufacturing
and R & D make them uneconomical. FM organisations are either unaware of the niche
market or are unable to mobilise the appropriate skills to take advantage of it.
The industrial service providers are reluctant to move into other services and will not touch
anything mechanically related in fear of upsetting the OEM's who they rely on for a good part
of their business.
This segmentation, therefore, results in a genuine niche market that the business has been able
to capitalise upon.
The Company offers a potential client three options when considering each particular supply
chain:
> To do the work directly
> To sub-contract the work on behalf of the client
> The client sub-contract the work and the Company manage the sub-contractor for a
management fee
The work is conducted on an open book basis and target budgets are based on historic spend.
The Company charge a management fee for a given work scope which includes overhead
recovery and profit. A gain share formula is developed to share all sums of money that have
been saved from the targeted budgets. Risk is identified as cost exposure if budgets are
' The Maturing of Outsourcing (London: KPMG, 1997)
C583/007/2000 IMechE 2000 81
overspent due to bad productivity or planning. Current contracts have been awarded on two or
three work scope packages that have then grown organically or have been awarded as multi-
disciplined packages. A critical mass has been achieved at two sites where the Company remit
is to consider all sub-contract packages as and when they come up for renewal on a periodic
basis using the added value concept as justification for consideration.
The success of the strategic entry into the market has been so successful that the Company is
now recognised as an "Industrial" FM supplier and has been encouraged to compete with the
OEM's for boiler outage work. Contracts have now been awarded for this type of work where
the client has undertaken to award R&M work on the understanding that the scope of work is
service driven and can be awarded without the burden of overheads associated with
manufacturing and R&D ability. These appointments are not only significant for the business
but are seen as a significant market initiative for all service providers and adopting a contract
format unique to the services provided is seen as crucial.
4. THE FIT BETWEEN PARTNERING AND COST BENEFIT RATIOS
To achieve reductions in the unit costs of electricity production Power Utilities are now faced
with the endless search for economies of scale and cost reductions in all of their supply
chains. This manifests itself, in the service driven economy, as the detailed analysis of
contract costs; analysis of the number of man-hours required and the cost make up of the
individual man-hour. Considering the whole outsourcing cycle, a lot of pre-contract cost is
borne by both client and supplier as a consequence of the lack of understanding each party has
of each others business. Without this fundamental understanding the concept of partnering is
no more than the indulgence of marketing nomenclature.
The composition of the manhour rate in a service driven contract is the one issue that both the
client and supplier should be able to establish so that negotiations are based on target
manhours for an activity rather than simple cost. The composition of the rate is generally
standard for all service activities providing for the variable elements of pay, National
Insurance and benefits together with the fixed costs associated with running the company.
Where the client and supplier should work together in the context of a partnership is reduction
in costs by improved work planning to maximise the utilisation of the labour and the search
for economies in synergistic supply chains.
Partnerships should be driven by cost benefit ratios. The cynicism that is ever present behind
the concept of a "comfortable" partnership are fuelled by the suspicion that the partnership is
embraced for the long term predictable revenue stream, albeit at a below average market
return. The acceptable compromise is that net profits of 5% over a five year partnership deal
are more attractive than net profits of 10% on a contract that has to be renegotiated against the
back drop of cost benefit ratios on an annual basis. The temptation to adopt a long-term
partnership at a suppressed return to the supplier can emasculate the very drivers required to
innovate and reduce costs.
82 C583/007/2000 IMechE 2000
Cost benefits should recognise the needs of both parties. The client needs to reduce a tangible
cost base whilst demonstrating world best practise in safety, welfare and environment. The
supplier needs to maintain a profitable business, which enables the investment in and
motivation of his most important asset, the human resource. Understanding each other's cost
base can be the critical success factor in any partnership and can facilitate the exploration of
areas of cost reduction. The business strategy clearly attempts to resolve this potential
paradox by encouraging the client to publish target cost data and ensuring that one of the
many key performance indictors (KPI's) is a year on year cost reduction that both parties
benefit from in the form of gain/risk/reward contracts. Service level agreements (SLA's) are
used to ensure that other KPI's are not compromised.
In July 1994 Sir Michael Latham published a report Constructing the Team which gave a
cautious endorsement to partnering. It recommended that:
"...the partner must initially be sought through a competitive tendering process, and
for a specific period of time. Any partnering arrangement should include mutually
agreed and measurable targets for productivity improvements. "
The report also considered relationships down the supply chain:
"Such arrangements should have the principal objective of improving performance
and reducing costs for the client. They should not become "cosy". The construction
process exists to satisfy the client. Good relationships based on mutual trust benefit
clients."
C583/007/2000 IMechE 2000 83
Figure 3
Partnering is a common concept throughout the supply chain. It should be viewed as essential
mechanism in the delivery of cost reduction needed for market competitiveness. The
challenge for partnering as seen by the service supplier is not just to introduce a stepped
change in competitiveness but to improve time, cost, safety and effectiveness year on year
into the future. Partnering is only an advantage where it serves the commercial pressures
endured by the client. Business strategy may be just as important.
5. CONCLUSION
The growth experienced by the business, can be attributed to two factors. Firstly the company
has developed a clear opinion of the market forces involved in their targeted sector. Secondly
the clients served were obviously in need of new radical service proposals, to such a degree
they were willing to indulge an untested start-up business.
Early contract successes involved low risk less critical work scopes. As the concept
progressed from promises to delivery, the client base either encouraged additional work
scopes or accepted suggestions of economies of scale from further bundling. Within the space
of 18 months the client base began to migrate R&M services associated with their critical
asset to the company portfolio. These services had traditionally never been let outside of the
OEM supply chain.
When questioned, the client base almost universally acknowledges the fact that the unique
selling point is the priority placed on innovations to reduce cost within the context of well-
articulated business strategy.
Partnering is generally seen as a norm in client/service relationships that can easily lose its
focus if the business strategy is not sympathetic to the client needs. The service driven
economy that supports the electricity generation market must always be sensitive to the
changes in the market at large but must always recognise that regardless of how convoluted
the supply chain is, there will always be budget holders in that chain who are regularly being
tasked, on an annual basis, to get more for less whilst pursuing the goals of world best
practise.
84 C583/007/2000 IMechE 2000
C583/008/2000
Value added using focus group methodology
A MYERS
National Power PLC, Swindon, UK
SYNOPSIS/ABSTRACT
The value of getting staff together to share ideas has been well proven. Where a number of
similar, but not necessarily identical, power stations are owned, this process can be focussed on
specific issues to very good effect.
This paper describes how National Power uses focus groups in a number of plant areas, and
illustrates the process with reference to its Materials Handling Focus Group. The paper
addresses technical and human issues encountered by the Group.
INTRODUCTION
The value of getting staff together to share ideas and get to know one another has been well
proven. National Power regularly gets members of its world wide power station staff together to
share ideas and create informal, mutual support networks. Where a number of similar, but not
necessarily identical, power stations are owned, this process can be focussed on specific issues
to very good effect.
The paper describes how National Power uses focus groups in a number of plant areas, and
illustrates the process with reference to its Materials Handling Focus Group where there is a
particularly productive combination of Central Engineering with 'coal face' power station staff.
Savings have been identified and schemes are being developed.
This paper deals with the human issues of implementing a successful group across international
and internal boundaries as well as technical and IT issues. Possible future developments of this
group are also discussed.
WHY FORM THE GROUP?
The prime motivators for forming the group were:
Pool the knowledge resident at the individual sites to support the company goals.
Each of NP's coal fired power stations has experienced a myriad of successes and failures
within the lifetime of their materials handling plants. Unless one is aware of the event,
through an individual's recollection or documentation this knowledge is lost to other sites
within the company.
C583/008/2000
85
These experiences are often invaluable when developing overseas sites and seeking to avoid
the repetition of incidents.
To develop mutual support relationships between the power stations and HQ.
Unless there is a prevailing environment of trust, the release of data often resident in the
individual alone, will not occur. This takes time and arrives with familiarisation of one
another's goals. Failure to secure this environment will result in information being withheld,
particularly experiences which contain an element of embarrassment.
To provide support to individuals when issues arise.
Knowing that there are people operating in similar environments who one can contact at
short notice, and secure a timely response, has benefits. These benefits are both to the
company in terms of improved quality of decision making and to the individual who feels
less exposed.
The relative success of international business activities is predicated on a company's ability
to successfully resolve the concerns of lenders. NP's breadth of operational experience
coupled with detailed record keeping and knowledge sharing provides lenders with the
security that a power plant will be operated to world's best practice.
Furthermore on brownfield sites, many systems can be installed with enhanced levels of
confidence built upon previous experiences in developing the design.
To provide continuity of knowledge and continuous improvement.
NP has reduced its workforce from approximately 17000 at privatisation to approximately
3500. The divestment of West Burton, Ironbridge and Rugeley, the sales of Drax,
Eggborough and Blyth and early retirement have contributed to a loss of knowledge. The
impact of this loss of knowledge has been minimised by the introduction of measures such
as the focus group concept.
FOCUS GROUPS WITHIN NATIONAL POWER
25 Focus groups initially envisaged.
Groups included: Boilers, CCGT Operations, Chemistry, Generators, Outage Programme
Management, Maintenance Management, Turbines, Process Control and Materials
Handling.
Supporting systems
Peer support in the form of station managers agreeing to the presence of their staff was
obtained.
Communication within groups is aided by the use of NP's intranet. Each group has its own
86 C583/008/2000
site, details such as group membership, minutes of meeting, group events, presentation slides
etc are stored here.
Present Situation
Approximately half of the groups now remain active as a formal entity. In those cases where
group members believe a group is no longer making a contribution to the business, they have
dissolved the group. In some cases, the lack of a champion who values the group and is
prepared to organise the event or participants who do not enter into the spirit of the event has
also caused the termination of some groups.
EXPERIENCES OF THE MATERIALS HANDLING GROUP
This paper is primarily based upon the experiences of the active Materials Handling Focus
Group.
Formation of the Group
Stage One
Identification of the desired membership.
Securing of member and peer support.
Membership consisted of the coal and ash engineers from all of NP's UK coal fired sites,
and a representative from the following corporate functions: Fuel Management, National
Ash and Engineering. Representation had to encompass groups who commonly interface
with one another - giving each a voice with which they could contribute.
Stage Two
Determine the location of the initial meeting and subsequent meetings.
To avoid complications the initial invitation to members identified a plan to rotate the
location to other sites in the subsequent meetings.
Determine an agenda.
The agenda needed topics in which, all parties had an interest and could contribute. For the
first meeting, it was decided to present topics such as: Stockpile Management, Coal and
Petcoke Blending Techniques.
Stage Three
Role of the Project Champion/Group Champion
As I had moved from a primarily Project Manager's role into an Engineering - Materials
Handling Specialist Advisor role in April 1998 with responsibility for international business
C583/008/2000 87
development on materials handling issues, the potential of the Focus Group to assist me in
transferring UK best practice overseas was obvious. What was less obvious at the time was
the quid pro quo for UK station staff who were giving up time to help others, when their
time at their own business unit was already in significant demand. It was readily apparent
that if the Group was to fulfil its potential then the Project Champion was going to be the
person with the greatest need at that point in time, hence, I inherited the role as Group
Chairman. The quid pro quo for UK coal fired station staff did however materialise in due
course and is explained later (see wheeled motor scraper fleet). The Group Chairman role
initially takes considerable effort ranging from arranging for presentations, the content of the
next meeting, running the meeting, updating the intranet, to booking hotels, arranging the
collection of coal and ash engineers from NP's international sites from the airport, issuing
minutes, producing agendas etc, however, this load diminishes significantly once the Group
starts to perform and individuals take some of the load.
Stage Four
The First Meeting
The first meeting in late April 1998 was the hardest. Bringing together people who, though
conscious of one another, had perhaps not shared their views/experiences for the benefit of
all. At the close of the meeting, the first milestone had been achieved, a full station turnout,
with a contact at each site who had a similar interest. The Group had started!
Stage Five
Subsequent Group Development
The agenda and location of subsequent meetings was determined by the Group, with, to
date, presenters drawn from within NP. Meetings have typically consisted of 3 to 4
presentations and a general questions session in the morning, followed by a visit around the
materials handling plant in the afternoon at the location where the meeting was being held.
Meetings are held every three to four months. The meetings are now very easy to conduct,
receive full station attendance, all members contribute, there is not a competition to impress
or demonstrate knowledge, and successes and failures are regularly shared without
embarrassment. The Group is a pleasure to work with, and it is very rewarding to feel that as
a team you are contributing and each member in the team is playing his part.
The following reviews a few of the technical matters reviewed by the Group demonstrating
where added value has been acquired through Focus Group Methodology.
Technical Topics Reviewed
Topics covered by this Group generally fall into three categories:
1. Issues which have provided tangible benefit to the business.
Wheeled Motor Scraper Fleet
This is without doubt one of the Groups major success stories. When people ask "does the group
provide a return on its investment in people's time? ", this is an excellent tangible example of
88 C583/008/2000
'value added'. Based on purchase prices paid for scrapers approximately 18 months earlier for
the same equipment specification, the Group secured a cost saving of in excess of 750,000. The
purchasing strength of the Group approach compared to a single station by station approach
being clearly demonstrated.
This issue commenced when the Group reviewed the existing wheeled motor scraper fleet across
NP. The existing fleet was generally approximately 20 years old, had seen minimal maintenance
effort/investment over the past few years and reliability/availability was reducing. Major costs
were being predicted and budgeted for across all the NP sites. A strategy for the replacement and
subsequent service and maintenance of this equipment was identified which was compatible
with both the business capability projections over the next 5 years and delivered a positive Net
Present Value.
The strategy was based on a portfolio approach whereby the ability to relocate scrapers between
power station sites and minimise business operating costs was at its heart, compared with
scrapers being viewed as solely a station asset.
Furthermore, the strategy delivered a reduction in the number of scrapers within NP with more
reductions to follow. The scraper fleet age profile became significantly younger. The new
scrapers are obviously expected to provide significantly higher levels of availability and
reliability over life. A competitive fully inclusive service and maintenance cost was secured.
The new plant will also comply with the latest standards in respect of health and safety and the
environment.
The negotiated contract is also sufficiently flexible to permit NP to react to a changing market
place at short notice without the application of damages.
The wholehearted adoption of the strategy by each of the power station sites would not have
been secured if it did not make business sense. The strategy had to make business sense to the
coal and ash engineers, procurement staff at each site, financial staff at each site as well as senior
corporate management. This is not to say no local site difficulties did not have to be overcome,
but the robustness of the strategy to local challenges gave the strength to solve these local
matters.
In pulling together the coal and ash engineers from the different sites, developing a strategy,
complying with EU Law, issuing specifications, assessing tenders, negotiating with tenderers,
awarding a contract and subsequently project managing the contract a very strong bond between
the various individuals developed.
On many occasions during the process, praise has been given for an individual's contribution,
this recognition of one another's strengths and weaknesses particularly when HQ and station
sites interact is excellent, fun and makes you feel proud to be part of the Group. How many
times in the past have you heard local sites complain about HQ and vice versa.
This particular process has had other spin-offs.
Group members have had their breadth of knowledge broadened into areas which previously
were a 'black hole'. Information is shared to a much greater extent.
C583/008/2000 89
The layout of one particular site resulted in a technical solution needing to be trailed.
Another site for whom there was no material benefit, volunteered to trial the solution. I
would suggest if it was not for the strength and support which exists within the Group this
offer would not have materialised.
By being able to demonstrate thoroughness and competency to the Group in, Specification
Management, Engineering and Project Management, has resulted in valuable third party
business coming into NP. NP now actively markets its Engineering resources to companies
outside of NP.
Transport Infrastructure
Early warning from one site of the potential for an incident led other sites to review their
arrangements. This immediate review permitted remedial measures to be taken, to address the
situation. The avoidance of an incident is difficult to quantify in cost terms, but these costs can
be significant. The Group permitted the quick dissemination of the knowledge at a working level
saving time and facilitating early control of the situation. In this case, rail clips exposed from
view by cover plates designed to assist the flow of coal into the hoppers had corroded to a point
whereby replacement was necessary.
Introduction of New Rail Wagons
One of the successor rail companies was seeking to introduce new rail wagons on to NP's coal
fired sites to replace existing rail wagons. The new rail wagons were larger, had implications for
existing sampling systems, weighbridges, structural loads, track radii etc all of which needed to
be reviewed. Instead of each site sending a person, a sole person was used by the Group to co-
ordinate responses, and minimise the time spent by each site to a minimum. Not a 'world
changing' saving, but it again illustrates the trust within the Group to allow this to happen and
optimised the use of its diminishing manpower.
Spares
During the CEGB period certain measures were taken to ensure a power station was able to
ensure the delivery of fuel to its site. Many of these measures have never been used. Casual
conversation within the Group identified spares which would never be used on one site and
destined to be scrapped, but which would be invaluable for other sites. Again not a 'world
changing ' saving, but every little makes a contribution to the business. Cases in mind to
illustrate this include: conveyor belting and railway lines.
Laser Monitoring of Bunker Levels
Problems in coal handling can result in loss of plant availability, rejection of fuels, additional
costs for blending, and increased emissions through poor milling and combustion. Problems
such as rat holing in bunkers can result in blowbacks, which are a hazard, and to overcome this
the bunkers are filled when still at a relatively high level, incurring additional coal plant effort.
Another reason for reliable monitoring of bunker levels is where in-furnace blending is used,
that is filling bunkers with different fuels. Several members of the Group was involved (with
others from outside of the Group) in the testing of laser monitors in lieu of ultrasonics to give
90 C583/008/2000
improved diagnostics of levels and flows at a similar cost to ultrasonics. This work
demonstrated, discussed and monitored by the Group shows significant potential way beyond
the initial goal of providing an accurate view of bunker levels.
Leasing
With older coal fired stations with low load factors, the need to keep capital expenditure inline
with expected earnings requires innovative approaches to procurement. The Group has actively
considered several proposals for the leasing of plant notably valves as one potential way of
securing plant availability/reliability at a known cost whilst operating in a volatile unpredictable
market place with an uncertain life span.
2. Issues which broaden the knowledge base of the Group membership.
Legislation
The introduction of new legislation on many occasions requires no amendment to existing
practices, however, there are instances where changes to operations have to be made. The Group
has used the forum as a means of staying abreast of changes in legislation.
A presentation was made on the Implications of EC Directive 1999/31/EC on the Landfill of
Waste. Given the huge quantity of ash produced by all, this subject can have a significant impact
on power plant operation and long term viability.
A discussion was held on the Lifting Operations and Lifting Equipment Regulations (LOLER)
1998 in regards to how the materials handling plants are ensuring compliance with these
regulations. Of particular interest was the fact that the Regulations explicitly reference horizontal
belt conveyors as being excluded from the Regulations, but make no mention of inclined
conveyors.
Each of NP's ash disposal sites requires the site controller to possess a Certificate of Technical
Competence (COTC) issued by the Waste Management Industry Training and Advisory Board
(WAMITAB). This certificate demonstrates that waste managers are technically competent. The
Group serves as a useful platform for the station coal and ash engineers (Waste Managers) to
compare: how they were progressing, the sorts of submissions required of them by their
assessors, the extent of time expended on securing the qualification, how different inspectors
were enforcing legislation, how particular problems had been solved and to compare the level of
support provided by each power station.
Schedule Of Conveyor Belting
The Group investigated the extent of commonality of conveyors, to establish if savings in stock
holding could be achieved. Each station completed a schedule; this was submitted, summarised
and presented at the meeting. Whilst not identifying a significant scope of commonality, it did
serve to identify the types of belts held on the sites, the suppliers used for sourcing belts at each
site and the different means of holding stock or having belt stock available to the power station.
This work later became beneficial in providing a prompt response to one of NP's operating
international assets.
C583/008/2000
91
Stockyard Blending Techniques
The ability to be able to burn as wide a range of fuels as is practicable whilst operating within
agreed consent levels, clearly gives an opportunity to gain competitive advantage. A
presentation was received covering various options ranging from a minimum cost basis to a full
blown blending case. At one particular site, the stockyard was re-arranged to permit the
segregation and optimising of which fuels to burn depending on the sites generation needs.
Advice was also provided on what aspects of fuels readily blended, and other facets of a blended
fuel which could have other combustion implications.
Stockpile Management/Spontaneous Combustion
This presentation reviewed the following aspects: spontaneous combustion including causes
there of, susceptibility of a coal to spontaneous combustion, tests to measure susceptibility to
spontaneous combustion, measures which decrease the likelihood of spontaneous combustion.
Environmental aspects such as; avoidance of dust blow, control of coal stockpile run offs. The
presentation concluded with a review of the approaches to coal stock management for tracking a
coal from arrival at site to being conveyed to the bunkers. It compared the systems employed at
NP sites within the UK and international sites which NP have an involvement.
Role of National Ash/Ash Marketing
Coal and ash engineers whilst having a direct responsibility through their line management, also
interface with other departments outside of their stations' direct management control. To have an
appreciation of the issues which impact on the way they perform and vice versa often facilitates
revised methods of working to the benefit of both parties. National Ash who have a
representative in the Group explained the needs of their customers, the external parties with
whom they interfaced, ash and dust volumes sold from each site with reasons for the variances
and concluded with new opportunities and thoughts they were developing on how to exploit
them. FMD, the fuel management group responsible for purchasing fuels for NP's UK sites did
a similar presentation.
Comparison of Private Sidings Agreements/Rail Track Maintenance
The merry go round system employed on most NP coal fired sites results in an extensive on site
rail network measured in kilometres with associated points and signalling which all needs to be
maintained. Maintenance of the red and blue nominated sidings have been carried out under
what is known as Private Sidings Agreements (Red and blue sidings refer to a drawing which
has a portion of the sidings marked in red and the remainder blue. The portion marked red is
maintained by the appropriate railway body, the portion marked in blue is maintained by the
power station). Each rail connected coal fired station has a Private Siding Agreement. These
agreements set out those aspects of the rail network for which maintenance is mandatory by
Railtrack, and those aspects which can potentially be done by sub contract. As stations have
sought to exercise their right to maintain those portions of the track it is able to, the costs of
maintenance, methods of maintenance, experience of contractors used etc has been shared
between the sites, as the stations seek to secure well maintained rail track at a market rate.
92 C583/008/2000
Comparison of station bunker experiences
Many bunkers whilst having a design working capacity are often operated at levels far less than
anticipated. This presentation sought to summarise and compare experiences by reviewing the
status of bunkers within NP's sites. Each site completed a pro forma identifying aspects such as
design and working capacity, wall angles, extent and types of lining, bunker throat aspect ratios,
types of modifications which had been carried out, coal specifications received at different sites
etc.
From the early notes on laser monitoring, one of the reasons for selecting the trial site was that
the bunker was not lined with ultrahigh molecular weight polyethylene (UHMWPE) unlike
many others within NP.
Engineering Risk Assessment Process (ERAP)
This process applied across all NP sites reviewed potential risks and means of mitigation. With
the benefit of new experiences, it has enabled the quality of the process to be further enhanced
by the addition of supplementary sheets covering areas not adequately covered previously. Some
enhancement of the materials handling aspect of ERAP has been required. The enhancements
were agreed by the Group and then subsequently implemented at each site.
Eggborough New Precipitator Scheme
The addition of a fourth field to the Unit 4 Eggborough precipitators resulted in a dense phase
dust transmission system being fitted. The remaining precipitator fields retained their lean phase
systems. NP's international stations and some NP UK stations had previous experiences of the
dense phase systems to be employed at Eggborough and were able to share operational
experiences particularly in the areas of level detectors/tuning fork reliability, access for
maintainability, means of obtaining samples from the system. Some of the points raised were
subsequently incorporated within the installed scheme.
3. Issues which have been carried out at the request of personnel outside of the Group
membership.
Whilst NP have a suite of Operation and Maintenance Documentation, Specifications, Reports
etc, there is also an array of site specific documentation which exists with in the materials
handling field. Examples include proformas for monitoring stock levels, recording and
monitoring of road borne coal pro formas, for tracking of coal deliveries/stock management on
site, materials handling training packages, risk assessment methods etc.
The Project Manager of NP's Changsha Project requested the Group to collate appropriate
operational documentation to assist him in developing similar documentation for the Changsha
site, thus using proven practice and avoiding re-inventing the wheel.
Requests have also been made from operating international assets which have been fed in to the
Group to get a thorough reply. Examples include a review of experiences of a particular type of
slurry valve for a power station in Australia. On this occasion in addition to information from
the Group itself, contacts some Group members had with external companies were also utilised.
In another case, in Spain information was sought on belting standards utilised within NP.
93
C583/008/2000
Previous work mentioned above on conveyor belting proved a valuable source of information
enabling a timely response. .
The above excludes the informal discussions which take place at the meeting, the greater
awareness of what is happening on the different sites and the multitude of conversations and
support that now take place outside of the official meeting, in ones day to day business which
has an unquantified value.
Future of the Group
The Group must now adapt itself to challenges presented by the further divestment of plant and
creation of National Power's new engineering business. These challenges and benefits include
opening membership to Clients, bring speakers in from manufacturers and other industry
participants.
The prime goal remains for the Group to enjoy being together for the benefit of both the
members of the Group and to add value to the business.
In summary, I believe the above is demonstrable evidence of how Focus Group Methodology is
providing a value added service to NP and its partners. Value that is now available to generators
through NP's Engineering Power Service.
2000 National Power PLC
94
C583/008/2000
Sweating the Asset - I
This page intentionally left blank
C583/017/2000
Quantitative risk assessment and its role in plant
maintenance decisions
M I WOOD, R P D LANT, and J M BREAR
ERA Technology Limited, Leatherhead, UK
ABSTRACT
This paper examines the use of a risk-based philosophy in the assessment of boiler, steam line
and gas turbine components. A brief review of the progressive, phased approach to boilers
and steam lines is given. This is followed by an outline of the quantitative treatment of
specific 'high risk' components - as identified by the preliminary phases of the assessment
route. An application to interconnecting pipework, operating in the creep range, provides an
illustration.
Assessment of gas turbine components is often more qualitative. However, quantitative risk-
based methods can be applied in certain circumstances. A probabilistic approach to the
assessment of the risk associated with the life extension of stator vanes in a heavy-duty
industrial gas turbine is presented and discussed.
1. INTRODUCTION
In the late 1980's and early 1990's, management of power plant boiler and pipework
components was focused on ensuring continued plant availability, through routine
maintenance and remaining life assessment, without detailed consideration of cost
consequence. The inspection requirements were largely dictated by legislation, or by
industry standards.
These remaining life assessment procedures were progressive, commencing with paper based
calculations to determine the component lives using design dimensions, conservative
operating data and lower bound materials properties. Based on these preliminary
assessments, a programme of on-site, conventional NDE and replication-based inspection
was carried out on those items that had been determined to be most critical. The results of
this work allowed refinement of the remaining life estimates from the initial calculations and
implementation of a cost-effective inspection programme. On conventional steam raising
power plant approaching the end of its design life, an outage in the mid 1990's would have
C583/017/2000 IMechE2000 97
taken 4-8 weeks to complete and cost between 200,000 and 2,000,000, depending on the
unit size; even more if extensive repairs were required.
In the current economic environment, where power plant operation is driven very much by
plant profitability rather than plant availability and where legislative requirements have
begun to focus on principles rather than prescriptive detail, minimising the duration and cost
of unit outages is essential. Qualitative and quantitative risk assessment methods allow the
extent of plant inspection and maintenance during an outage to be focused on critical
locations and enable the risk penalty associated with reduced inspection levels to be
quantified.
The situation for industrial gas turbines (as used for power generation) has always been
somewhat different, partly because of their lower penetration into the mainstream power
market. These machines have tended to be overhauled at maintenance intervals
recommended by the original equipment manufacturer (OEM), with any necessary repair of
the hot section components taking place at these times. However the use of judicious
component assessments, coupled with the application of repair techniques, has often allowed
plant operators to extend the useful life of hot section components, or to increase the
inspection and repair intervals. There has been a moderate amount of work carried out
developing metallurgical and engineering techniques that can be used to assess the condition
and integrity of such service run components. However, one of the uncertainties in such an
assessment concerns the ways in which the spread in material properties and component-to-
component variability can be incorporated into assessments of a set of engine run
components. Whilst individual components can be examined, it is not fully appropriate to
carry out a deterministic analysis when assessing a group of such components.
A brief outline of the phased approach to life assessment of conventional plant is given
below. This is followed by examples of quantitative risk assessments addressing life
prediction and inspection planning for high temperature interconnecting pipework and the life
extension of hot section components in an industrial gas turbine.
2. THE PHASED APPROACH TO THE ASSESSMENT OF CONVENTIONAL
POWER PLANT
Conventional power plant accumulates damage (e.g. wall thinning due to corrosion, or creep
and fatigue damage) at known rates under normal operating conditions. This means that,
with the appropriate component history inputs, a remaining life can be derived by calculation.
Typically, lower bound materials properties, maximum corrosion rates, and maximum
operating temperatures and pressures would be used in the preliminary assessment. In some
instances little operating history and inspection data is available. In this situation operating
temperatures for specific components can be derived from internal oxide thickness
measurements and in the absence of inspection data, maximum corrosion rates can be used
from databases of similar material in similar operating conditions. These data will be at the
extremes of their respective distributions, giving an effective probability of failure at the
predicted component life of the order of 10"
6
-10-
7
.
Depending on the lives predicted, a Phase 2 plant inspection would be undertaken on those
areas calculated to be nearing end of life. Ordinarily this involves conventional non-
destructive testing, possibly replication to assess the level of creep damage, and various
98
C583/017/2000 IMechE2000
advanced NDE techniques. The costs of delagging, scaffolding and inspecting major
components in a power station, for instance the main steam lines, are of the order of 200,000
- 2,000,000; a significant sum. In today's conventional plant operating scenario, in most
instances repair or replacement at a failure probability of 10-
6
-10-
7
would be considered
overly conservative. Most conventional stations would normally be prepared to run at higher
probabilities of failure if significant savings can be made, as is shown by the extension of
plant outages from 2 years to 5-6 years in the last decade. Under these circumstances a risk-
based assessment of components prior to inspection scheduling is frequently warranted.
Details of the approach adopted for one high temperature pipework system are given below.
3. RISK BASED INSPECTION OF PIPEWORK
ERA Technology were requested by a client to develop an approach for prioritising and
minimising the inspection coverage on six sections of interconnecting pipework, operating in
the creep range. The lines were fabricated from ICr1/2Mo material and had been in service
for approximately 220,000 hours at the time of assessment - well beyond their design life.
The operating temperature of the lines varied from 480C to 520C during service, at a
constant pressure of approximately 2 MPa. The lines included 26", 24" and 16" diameter
pipe, much of it seam-welded.
The approach involved development of pipework stress analysis models and application of
probabilistic creep life assessments for the pipelines. Given the four-yearly outages proposed
for the unit, the probabilities of failure were calculated for the present time and intervals of 4,
8 and 12 years' further service.
3.1 Pipework Models
Elastic pipework stress analysis was carried out on the six pipelines. The pipework
geometry, size and material specification were taken from the original isometric drawings for
each line and lagging weights were calculated from mass per unit length details supplied by
the client. Detailed information on the spring hanger support stiffness and locations and the
constant load support locations was also used in the analysis.
Careful attention was given to determining appropriate boundary conditions. For five of the
lines, the terminal welds at one end were taken to be fully restrained under translation and
rotation, the other end being free to move and take up the hot/cold displacement as the line
expanded and contracted. On account of its complexity, the sixth line was assumed to have
all terminal joints constrained (see Fig.l). No details of cold pull were available; therefore
the assumption was made that there was no cold pull for modelling purposes. On the basis of
experience, 30% relaxation of the thermal stresses was allowed for in the calculation.
3.2 Stress Analysis Results
Of the six lines addressed, the sixth, with full constraint at all terminations, indicated the
highest bending loads with peak stresses of up to 112 MPa. For the straight sections and
bends, where seam and butt welds were present, both hoop and axial stress components were
determined to enhance the accuracy of the creep model and to define more precisely the
inspection locations. A summary listing of the results from some of the key locations on line
six is given in Table 1.
C583/017/2000 IMechE2000 99
3.3 Probabilistic Creep Life Assessment
A mechanistic approach to the probabilistic life prediction was used, based on a knowledge
of the component structure and materials and the critical damage mechanisms (Refs.l and 2).
Data sets were generated representing the critical life limiting factors and algebraic error
propagation methods were used to determine the probability of failure distribution as a
function of the distributed input parameters. In accordance with code requirements, the
distribution in material properties was reduced by a factor of 25% to make allowance for the
longitudinal and circumferential weldments present in the lines.
For each analysed location, the mean creep life and the time to a cumulative failure
probability of 1% has been determined. The cumulative failure probabilities at the present
time and at the proposed outages in 4, 8, and 12 years have also been assessed. The results
are summarised in Table 1 and shown graphically in Fig.2. As this figure shows, there is a
strong correlation between failure probability and stress. This is to be expected since stress is
the only variable whose position dependence is known. The points fall into two bands; the
lower one relates to sections of piping that had been replaced at some time during the life of
the unit. Similar results were obtained for each of the lines. Table 2 compares the overall
cumulative failure probabilities calculated for each line. These figures were obtained by
combining the probabilities of failure for all analysed locations on each line.
There were justifiable concerns expressed to the effect that the modelling package was
designed for elastic pipework analysis, whereas the lines examined here have been in high
temperature service for in excess of 220,000 hours and therefore could have undergone creep
relaxation. To validate the pipework models, measurements of the hot and cold movements
of the lines in the X, Y and Z directions were taken and compared with those predicted by the
models. This validated the pipework models and thus the quantification of failure
probability.
3.4 Consequence and risk
Consideration of the dominant stress direction and weld geometry at each analysed location
allowed the expected failure modes to be determined. Leak-before-break of both seam and
butt welds could be demonstrated in some cases. In other situations, catastrophic rupture of
one geometry or the other had to be assumed. Relative costs were assigned to these events by
the client. These costs comprised safety, reinstatement and business loss elements.
Multiplication of the consequence cost by the current failure rate (time derivative of the
current cumulative failure probability) gave the current relative risk per year, shown in Table
1. For ease of comparison, risk ranking figures are also shown.
4. LIFE EXTENSION OF GAS TURBINE COMPONENTS
As noted in the introduction, hot section components usually come with recommended
replacement lives by the OEM. In the case under consideration here, the operator of four
heavy duty industrial gas turbines had a commercial need to assess whether the lives of the
row 1 and 2 stator vanes could be safely extended by ~20,000h, beyond their current
110,000h of operation. The recommended replacement life was 100,000h equivalent (this
took account of the variable loading pattern of the units, with different life consumption rates
for different operating temperatures). Since the previous strategy had been to replace the
components at the recommended life, the operator required an assessment of the risk if this
100
C583/017/2000 IMechE 2000
change was to be undertaken. For a variety of reasons no stator components were available
for examination, and only a limited in-situ inspection was possible.
4.1 Machine Details
The machines had been installed in the 1960's. The operating pattern was that of continuous
operation for 50 weeks/year with very few stop/start cycles. However, because of the
variable loads, the inlet temperature varied throughout the day (the speed also altered, but this
does not affect the stresses in the stators under consideration here). This duty pattern had
been maintained since the time of installation.
The machine configuration was such that the hot combustion gases from a single,
freestanding, silo combustor were ducted underneath the machine and entered the turbine
through an armulus. The hot section consisted of a six stage turbine with a forged monoblock
rotor. The various components were not cooled with the exception of:
a) Limited cooling air flow over the lower aerofoil/platform of the row 1 stator.
b) A small quantity of compressor air fed through the second stage stator.
The effect of this cooling was not included in the analysis (i.e. a conservative approach has
been taken). The inlet temperature was measured at only two locations. These values were
averaged, and this single value was recorded for use in the life consumption calculations.
4.2 Component Conditions
The row 1 and 2 vanes were fabricated as single aerofoil elements (no shrouding) from a
16Crl6Ni stainless steel (X8CrNiMoBNbl616). There were held in T slots in the outer
casing. The vane stresses were calculated from the gas bending moments and then combined
with the section second moment of area to generate the stresses in the vane. The calculated
stresses and nominal entry temperatures are given in Table 3.
The standard operating records for the units were provided by the plant operators for a 2 1/2
year period. These recorded the unit's speed and turbine inlet temperature in predefined
intervals (for inputting into the equivalent hours determination). These were analysed to
determine the operating profile for the units. In this particular case the two units were
effectively identical. In the absence of specific statistical data on the lower bound properties
for the stator alloy, the material properties at a stress value 20% above the operating stress
were taken. This approach has been used very successfully on many occasions by a number
of organisations to give an appropriate estimate of -2cj (standard deviation) properties at the
operational stress level. It is known that the original equipment manufacturer based the
design on a property level of 1 in 1000.
4.3 Stator Vane Assessment
Several scenarios were assessed. The results are plotted for the row 1 stator vanes (Fig. 3) as:
a) The probability of any one specific stator vane failing as a function of the running time
(all metal temperatures the same, equalling the recorded inlet temperature).
b) The probability of any stator vane in the row failing as a function of running time (all
metal temperatures the same, equalling the recorded inlet temperature).
c) The probability of any one of a group of five stators failing when all five stators are 25C
hotter than the rest of the stators (i.e. a localised hot spot)
C583/017/2000 IMechE2000 101
For the first scenario (all vanes at the same temperature) the probability of a failure is
effectively zero over the time span of interest. It is only by allowing for temperature
inhomogeneity in the gas flow that probabilities of failure increase into the range of interest.
The temperature inhomogeneity is likely to be moderately stable within the combustion
system and inlet to the turbine (rather than varying randomly with time around the inlet
circumference). Hence the increased likelihood of failure (because of locally raised metal
temperatures) will only apply to a limited number of stators in a particular location in the
row. An appropriate group size has been set at five, i.e. representing a hot spot extending
over ~10% of the unit's circumference.
On this basis (a +25C inhomogeneity), the probability of failure (in a group of five stators) is
less than 1 in 1000 at 110,000 h (1.6 x 10 ). Increasing the period in service to 130,000 h
increases the risk by a factor of ~5, such that for the group of 5 stators the risk now stands at
8 x 10-
4
. This is almost equivalent to saying that if one ran 1000 machines to 132,000h then
it is likely that there will be at least one stator failure in the fleet of 1000 machines. The
results for the row 2 stator vanes were effectively identical to those of the row 1 stator vanes.
In the light of these results, the gas turbine operators decided to extend the time in service for
both sets of stator vanes, judging that the discounted benefit of a delay in replacement cost
significantly outweighed the financial risk associated with a vane failure.
5. CLOSURE
These examples show that the use of a quantitative probabilistic approach allows a high
confidence to be placed in the risk values calculated for critical items. The pipework sections
and gas turbine vanes addressed here exemplify the situations of components which are
readily assigned a high priority in the initial phases of a risk assessment, in view of the
significant reinstatement and business interruption costs associated with failure. They also
demonstrate the interaction between risk quantification and remaining life assessment
necessary for items whose probability of failure is time dependent. Respectively, they show
that inspection and maintenance decisions can be taken on the basis of a sound financial
justification that accounts for all relevant safety, engineering and business issues. In the
present economic climate, such an approach is finding increasing favour.
6. ACKNOWLEDGEMENTS
The authors wish to acknowledge the assistance of and useful discussions with Paul Jarvis of
ERA Technology in the preparation of this paper, which is published with the permission of
ERA Technology Ltd.
7. REFERENCES
1. Williamson J., Brear J.M., Shipley M.P.
Probabilistic risk assessment in remanent life assessment
4
th
Annual Reliability Conference, Baton Rouge, 1992
2. Brear J.M.
Probabilistic approaches to life prediction - illustrated by case studies
SMiRT Post Conference Seminar, Lake Constance, 1993
102
C583/017/2000 IMechE2000
Table 1. Results of stress analysis and probabilistic remaining life assessment for selected positions on piping circuit No. 6
Pipe
size
24"
26"
16"
Position
on pipe
Inlet 1
Outlet
Bend 1
Bend 2
Bend 3
Bend 4
Inlet 2
T l - i
T2-k#
T2-J
T3- k
Outlet
T2- i
Outlet
T3- i
Outlet
Stress at 470C
Axial
MPa
32.2
33.5
75.0
60.1
45.7
82.3
27.9
-
-
-
-
11.9
-
17.3
-
26.6
Hoop
MPa
32.4
32.4
85.5
70.7
56.2
93.0
19.8
107.5
38.6
69.8
89.3
25.5
77.2
18.5
91.4
18.5
Stress at 520C
Axial
MPa
34.7
36.0
81.3
64.8
48.5
89.0
29.6
-
-
-
-
11.9
-
18.1
-
28.5
Hoop
MPa
34.3
34.3
91.7
75.4
59.0
99.7
19.8
112.4
38.5
72.6
94.1
25.5
80.3
18.5
96.1
18.5
Mean
predicted
life*, h
4,626,924
4,236,425
717,733
1,189,505
2,155,241
569,113
6,490,623
388,646
5,554,336
1,269,007
652,084
8,349,490
978,733
14,661,402
613,556
7,116,431
Predicted
life , h, to
CFP=1%
640,334
579,421
77,483
137,713
270,105
59,441
943,388
38,439
791,068
148,453
69,566
1,262,539
110,572
2,439,708
648,99
1,047,755
Failure Probability at t
s
+
+ x years
* = 0
1.66xlO-
04
2.66 x10-
04
l . OSxl O'
01
3.41 xlO'
02
5.23X10'
03
1.63x10-'
2.20xl0-0
5
2.83 x10-01
5.70 x10
-05
2.85 x10
-02
1.29x10-'
4.00 x 10
-06
5.54 x 10
-02
3.66 x 10-07
1.44x10-'
1.20xlO"
05
4
3.10xlO'
04
4.85 x 10
04
1.38x10-'
4.73 x 10
02
8. 15xlO'
03
2.02x10-'
4.50 xlO'
05
3.33 xlO-
01
l . l l xl O'
04
4.01 xlQ-
2
1.62x10-'
8.00 xlO'
06
7.43 xlO-
02
8.24 xlfl-
07
1.79 x10-01
2.50 x10-
05
8
5.24 x 10'
04
8.04 x 10
04
1.68x10-'
6.20 x 10
02
1.18x10' 02
2.40 x 10
01
8.20 xlfl-
05
3.79x10-'
1.97xlO'
04
5.31 xlO-
02
1.96x10-'
1.60xlO'
5
9.47 xlO'
02
1.97 xlO'
06
2.15x10' '
4.70 xlO'
05
12
8.23 xlO'
04
1. 24xlO-
3
1.99x10''
7.79 x 10-02
1. 62X10
02
2.76 x 10-01
1.38 xlO'
04
4.22 x 10-
01
3. 22x 10-
4
6.73 xlO'
02
2.29x10-'
2.90 xlO'
05
1. 16xlO-'
4.31 xlO-
06
2.50 xlO'
01
8.10x10-'
Current
relative
risk, per
year
6.28 xlO
+01
1.01 xlO
+
2
8.17 xlO
+04
2.58 xlO
+04
3.96 xl O
403
1. 24x10
05
8.33 x10
+0
5. 36xlO
+
4
4.75 xlO
+01
5. 40xlO
t03
2.44 xl O
1. 51xl O
+0
1.05 xlO
+04
1.38x10-'
2.72 xlO*
04
4.54x10
Current
risk
ranking
11
10
2
5
9
1
13
3
12
8
6
15
7
16
4
14
"Predicted lives are total, from installation.
+
Present service life, t
s
, for original components is 220,000 hours.
*The pipe section welded to T-piece 2, leg k, was replaced after 170,000 hours.
Table 2. Overall cumulative failure probability for each piping circuit
Piping
Circuit
Line 1
Line 2
Line 3
Line 4
Line 5
Line 6
Overall failure probability at t
s
+
+ x years
x = 0
220000 h
1.49 x l O-
4
9.30 x l O"
3
1. 16x lO'
2
6.35 x 10'
8
6.72 x l O"
5
6.69 x l O'
1
4
253288 h
3.30 x l O"
4
i . eox i o'
2
1. 9 6x lO'
2
1.71 x 10'
7
1. 55x lO'
4
7. 57x 10" '
8
286576 h
6.41 x ID"
4
2.50 x l O"
2
3. 03x lO'
2
3. 9 7x lO'
7
3. 14x lO'
4
8.25 x 10
4
12
319864 h
1. 13x 10
3. 64x lO'
2
4.36 x l O'
2
8.23 x 10"
7
5.71 x 10"
4
8.75 x l O'
1
+
Present service life, t
s
, for original components is 220000 hours.
Table 3. Operating conditions for the gas turbine stator vanes
Vane
Row 1
Row 2
Notional entry
temperature, C
702
652
Peak stress,
MPa
12
32
Fig. 1: Isometric of pipeline No. 6
Fig.2: Cumulative failure probability plot for pipeline No. 6
Fig.3: Cumulative failure probability plot for gas turbine stator vanes
This page intentionally left blank
C583/03172000
Cost-effective maintenance for the new millennium
M P SHIPLEY and R J BROWNE
AEA Technology pic, Abingdon, UK
ABSTRACT
As we move into the new Millennium, commercial pressures deriving from deregulation and
privatisation of the electricity supply industry are providing renewed impetus to reducing unit
price to consumers by examining and minimising all controllable costs in both the production
and supply. Reducing power generation plant maintenance expenditure offers an obvious
opportunity to compete more effectively. However, depending on the local generating
capacity/demand situation, improving plant availability may offer substantially higher
rewards. The challenge is to target and minimise maintenance expenditure in order to achieve
(only) the required level of plant availability without compromising personnel safety.
Inspection and maintenance programmes defined on the basis of a systematic risk assessment,
focus expenditure to components where it will be most effective in reducing failure outages,
thereby offering the opportunity to reduce unplanned unavailability. Planned unavailability
can also be reduced either by shortening plant overhauls as a result of risk-focused
maintenance or by using the risk assessment as the basis for extending the interval between
plant inspections. The risk profile for different inspection/maintenance strategies and the
associated costs can be compared to determine the optimum strategy for the particular
generating environment.
This paper illustrates a practical approach that has been adopted to plan plant inspection
programmes on a risk basis. Two applications are described. The first demonstrates the
approach in a situation where increased plant availability was the goal. The second describes
the use of risk-based inspection planning to provide the foundation for a successful
application to increase the interval between statutory inspections of boilers.
109
C583/031/2000 IMechE2000
1 INTRODUCTION
Maintenance programmes constitute a significant proportion of controllable operating costs.
The reasons for inspecting and maintaining components are often not soundly based or have
not been subject to review and revision. Enlightened power generators are seeking cost-
effective maintenance achieved through a non-prescriptive strategy based on risk rather than a
calendar-based approach. Accordingly, risk-based approaches to optimising maintenance
programmes are receiving attention both for new and ageing plant. These have the advantage
that maintenance expenditure is focused to plant areas where it offers the greatest benefit in
avoiding failure of pressure parts and breakdown of other equipment, thereby increasing plant
availability and reducing expected failure costs and/or maintenance costs. Furthermore,
establishing rational, effective inspection and maintenance programmes is fundamental to
gaining approval from safety regulators for extension of the interval between statutory
inspections of plant.
Risk-based planning of routine plant inspection and maintenance programmes must of
necessity address a large number and wide range of equipment items. Accordingly, a
qualitative or semi-quantitative risk ranking approach is invariably adopted for planning
routine inspection and maintenance programmes. Fully quantitative risk analysis is, however,
necessary in order to determine the optimum time to refurbish or replace critical components.
This paper describes how risk-based maintenance (RBM) planning is carried out and
illustrates the approach by way of two applications. The first demonstrates the use of
qualitative risk assessment to optimise the inspection programme for steam turbines from an
economic perspective. The second illustrates the use of RBM planning for boilers where the
primary objective is to develop a compelling safety argument that it is safe to extend the
interval between statutory inspections.
2 RISK-BASED PLANNING OF ROUTINE INSPECTION AND
MAINTENANCE PROGRAMMES
Risk integrates the likelihood and consequences of failure to provide a measure of the cost-
exposure to plant failure:
Risk = Likelihood of Failure x Consequences of Failure
Where time-dependent degradation mechanisms are operative (e.g. creep, fireside corrosion,
fatigue etc.), risk increases as the plant ages due to the rising likelihood of failure. In
qualitative analyses undertaken for optimising routine inspection and maintenance
programmes, likelihood and consequences of failure are determined for each component as
ratings using a systematic 'workbook' approach. In this process, the factors affecting
Likelihood of Failure and Consequences of Failure are assessed and scored using prescriptive
questionnaires. Both safety and financial consequences of failure may be considered
separately. These ratings are determined for each degradation mechanism and its associated
failure mode, and plotted on a Financial or Safety QRR Matrix. General experience is that
typically 80% of the risk in large industrial process plants is found to be associated with
<20% of the equipment items.
110
C583/031/2000 IMechE 2000
The RBM planning process comprises the following steps:
Step 1: Prepare the equipment inventory
The equipment inventory records relevant design and manufacturing details for
each item within the scope of the planning study, summarises the inspection
and maintenance history and records its operating conditions of temperature
pressure and environment.
Step 2: Determine the financial and safety risk ratings
For each equipment item, pertinent damage mechanisms are identified. The
Likelihood of Failure and Consequences of Failure Ratings are then determined
using workbook questionnaires and key quantitative inputs, and the Financial
and Safety Risk Categories determined.
This process is initially carried out in the context of the current
maintenance/inspection regime (practices and periodicity) and repeated for the
increased periodicity, if required.
Step 3: Determine the risk-based maintenance/inspection programme
Inspection and maintenance plans are formulated on the basis of the risk
ratings. Reduction in the extent of intervention is explored for the many low
risk items and the inspection/maintenance programme for the higher risk items
is optimised. The QRR is revisited and revised ratings determined, as
appropriate.
The Financial and Safety QRR matrices are four by four grids with each cell assigned a Risk
Category (Figures 1 and 2). Risk is higher towards the top right hand corner of the matrix and
lower towards the bottom left hand corner.
The following actions are required depending on the Risk Category:
Risk Category
Unacceptable
Undesirable
Acceptable With
Controls
Acceptable
Required Actions
Mitigate risk to an 'acceptable' level by defining and implementing
one or more (as necessary) of the following:
(i) improved inspection or maintenance procedures,
(ii) improved operating practices or controls,
(iii) on-line plant monitoring,
(iv) engineering measures to mitigate consequences.
Mitigate as above within the timescale of the next overhaul.
Define and implement an appropriate revised inspection or
maintenance strategy to support QRR judgements.
No inspection, maintenance or other actions required unless to satisfy
national legislative requirements.
C583/031/2000 IMechE 2000
111
Risk-based inspection and maintenance planning takes into account the likely location and
rate of damage accumulation. These factors determine the sites and features on the
component to be inspected, the sample size, the procedure to be employed and the frequency,
or the maintenance action required. If the potential rate of degradation is such that inspection
or maintenance during plant shutdowns would be too infrequent reliably to detect impending
failure, on-line monitoring is recommended. If the likelihood of failure is high because of the
possibility of mal-operation or beyond design operation faults, operating practices, plant
monitoring and management procedures are reviewed to determine scope for improved
control. Where the risk is driven by the consequences of failure, the scope for reducing this
by improving event termination time, limiting the steam release and/or secondary mechanical
damage to plant, and engineering modifications to provide improved personnel protection, is
considered.
3 RISK BASED PLANNING OF TURBINE INSPECTION PROGRAMME
The following case study illustrates risk-based inspection planning for four ageing steam
turbines required to operate for a further 20 years. This study addressed financial
considerations, not safety. For brevity, the study is illustrated here using only the LP Rotor.
3.1 LP rotor damage mechanisms
The following potential in-service degradation mechanisms were identified:
Position
Centre line or bore.
Blade root fixing.
Disc bore and keyways.
Shaft surface at section
changes and keyways.
Blades
Bearing journals.
Coupling flanges.
Damage
Thermal fatigue crack growth
from manufacturing defects.
Brittle fracture.
Stress corrosion cracking
Stress corrosion cracking
Low cycle fatigue and high
cycle corrosion-fatigue.
High cycle fatigue
Erosion
Fretting fatigue.
Fretting fatigue.
Crack Orientation
Axial-radial.
-
Axial-radial.
Circumferential-radial.
-
-
-
-
3.2 Risk-based inspection planning
Qualitative risk ranking (QRR) was carried out for each location and each identified
degradation mechanism. For brevity, only stress corrosion cracking (SCC) at the LP rotor
disc bores and keyways is considered here.
The Likelihood of Failure was rated at 'Medium' primarily due to the 'poorly effective'
inspection programme that comprised only manual pulse-echo ultrasonic testing during
overhauls. This procedure cannot effectively interrogate the disc bores and keyways at the
centre of the discs. Furthermore, defect sizing accuracy is limited to 6mm. In view of the
potentially small critical size for fast fracture of defects at these locations, this is
unsatisfactory.
112
C583/031/2000 IMechE 2000
The Consequences of Failure were rated at 'Critical' because of the possibility of fast fracture
and break-up of the turbine. The financial risk was thus assessed as 'Undesirable'.
An improved inspection procedure was agreed to reduce the risk. This comprised automated
imaging UT using both pulse-echo and time-of-flight-diffraction (TOFD) techniques. The
automated testing recommended deploys probes mounted on the face/shoulder of the disc
using an indexing system, with the scans effected by rotating the rotor such that the disc bore
and keyway are inspected effectively in both the face and centre regions of the disc. Pulse-
echo testing is deployed for defect detection since this can be more effective than TOFD for
stress corrosion cracks where the morphology is highly branched. The ability to image in
various modes (A-scan, B-scan etc.) reduces the required minimum signal to noise ratio for
reliable detection of defects, thereby allowing defects of 1mm radial height to be identified.
Sizing of defects is undertaken using both imaged pulse-echo testing and TOFD. The
combination of these techniques typically provides an accuracy of 1mm for determining the
radial height of defects.
3.3 QRR matrix for the LP turbine rotor
Figure 3 is the financial risk matrix for the LP turbine rotor; the matrix identifies the Risk
Category for each in-service degradation mechanism, where appropriate amended in the light
of the revised inspection strategy.
3.4 Summary
The risk-based review of the inspection programme for the steam turbines revealed a number
of high-risk integrity issues. These were addressed by identifying revised inspection
recommendations to reduce the risk of failure during the intended future extended service to
acceptable levels. Thus benefit was derived from reduced cost exposure to failure during the
20 year life extension period proposed. These benefits significantly outweighed the
additional costs associated with the more rigorous inspection and plant life management
programmes recommended.
4 RISK BASED PLANNING TO EXTEND OF BOILER INSPECTION
INTERVALS
The authors have carried out RBM planning to extend the statutory inspection interval on
more than 15 boilers. The safety risk assessment for each boiler was in all cases used as the
primary factor in the application for the extended interval, although this was strongly
supported by satisfactory generic precedent.
4.1 Safety Risk Assessment (SRA) procedure
(i) Study Team
The safety risk assessment is undertaken by a Study Team of engineers who, between
them, offer a good understanding of in-service degradation mechanisms for boiler
pressure parts and specific knowledge of the particular boiler design and its history of
integrity problems.
C583/031/2000 IMechE2000
113
(ii) Damage Mechanisms
Each component is assessed in turn. Pertinent in-service degradation mechanisms are
first identified by considering the material(s) of construction and the full range of
conditions that may be experienced during service. Thus, in addition to normal
operating conditions, fault and off-load conditions are considered.
(iii) Procedure Overview
Each component is assessed separately in the context of each in-service degradation
mechanism, according to the scheme set out in Figure 4.
(iv) Assigning the Safety Severity Rating
Each component degradation mechanism is discussed to determine the failure mode.
The Safety Severity Rating is assigned in accordance with the following prescribed
classification system:
Insignificant: No threat to personnel safety
can be envisaged
Minor: Unlikely safety threat to personnel
in vicinity of failure
Local: Safety threat to personnel in
vicinity of failure
Widespread: Widespread safety threat to
plant personnel
In order to assign the Safety Severity Rating, the mode of failure must first be
identified by considering how damage would accumulate as a result of the degradation
mechanism being assessed.
The possibilities are:
1 . leak from a pin hole,
ii. leak from a stable crack,
iii. failure - either by plastic collapse or brittle fracture.
The likely steam release volume and release rate is then considered in the context of
the location of the component, the extent of containment and the likely proximity of
personnel. Based on these considerations, experienced boiler engineers have little
difficulty in categorising safety severity according to the scheme prescribed above.
If the Safety Severity Rating is assessed to be 'Insignificant' for all mechanisms, the
Safety Risk Category is 'Acceptable' regardless of the likelihood of failure (see Figure
2, Safety Risk Matrix). Since the interval between inspections of the boiler has no
1 1 4 C583/031/2000 IMechE 2000
significance for the severity of failure, the Safety Risk Category would not change if
the interval were extended and the component need not be considered further in this
regard.
(v) Assigning the Likelihood of Failure Rating
Where the safety severity for any mechanism is 'Minor', 'Local' or 'Widespread', the
Likelihood of Failure Rating is assessed. This is determined for the time of the next
but one inspection outage using projections of additional operating hours and numbers
of starts based on past experience.
(vi) Current Safety Risk Category
The Current Safety Risk Category for the component is determined using the Safety
Risk Matrix by recording the position of each pertinent damage mechanism based on
the Current Likelihood of Failure Rating and the Safety Severity Rating.
(vii) Revised Safety Risk Category
The Likelihood of Failure Rating is then revisited in the context of the extended
inspection interval required by reconsidering and recalculating (as appropriate) the
inherent likelihood of failure, and re-assessing the 'Inspection Effectiveness' factor in
the Workbook.
If the Revised Safety Risk Category for all the in-service degradation mechanisms
identified for the component is 'Acceptable', there is no need for additional inspection
or other controls in order to justify the extended inspection interval proposed. If the
component is currently scheduled to be inspected, the need for this and the extent of
inspection should be considered (see below). However, any inspection and monitoring
required in order to assess the likelihood of failure must be continued.
Where the Revised Safety Risk Category is 'Acceptable with Controls', it is necessary
to support the judgements made in determining the Likelihood of Failure Rating
associated with the extended inspection interval. This support may derive from
refined life assessment, inspections, on-line monitoring or other controls. The
alternatives are considered by the Study Team to identify the optimum programme to
provide support for the assessment result.
(viii) Risk Mitigation
Where the Revised Safety Risk Category is 'Undesirable' or 'Unacceptable',
inspections and other controls are considered by the Study Team to identify the
optimum risk mitigation measures in order to justify the extended inspection interval.
The starting point for this discussion is any existing inspection programme, life
monitoring system or other controls. Where the Likelihood of Failure has been
determined using an input from a remaining life calculation, either off-line or on-line
using a software system, the opportunity to refine the calculation is considered. This
may involve installing additional thermocouples or other monitoring sensors.
C583/031/2000 IMechE2000
115
The Study Team considers all inspection, re-assessment, on-line monitoring and
engineering modification/refurbishment options and re-characterises the Likelihood of
Failure Rating for each option on the basis of shared judgement. The optimum
solution to reduce the Revised Safety Risk Category to 'Acceptable' or 'Acceptable
with Controls' is agreed and the 'Controlled Safety Risk Category' is recorded on the
Safety Risk Matrix.
4.2 Case study
The SRA procedure is illustrated here in the context of an extension of a boiler statutory
inspection interval from two to three years. For brevity, the illustration considers only creep
failure of a secondary superheater outlet header SSOH in the vicinity of the tube penetrations.
(i) Safety Severity
If creep damage were to lead "to failure of the tube ligament region of the header,
failure could occur by bursting, with the formation of an extended axial split and a
sudden massive and violent release of steam and energy. Although the header is
located in an enclosed vestibule, this could not be relied upon to contain the steam
release into the boiler house. Accordingly, the Safety Severity was rated as
'Widespread' (Figure 4).
(ii) Likelihood of Failure
Inverse-code calculations of creep life consumed were carried out. The results of the
calculations are summarised below:
Assessment Temp. (C)
Value
532
Description
Steam
Operating
Material Rupture
Data
Min. l%Cr-'/
2
%Mo
Region
Ligament
Life Fraction Consumed
(%)
2 year
Interval
49
3 year
Interval
57
Accordingly, the inherent likelihood of failure was assessed to be low for the operation
with the current inspection interval and medium for the extended inspection interval.
Other factors in the workbook questionnaire were addressed qualitatively and scored
to arrive at the following overall Likelihood of Failure rating (Figure 5):
Inspection Interval
Current (2 years)
Revised (3 years)
Likelihood Rating
Negligible
Low
(iii) Safety Risk
Current Inspection Interval (2 years): with reference to the Safety Risk Matrix, the
combination of 'Widespread' Safety Severity and 'Negligible' Likelihood of Failure
resulted in a Current Safety Risk Category of 'Acceptable with Controls'.
116 C583/031/2000 IMechE 2000
Extended Inspection Interval (3 years): the combination of 'Widespread' Safety
Severity and 'Low' Likelihood of Failure resulted in a Current Safety Risk Category
of 'Undesirable' (Figure 6).
(iv) Risk Mitigation
Extension of the inspection interval from two to three years was assessed to increase
the Safety Risk Category from 'Acceptable with Controls' to 'Undesirable' (Figure 6).
It was necessary, therefore, to introduce risk mitigation measures at or before the next
but one inspection outage.
In recognition of this situation, the Study Team recommended that thermocouples
should be attached to the surface of the header during the next outage in order to
record metal temperatures directly (Figure 7). This would allow the creep life
calculation (previously based on steam temperatures with an arbitrary 20 C uplift) to
be refined. If this re-analysis fails to reduce assessed the safety risk to an acceptable
level, more extensive inspections would be carried out at the following outage,
including metallographic replication to investigate the presence of creep cavitation in
the ligament region of the headers. These measures reduced the Safety Risk Rating
for the three-year inspection interval to 'Acceptable with Controls' (Figure 8).
4.3 Summary
The safety risk assessment procedure described above provides a structured, systematic
approach for assessing the risk of failure of each pressure part of a boiler. In particular, it
allows the safety implications of extending the interval between inspections to be assessed.
The combination of experience from precedent elsewhere with the confidence provided by a
formal safety risk assessment, is argued to provide a powerful case for extending inspection
intervals for water tube boilers in power generation service.
5 CONCLUDING REMARKS
This paper describes two applications of risk-based maintenance planning. The first
demonstrates the application of risk assessment to optimise the inspection programme for a
steam turbine. In this example, the assessment revealed that the cost-exposure to failure was
undesirably high and an improved inspection programme was recommended to address this
situation. The second application illustrates the use of RBM planning to provide a sound
basis for extending the statutory inspection interval for steam-raising boilers. In both cases,
the risk assessment methodology was necessarily qualitative or, at best, semi-quantitative.
Rigorous quantitative risk assessment has also been used to determine the optimum time to
replace ageing boiler components but this has not been illustrated in this paper.
Risk-Based Maintenance and Inspection Planning Software (RBMS) includes both safety and
financial risk assessment options. RBMS is a Microsoft Access application that has been
customised for the purpose of carrying out risk-based maintenance and inspection planning
for both safety and financial optimisation. It greatly facilitates the Study Team's
implementation of the safety risk assessment (SRA) procedure described in the foregoing and
provides an auditable record of the study. RBMS is supplied as an executable file so that the
C583/031/2000 IMechE2000
117
SRA can be updated when it is reviewed at each inspection outage, as required in Safety
Cases and Written Schemes of Examination (WSEs) for extended inspection intervals.
Figure 1 Safety and financial risk matrices
118
C583/031/2000 IMechE 2000
Figure 2 Financial risk matrix for LP turbine rotor
C583/031/2000 IMechE2000
119
Figure 3 Safety Risk Assessment procedure
Notes: ' The term 'Inspection action' is used as shorthand here for the range of possible
risk mitigation measures which may be applied. In addition to inspection, these
measures include refined life assessment and installation of an on-line
monitoring system.
The assessment considers safety issues only. Inspection actions are often
specified for financial reasons i.e. avoiding failures to maximise plant
availability and associated generation revenues/availability payments. This is
outside the scope of SRA.
120
C583/031/2000 IMechE 2000
Figure 5 Likelihood of failure rating for creep failure of secondary superheater
outlet header (RBMS screen shot)
C583/031/2000 IMechE 2000
121
Figure 4 Consequences of failure rating for creep failure of secondary
superheater outlet header (RBMS screen shot)
Figure 6 Safety Risk Assessment matrix for creep failure of secondary
superheater outlet header (RBMS screen shot)
Figure 7 Monitoring and inspection recommendations for secondary
superheater outlet header (RBMS screen shot)
C583/031/2000 IMechE 2000
122
Figure 8 Revised Safety Risk Assessment matrix for creep failure of secondary
superheater outlet header (RBMS screen shot) following introduction of
controls
C583/031/2000 IMechE2000
123
This page intentionally left blank
C583/013/2000
Industrial Trent Genset - designing for life cycle
J T BILLINGSLEY
Industrial Trent, Rolls-Royce Power Engineering pic, Coventry, UK
SYNOPSIS
The second generation Trent Generating Set has been designed to improve maintainability
and reduce cost, optimising the relationship between initial unit cost and through life cost.
This paper describes how the author led this design project, with the 'whole engine
modelling' techniques of reliability, life cycle engineering and safety management. It also
covers the approach to project management, the design process and the use of an Integrated
Product Team. Aspects of the design are described to illustrate the achieved design for life
cycle. This overall approach would be applicable to many different types of project.
1. INTRODUCTION
When the Industrial Trent was initially launched. Rolls-Royce supplied only the Trent engine
and a third party supplied the rest of the generating set (genset). Subsequently, Rolls-Royce
developed its own Trent packaging capability. Early in 1999, the 'Phase 2' project was
launched to develop a new package. The scope of this project was to design a new Trent
genset, from the filter intake to the generator terminals, including the acoustic enclosure and
all mechanical and control auxiliaries. This project excluded the engine core itself, although it
involving close working with the engine group, to optimise the design of the genset and
systems integration of the engine into the genset. The main drivers for the new design
included improved maintainability and designing for the life cycle.
C583/013/2000 125
2. INTEGRATED PRODUCT TEAM
This project was one of the pilot Integrated Product Teams (IPTs) within Rolls-Royce Energy
Businesses, a new approach to improve working practices. An IPT is a multi-disciplined
team formed to deliver a defined product or process. As a team, they have shared objectives,
have to work together to achieve these objectives, and believe that if they work together they
will achieve these objectives and are rewarded and recognised for doing so.
The IPT had a clearly defined objective - to develop a standardised Trent genset. The
resources were allocated with the appropriate skills and experience. The team had control
over the budget and resources, and was accountable for delivery of the defined product.
The team was put together from various parts of Rolls-Royce pic, where the various skills and
disciplines were, including Coventry, Liverpool, Derby and Gateshead. Subsequently, when
major suppliers were selected, they too came on board, working together towards a common
objective. The staff included multi-disciplined engineers, procurement, quality and project
management personnel.
The team was mobilised over a period of a week. The purpose of the mobilisation was to get
the team working as effectively as possible as quickly as possible. The whole team were
involved for the first and last day, with a number of sub sessions during the intervening days.
The first day was an introduction to the IPT concept and the challenge of Phase 2 as a
standardised genset design. Team dynamics were also reviewed, using a couple of
instruments for team skills and conflict handling. This helped the team understand the
various team working skills, and also how they and their colleagues would work together.
Several sub groups met over the next few days looking at specific technical and non technical
aspects. The focus of these groups was goal planning, as opposed to activity or task planning.
Goal planning is the intermediate level between a high level objective and an activity based
plan. The output of these sub-sessions was a goal plan or milestone plan, and a clear view of
the role of that sub group and individual team members and their interrelation with the other
teams. These groupings then formed the basis of the work breakdown structure. The final
half day session with the whole team reviewed the feedback of all the subgroups, their
concerns and expectations, and developed an overall goal plan for the project. Following the
mobilisation, a comprehensive activity plan was developed to achieve the goals. Also,
regular meetings were held to maintain the team and its focus, for example brief 'morning
prayer' meetings and weekly review meetings.
3. DESIGN PROCESS
The project was developed with the Derwent process, which is a gated project development
process and part of the Rolls-Royce Good Practice Framework. The gated process is
applicable to all projects whether research and development or specific contracts. The
Derwent process is a specific application of the gated process to a new product development.
Each stage consists of a formal business and technical exit review, where the team gives a
formal presentation to an experienced group of internal auditors for review. Stage 1 is when a
single risk assessed preliminary product concept is agreed. Stage 2 is when enough
C583/013/2000
126
engineering work has been done to confirm the concept, and when costed resourced plans are
in place. Stage 3 is a critical design review, development review and service readiness
review. Stage 4 is an in-service review. As life cycle costs are locked in early on in a project
life cycle, the early reviews Derwent 1 and 2 look at the preliminary design before too much
detail design work has been done. Two key documents used here are the Project Policy
Document (PPD) and the Project Requirements Document (PRD). The former is a high level
business requirements document. The latter is engineering's response to this, outlining how
the targets are to be achieved.
This high level product development process was also the means to ensure that all the various
parts of the business were brought together. In parallel with the new package design that this
paper is addressing, there were engine developments and associated engine tooling changes.
A combined 'Whole Engine and Phase 2 Package' Derwent 2 exit review was held to ensure
that all these aspects were brought together, and interfaces agreed.
Within each system of the work breakdown structure, detailed design reviews were held with
representation from all parts of the IPT. As a minimum there was a design review for each of
the sub systems prior to Hazop (see later). For example for the lubricating oil system, a
design review was held when there was concept design, system description and Process and
Instrumentation Diagram (P & ID). Actions from the design review were addressed prior to
the Hazop. For more complex issues such as mechanical handling, a number of reviews were
held to address detailed aspects, for example engine removal from enclosure, combustor
removal and engine split in situ. All design reviews were led by the relevant designer and had
representation as appropriate from relevant technical experts, applications engineering,
product support, safety, reliability and maintainability, and the customer facing business unit.
4. PROJECT MANAGEMENT
The programme management branch of the work breakdown structure included the
administration of the programme and earned value, processes and quality, product cost
control, requirements and standardisation, and the project risk assessment.
A work breakdown structure was developed from the sub groups from the mobilisation, with
the work broken down into manageable chunks of work. Work packages were defined and
owners were assigned, ensuring roles and responsibilities were clear. Whilst the team was a
multi-site IPT, the core group was co-located, until the concept design was established and
the detailed work plan to completion done, i.e. the Derwent 2 exit. Quality plans were
developed to relate different working practices between the different parts of the organisation.
One work package focused on the overall product cost. A project requirement was to design
to a defined product cost. This product cost was apportioned to the work packages, and the
individual work package owners had to ensure that the costs were achieved, for example at
the design reviews.
The programme was developed from the work breakdown structure. One master programme
was used, broken down into the various work packages. An essential aspect of the breakdown
C583/013/2000 127
was to ensure that each work package was manageable. In this way, work package owners not
in the core location also had f ull visibility and control of their aspect of the plan. This also
allowed easy integration of the dif f erence work packages, with all the links within one
programme. The programme was baselined, then updated at a weekly programme meeting,
when any impacts of changes were identified and addressed. Earned value reports for this
research and development programme were produced every four weeks to monitor and
control costs.
A 'standardised' design in this context means a verified and validated design, which complies
with customer, functional and safety requirements. An approach was developed to provide a
base standard with pre-engineered options. For example, the business requirements require a
genset suitable for a very wide range of ambient temperature. This is addressed in the Phase
2 design by having a base standard, which is suitable for a temperate climate, and 'arctic' and
'desert' options, which are suitable for a shift in the ambient temperature for colder or hotter
climates. This provides a cost effective way of being able to satisfy the various customer
requirements. With the standardised design, there is minimal engineering work required for
f uture similar plant, and also full details of the design are available at the outset of the
contract.
Part of the processes developed also included a process for configuration and change control
as appropriate for a genset, incorporating the pre-engineered options, and the facility to
address f uture customer specific requirements. A good bill of materials (BOM) and
configuration control is essential for through life management. Similarly, a robust change
control process is of utmost importance. This process for the genset design is carried out at
the Product Change Board (PCB). The PCB manages change to standardised products in
service, and follows similar principles of a gated process as for the product development but
on a smaller scale, for example problem definition, concept design and plans. The PCB will
be used in the future to manage obsolescence for the package design, to ensure that suitable
spare parts are defined and available over the years of service of the plant. Technical Queries
from sites also feed into this process where in service improvements could be made by design
changes.
A formal risk assessment session was held for the project using a trained facilitator. All risks
were categorised as high, medium or low for both likelihood and consequence. Mitigations
were then developed for all the risks, and progressed via monthly risk assessment meeting,
particularly focusing on the top risks and the significant risks to mitigate them as far as
possible, then accepting residual risks if necessary.
The overall project work breakdown structure was divided into seven branches, which were
then subdivided. 'Whole engine modelling' was identif ied as a main work package in its own
right to give it focus. This covered reliability, life cycle engineering, safety, CE marking and
environmental.
Engine enclosure
Auxiliaries
Controls and Instrumentation
AC generator
Whole Engine Modelling
128
C583/013/2000
Programme Management
Contract Deliverables
5. WHOLE ENGINE MODELLING
Some of the initial deliverables from the whole engine modelling work packages were design
guidelines and strategy documents for the rest of the IPT. A Use Study detailed how Rolls-
Royce intends to support its package. The purpose of this document was to identify and
describe the support factors that influence the design of the systems and the equipment
necessary to achieve the required availability at the minimum through life cost. A ' life cycle
engineering design guidelines' covered design guidelines, for example on redundancy and
fault tolerance, maintainability criteria, such as modularisation, accessibility and handling,
and a checklist for the team. Other documents included a policy for access into Trent gensets,
a CE compliance strategy and an environmental strategy.
A life cycle cost model was used to do trade-offs for aspects of the design. Where the initial
first cost may be higher for an additional maintainable feature, the through life cost was also
taken into consideration. Where typically Rolls-Royce are supporting our customers with
maintenance contracts, through life availability and cost can be justified as a business case.
For example, the maintenance envelope at the front of the package was increased moderately
from the initial concept, with an associated cost. The trade-off considered extra manpower,
downtime and support equipment.
A questionnaire was developed for suppliers, aimed at the supplier selection stage to
determine the supplier's approach to safety and reliability data. Reviews with Product
Support and Procurement also addressed Rolls-Royce supplier's strategies with respect to
spares recommendations and / or holdings, and maintenance contract arrangement. Selection
of suppliers took into account their differing capabilities for product support.
The following definitions were used for reliability and availability.
C583/013/2000
129
Reliability, R%
Availability, A%
Where T = Equipment total installed time (hours)
S = Equipment scheduled downtime (hours)
U = Equipment unscheduled downtime (hours)
The reliability target for the genset was split between the engine and the balance of the genset
and further apportioned to the subsystems within the genset, based initially on an
approximated parts count. For each sub system reliability data was either provided by the
supplier, or a fault tree analysis was done using a propriety software package. This was done
when the first draft P & ID was available. Comments were then fed back to the relevant work
package owner with suggestions for design improvements. In this way, the reliability model
provided the information to influence the design at an early stage. The model was
subsequently revised using the final design information to verify that the requirement was
met.
Similarly an availability target was set. The availability was modelled as a genset level and
addressed scheduled and unscheduled downtime. Similarly, early consideration of a typical
maintenance schedule was fed into the design and availability.
6. SAFETY MANAGEMENT
A number of safety issues are closely related to maintainability. For example, Confined
Spaces Regulations require work in confined spaces to be avoided. Where it is not
practicable to do work without entry, then measures need to be taken, and safe systems of
work implemented.
Safety legislation applicable to gensets is covered by product safety legislation and
occupational health and safety legislation. Product legislation has changed over recent years
with the introduction of product related directives and legislation, requiring CE marking. The
Machinery Directive is particularly relevant, as is the associated transposed harmonised
standard BS EN 292 on Safety of Machinery. This standard covers generic machinery
hazards, the required strategy for selecting safety measures and risk assessment requirements.
The emphasis for the safety measures taken by the designer is on risk reduction by design,
then safeguarding, then information for use and additional precautions. In the UK, the Health
and Safety at Work Act is the main piece of legislation on occupational health and safety.
There have been several European Directives which have been implemented by this act, that
specify a risk assessment approach, for example covering manual handling and personal
protective equipment.
Risk assessment is a common theme in most of the Health and Safety Regulations and the
Machinery Directive, and hence became a key part of the new safety methodologies which
were developed for this project. Developing the new safety methodology required
understanding of this legislation, considering the design of the equipment for its end use, and
how the client and end user would operate the equipment.
Hazops were used at the primary tool for hazard identification, and a Risk Assessment
methodology, as appropriate for a genset was developed. Hazops, a hazard and operability
study, are a structured brainstorming approach to address both safety and operability issues,
and are widely used in various industries, such as chemical, water and nuclear. The Hazop
studies were done in two stages, Hazop 1 and Hazop 2. The former looked at the whole
system and generic hazards and safeguards, e.g. design standards. A multi-disciplined team,
with an appropriate knowledge and experience were assembled, representing the design,
safety, maintenance, control and instrumentation, working under a chairman and secretary.
They reviewed the design against a number of keywords. Hazop 2 studies looked at each part
of the system in more detail looking at the design intent and possible deviations. An IPT
design review was done on each of the sub systems and actions resolved prior to the Hazop.
130
C583/013/2000
By doing these Hazops at an early stage in the design development, possible hazard or
operability issues were designed out wherever practicable. Failure Modes and Effects
Analysis (FMEA) were done where appropriate for some systems. Risk assessment then
addressed the remaining risks, to ensure they were reduced to an acceptable level.
7. ENGINE ENCLOSURE
In keeping with the world wide support strategy for the Industrial Trent, there is a
requirement to be able to split the engine into its modular components within the enclosure.
This capability provides operational flexibility to either remove the engine or the modules
separately. This new concept has resulted in fundamental design changes to the package for
these options to be achieved in the most efficient and cost effective manner. The enclosure is
constructed using a modular approach, which is assembled at site. This modular approach to
the acoustic panels also enables different noise emissions standards to be achieved more
easily.
The engine or modules are exchanged by use of a rail system that runs the full length of the
enclosure, with removable rails extending under the filter house. This feature together with
the mechanical handling of the split tooling, makes use of the increase in height and width of
the enclosure, which generally improves the maintainability of the engine.
Inside the enclosure are two monorail systems, one either side, which run from the enclosure
doors up to the inter-compressor duct (ICD) plenum. These are for transporting the three way
split tooling into position. There are two manually operated X-Y hoists in an electrically
driven overhead gantry, providing f ull coverage from the ICD plenum to the rear of the
enclosure. There is an 'over the engine' climbing frame / maintenance platform which can be
positioned using the overhead X-Y hoists to provide easy access to elevated areas rear of the
ICD plenum. At approximately one-third-engine height on both sides of the enclosure, there
are maintenance walkways.
Designated maintenance shipping routes have been planned and designed for combustor and
external gearbox removal. The gas turbine exhaust has redesigned exhaust cones, which
reduce the time to disconnect the LP shaft and duct.
Outside the enclosure under the filter house, there is a covered work area with an electrically
operated X-Y hoist for the mechanical handling of engines, modules and ancillary equipment.
This negates the requirement for any mobile crane during engine changeout (Figure 1).
Throughout the package, ladders and walkways for personnel access and safety for
maintenance have been addressed.
C583/013/2000
131
8. AUXILIARIES
The auxiliaries are accommodated in a separate auxiliary module. The auxiliaries include the
lubricating oil system, hydraulic control, hydraulic start, water wash and fuel skids. A
separate control room contains all the controls and electrical equipment. This includes the
engine management system, package control system, generator control and protection panel,
UPS (uninterruptible power supply), switchboard, control auxiliaries and fire and gas panel.
The auxiliaries module is laid out for ease of access and maintenance. Lifting beams are built
in where required for removal of heavy components, for example the hydraulic start motor
and pump assembly and control oil pumps. The gas fuel skid was removed from under the
engine, where it was difficult to access, into a separate compartment in the auxiliary module.
Each of the sub systems was developed from the existing design systems which were
essentially functional. Where possible unnecessary complexity was eliminated. For example,
the hydraulic start system had a complex arrangement for an alternative flow path if the
engine automatic clutch failed to disengage. This aspect has been modified, to provide the
same effect with less equipment, which is simpler and therefore more reliable. The hydraulic
system also now has an off-line cooling and filtration loop, to keep the tank cool and clean.
This enables maintenance of low particulate contamination and enhances the life of the
hydraulic components. The hydraulic pack was from a specialist hydraulic supplier, and was
based on the successful design for the RB211 hydraulic start system.
9. CONTROL AND INSTRUMENTATION
A number of aspects of the controls and instrumentation provided improvements in
maintainability and availability. A key issue was the introduction of fieldbus technology,
specifically the package control system uses Profibus DP/PA fieldbus architecture. This
gives increased on-line diagnostics, on-line calibration / configuration and improved Mean
Time Between Failure (MTBF) performance. The lower component count improves
reliability. The package control system design also incorporates a condition monitoring
package which monitors, for example, the number of engine starts and stops and time at
various conditions.
The fire and gas protection system uses analogue addressable field wiring. This increases on-
line diagnostics, allows on-line calibration and configuration, and reduces undetected failures.
Selection of all components generally addressed maintainability, for example analogue
transmitters providing increased trending to enable advance warning of routine maintenance
requirements, and the starter motor selected uses intelligent controller which improves
diagnostics. The design reviews described above ensured good practice was employed
throughout. Also, all the controls and instrumentation suppliers were asked to provide
FMEAs to highlight any design weaknesses.
132
C583/013/2000
10. PRODUCTION
The first 'Phase 2' package will be built in the fourth quarter of 2000 at Rolls-Royce Power
Engineering, Liverpool (Figure 2). Validation of the engine tooling and various aspects of the
design will be undertaken there prior to the unit going to a customer site. The project is on
target to achieve its maintainability requirements within the product cost, within the
programme budget and to plan, largely due to the committed approach of the team.
ACKNOWLEDGEMENT
This paper is dedicated to Steve Starnes who passed away earlier this year, and who had the
original inspiration for a 'Phase 2' design.
Copyright Rolls-Royce pic 2000
C583/013/2000
133
Figure 1 - Plan View
Figure 2 - Isometric View
134
C583/013/2000
Turbogenerator Techniques
This page intentionally left blank
C583/027/2000
Problems with modern air-cooled generator stator
windings
S TUCKER and J MILSOM
National Power PLC, Selby, UK
G GRIFFITH
Florida Power and Light, Juno Beach, Florida, USA
G STONE
Iris Power Engineering Inc., Ontario, Canada
ABSTRACT
The widespread use of air-cooled turbine generators has reduced the capital cost of modern
gas-fired and combined cycle plants. However problems have recently been experienced in
some of the stator windings in such generators. These problems include deterioration and
failure of the insulation in the stator slot due to coil vibration. This has occurred in both
conventional and global VPI stators. In addition, some machines have seen problems with
partial discharge in the endwinding and lead area due to insufficient spacing between high
voltage components. This paper presents examples of these problems, and discusses some
repair alternatives.
INTRODUCTION
In the past decade, a very large percentage of the new generation brought into service has
been driven by gas turbines, or based on smaller steam turbines, often in a combined cycle
arrangement. The generators needed for such turbines are usually in the range of 25 MVA to
300 MVA, rather than the 600 MVA and greater generators that were common a decade ago.
The market for supplying these smaller turbine generators has become extremely competitive,
and there is tremendous pressure on the OEMs to reduce production costs.
The OEMs have developed several approaches to make their generators more cost-effective.
One of the most widely adopted approaches is to make the turbine generator air-cooled. That
is, rather than using the traditional hydrogen cooling that in the past predominated in high
speed machines rated more than about 100 MVA, air is used to directly or indirectly cool the
rotor and stator windings [1-3]. The benefit is that all the equipment for the hydrogen
handling is no longer needed, reducing costs. The impact of using air cooling is that the stator
windings are much more likely to suffer from partial discharges (PD), since the breakdown
voltage of air is much lower than the breakdown voltage of high-pressure hydrogen.
Another approach with the new turbo generators is to increase some of the design stresses.
For example, by increasing the design electrical stress of the groundwall insulation, the
groundwall thickness decreases. This enables the stator slots to be smaller, and the whole
machine to be smaller, reducing material costs (copper, steel, insulation) by as much as 20%
C583/027/2000 IMechE 2000
137
[4]. Another benefit is that the thinner groundwall insulation can conduct the heat from the
copper I
2
R losses to the stator core (heat sink) much more effectively, reducing stator
temperature. In addition to increasing the electric stress, some OEMs have also been taking
better advantage of the thermal capabilities of modern epoxy-mica groundwall insulation.
This allows the copper cross-section to be reduced (increasing the copper I
2
R losses), the
amount of steel to be reduced (increasing core losses) and/or the endwinding length to be
reduced (reducing the effectiveness of the endwinding as a heat sink). The consequence is
higher operating temperatures. However one should recall that the common Class F materials
are specified to have an average life of 20,000 hours (about 3 years) at 155 C [5]. Using the
Ahhrenius relationship, where the thermal life increases about 2 times for every 10 C drop in
operating temperature, users can obtain an indication of the life of a winding if it operates
close to the 'rated' temperature of 155 C.
A third approach to reduce the manufacturing cost of modern stator windings has been to
si mpli f y the system used to support the bars or coils in the stator slot. Large turbine
generators used elaborate multi-part wedges, ripple springs and/or conformable packing
materials in an effort to eliminate coil vibration in the slot due to 100/120 Hz magnetic forces.
Such systems are expensive and ti me consuming to install. Since the modern machines have
lower ratings, the bar/coil currents are lower and consequently there may be less need for
elaborate slot support systems.
A variation of this has been the trend to global VPI stators, i.e. stators that are completely
wound with flexible 'green' coils or bars, and then the entire stator is impregnated with an
epoxy in a large tank [2,6]. This greatly reduces the labour costs and production time as well
as usually ensuring the coils are rigidly held within the slot.
All of these innovations have reduced the cost of the generators. However, as occurs when
any new innovations are introduced, some stator winding problems have become apparent in
the operation of recently installed air-cooled machines. The following are some of the
problems the authors have encountered to date, together with some of the options to be
considered for repair.
LOOSE COILS IN CONVENTIONAL STATORS
Coil vibration in the slot has long been a problem in all non-global VPI stators made with
thermoset insulation systems such as epoxy mica. The first instances were reported over 50
years ago [7], The root cause of the problem is that if the coils are not tightly held in the slot,
at f ull load, the twice power frequency magnetic forces will vibrate the coil. Consequently,
the groundwall i nsulati on rubs against the laminated steel core - a very abrasive surface. First
the semi conductive layer of the bar or coil is abraded away, and then the groundwall
insulation. The mechanism is sometimes referred to as slot discharge because once the
semiconductive coating is abraded, partial discharges occur between the coil surface and the
core, further increasing the rate of deterioration. First in hydrogen-cooled turbos, and then in
hydrogenerators, OEMs have developed techniques outlined above to keep the windings tight,
even as the insulation and other slot components shrink with normal aging.
As mentioned above, there has been a tendency in the modern turbos to reduce the cost and
complexity of the slot support system. Unfortunately cases have occurred where the windings
were able to move in the slot when new, or gradually become loose in operation, especially if
138
C583/027/2000 IMechE 2000
oil is present. The result has been some premature failures caused by the slot discharge
process. Figure 1 shows the side of a coil for a 40 MVA generator where about 30% of the
groundwall insulation thickness has been abraded away by the vibration, prior to failure. It is
believed that the coils were not originally installed tightly enough during manufacture. The
ridges where no abrasion occurs at the stator core ventilation ducts are clearly visible. The
larger the machine, in general, the larger the magnetic forces acting on the coils/bars, and thus
the faster the failure process.
Arresting this failure process is fairly straightforward, if somewhat expensive. During a
suitable rotor pull, re-side packing and rewedging are needed, preferably with ripple springs
and/or two part wedges. If the repair can be done before the semiconductive coating is
abraded away, then the winding can often be restored to as-new condition. Unfortunately, if
the semiconductive layer is worn away and the epoxy-mica insulation is exposed, then partial
discharge will continue to occur, gradually (but at a much slower rate) destroying the
groundwall. Injecting into the slots carbon loaded varnishes, silicon rubber or epoxy can
somewhat restore the semiconductive coating, but PD will still occur in areas where the
injection was incomplete.
Figure 1: Photo of a coil removed from a stator bar that failed due to slot discharge.
The original winding was not installed in the winding tightly, and no ripple springs were
used. This was a conventionally made stator, where the insulation was cured outside of
the slot.
LOOSE COILS IN GLOBAL VPI MACHINES
In stators with global VPI windings the coils are manufactured slightly oversized to ensure a
tight fit within the slot. A very simple wedging system is utilised which mainly serves to hold
the bars in place prior to impregnation.
Once assembled the stator is moved into a large tank that is then put under vacuum. A
viscous epoxy resin is then injected into the tank in order to impregnate the whole of the main
wall insulation system of the stator bars. It is also intended to fill all the voids in the slot
between the bar and the core and to lock the bars in place since baking to cure the resin
follows the resin impregnation. Since the stator is manufactured with a nominal interference
C583/027/2000 IMechE 2000
139
fit (subject to tolerances of both bar size and core pack variations) the thin layer of resin is
relied on to hold the bars in place.
However when the machine enters operation and undergoes thermal cycling as well as other
mechanical and electrical stresses, the bars will want to move in the slot. The three main
components of the slot: iron, copper and insulation all have different coefficients of expansion
and often a high number of thermal cycles during the commissioning of a unit will lead to the
resin bond between bar and core shearing. This now leaves the interference fit and the
wedges alone to hold the stator bars in place. From here the failure mechanism is much the
same as for a conventionally wound stator. The wedges may not help to overcome impact of
the changes in magnetic forces as the machine operates and so over time movement of the
bars may become possible. Once this movement is allowed to occur then voids will appear
between bar and core and this allows partial discharge to begin which accelerates the failure
mechanism by increasing the size of the voids.
Fig. 2 shows levels of PD between two different OEM's air-cooled generators. The
difference in levels is of an order in magnitude. Both have similar slot packing systems and
are subjected to the same global vacuum impregnation technique.
Figure 2: Examples of Partial Discharge on 2 Globally VPI Air Cooled Generators from
Different Manufacturers (note difference in y-axis scale)
As movement increases and partial discharges become stronger then the main wall insulation
is gradually worn away, just as described above for conventionally made stator windings. If
there is a weak spot at any point in the insulation, perhaps where the resin did not fully
penetrate during manufacture, then insulation may fail completely with all the attendant
alarms and excursions. Fig. 3 shows an example of such a failure, the outer semi conducting
layer that have been completely eroded along the bar, except for at the ventilation slots.
After such a failure extensive testing was carried out to determine the extent of the damage in
the machine. This included HV testing the winding, checks on the slot wedge tightness, stator
bar to core contact resistance and boroscoping around 50% of the stator vent slots. Until the
boroscoping results were seen the full extent of the damage to the remaining winding, other
than the one failed bar, had not been realised thus altering the extent of the repair necessary.
140
C583/027/2000 IMechE 2000
Figure 3: Example of loose winding failure in large global VPI generator stator.
Due to the nature of the Global VPI process rewedging is difficult, as the wedge will have
been glued to the bar by the resin. A full rewind, despite extensive damage, at this point is
uneconomic. This leaves injection of a semi conducting material as a palliative attempt to
restore the integrity of the insulation system.
ENDWINDING PD
Along with reducing groundwall thickness, manufacturers have also economized further by
requiring the design engineers to place the windings into a smaller volume. Thus in some
cases the coils are in much closer to one another in the endwinding. Unfortunately, one of the
recent problems that has been detected on some large air-cooled machines is partial discharge,
both between coils and in the lead area. The discharges are the result of design or
manufacturing deficiencies where the envelope has been pushed in coil and phase lead
spacing.
The close spacing has resulted in highly stressed air adjacent to phase connections at the
junction where two-phase leads make connection to the connection ring. The resulting partial
discharge will eventually bore a hole though the insulation, triggering phase-to-phase or
phase-to-ground faults. Figure 4 shows PD occurring in the air space at blocking between
two phase leads. Figure 5 shows insulating material use to fill the air spaces between leads,
and indicates that not all repairs can successfully correct the problem. Figure 6 shows similar
problems in the coil endwinding area. The coils are of opposing phases and have the highest
potential along with the highest electrical stress.
C583/027/2000 IMechE 2000
141
Figure 4: Small air space between
blocking at two phase leads has created
PD (white band)
Figure 5: Nomex used to insulate
between phases. PD activity (white
band) has eaten into the insulation.
Figure 6: White powder from partial discharge activity in a small air space in the
endwinding between two coils operating at very different voltages.
Now that these problems have been identified what can be done to either arrest the partial
discharge activity or completely eliminate the PD. For the lead problems, the best repair and
one that would be permanent, is to open the clearance between the two phases, reducing the
li keli hood of PD. Two options that are available to open up the space: 1) redesign the
endwinding utilizing a new connection method or 2) modify the existing design by reducing
the amount of insulation on the phase leads. The second option requires stripping the
insulation from each lead and reinsulating.
Another approach, which would be quicker but not necessarily permanent, is to fill the void
between the two phase leads with a silicon rubber material. The silicon rubber has to be
applied void free or PD activity can reoccur. Similar to the above approach is to install
Nomex (trademark of Dupont) sheets between the phase leads filling all voids with an epoxy
and applying conducting paint to attempt to redistribute the electrical stress at the insulation
contact point between the two phases. Again this approach may not be permanent and could
142 C583/027/2000 IMechE 2000
require further maintenance. These two repairs will require less time and cost initially but
could result in higher maintenance in the long run.
As to the repair of the endwinding PD activity between two adjacent coils of opposing phases
one is left will few choices. As the spacing is set by the current design one may be only able
to reduce the PD activity by inserting a solid insulating material such as silicon rubber in the
affected areas.
CONCLUSIONS
1. Modern stator winding design and manufacturing methods have been successful in
reducing the costs of turbine generators.
2. Problems such as coil abrasion in the slot and partial discharges in the endwinding
have lead to failures in as short as 5 years of operation.
3. To avoid premature failures, users of modern air cooled machines should ensure they
have a good purchase specification, are present at the factory for critical phases of
machine manufacture, operate the machine within specification, keep the windings
clean, and closely inspect the stator winding after about 1 year of operation. The latter
is much more important that it was for hydrogen-cooled machines.
4. Although some problems cannot be corrected, effective means are available to slow
down the deterioration process, if the problems are discovered at an early enough
stage.
REFERENCES
[1] G. Ruelle et al, "Development of Large Air-Cooled Generators for Gas Turbines and
Combined Cycles", CIGRE Paper 11-201, September 1992.
[2] A.P. Kopp et al, "Comparison of Maximum Rated Air-Cooled Turbo generators with
Modern Hydrogen Cooled Generators", CIGRE Paper 11-202, September 1992.
[3] B.E.B. Gott, "Application of Air-Cooled Generators to Modern Power Plants", Proc IEEE
International Electric Drives Conference, Seattle, WA, May 1999, pp 317-319.
[4] B.J. Moore et al, "Utilizing Reduced Build Concepts in the Development of Insulation
Systems for Motors", Proc IEEE Electrical Insulation Conference, Cincinnati, October
1999, p 347.
[5] IEC Standard 60085, "Thermal Evaluation and Classification of Electrical Insulation".
[6] N. Urakawa et al, "New High Voltage Insulation System for Air-Cooled Turbine
Generators", Proc IEEE Electrical Insulation Conference, Cincinnati, October 1999, p
353.
143
C583/027/2000 IMechE 2000
[ 7 ] J.S. Johnson, "Slot Discharge Detection Between Coil Surfaces and Core in HV Stator
Windings", AIEE Trans, Vol. 70, 1951.
144
C583/027/2000 IMechE 2000
C583/009/2000
A new approach to turbine lubrication management
J A PLATT and C J DOLMAN
Castrol Industrial, Swindon, UK
A P SWALLOW
Castrol International Technology Centre, Pangbourne, UK
SYNOPSIS
Effective management of turbine lubricants is widely acknowledged to be a significant factor in
controlling operating costs. Progressive advances in turbine design and output place ever
greater stresses on lubricants, demanding higher specification products and closer control in
service in order to optimise fluid life without compromising effective lubrication or protection
of the turbine.
The paper demonstrates the concept of "lifetime" management of turbine oils, by the lubricant
specialist, as an effective tool in cost control and in facilitating reliable budgeting of lubrication
costs over the duration of the project. It further discusses how this can be achieved by expert
monitoring to accurately evaluate lubricant condition and the use of appropriate physical and
chemical treatments to optimise fluid life.
The Rotating Bomb Oxidation Test (RBOT) has become almost universally accepted as the
industry standard method of evaluating the condition of turbine oils in service, often to the
exclusion of other test methods, despite the fact that RBOT is a lengthy and relatively
expensive test which can be difficult to perform reliably, particularly where high performance
and synthetic fluids with inherently high RBOT values are involved. The paper sets out to
explore a number of available alternative techniques, evaluating their reliability in determining
lubricant condition and in accurately predicting remaining useful life.
Involving liaison with major industry OEM's, work has been driven by close involvement in
lubrication contracts with major partners in the power generation industry and the need to gain
a more precise and detailed understanding of how turbine oils degrade in service, how this is
affected by specific turbine design characteristics and how it can be addressed by correct oil
selection and effective management in service.
C583/009/2000 IMechE 2000
145
1. TURBINE LUBRICATION
The cost of turbine lubricant over the life of a modern power plant is very small in relation to
the initial capital investment and lifetime operating costs of the plant. However, the impact of
poorly managed lubrication can be immense in terms of maintenance and repair costs and the
resultant excess downtime and lost output. The management of turbine oils in service must
clearly focus on minimising overall operating costs by balancing plant reliability with the cost
of monitoring and control of the lubricant to achieve the most cost effective solution. Over a
15 year lifetime the expected turbine lubricant cost for a typical combined cycle gas turbine
power station of around 700 MWe output (2 Gas Turbines; 1 Steam Turbine) would be of the
order of 80 000. Considering this against a downtime cost approaching 20 000 per hour in
lost revenue, clearly plant reliability is of paramount importance. Nevertheless, correct
management of turbine lubrication can significantly impact on overall operating costs by
addressing lubricant costs, disposal costs, maintenance costs and most importantly in
protecting the plant against unplanned outages.
Historically, large steam turbine plant has, for many years, been the mainstay of UK base-load
power generation. Large turbo-alternator sets of some 500 MWe output were common, with
660 MWe being found in some stations, a number of which continue to operate today. In
comparison to many other types of plant these large steam turbines present relatively
undemanding operating conditions to the lubricant. Very large capacity lubrication systems
coupled with high top-up rates, 10% per annum not being uncommon, resulted in lubricant
service life of 15-20 years in many cases.
More recently, the use of gas as a major fuel for power generation and the advent of heavy
industrial gas turbine plant has presented new challenges in the field of lubrication. The
increasing drive for greater efficiency in modern combined cycle gas turbine power plant
presents the lubricant with ever more demanding operating conditions. As new blade
technologies emerge, permitting higher firing temperatures, thermal stresses on lubricants
become ever greater. Turbine design has an important part to play here as, in many cases, the
lubricant feed and return pipes pass close to the hot gas path and maximum temperatures
encountered by the oil can vary considerably from one machine type to another, quite
independently of firing temperature. Hot-end bearing return line temperatures can be in excess
of 500C and even with double skinned pipes and a good standard of lagging the lubricant can
be exposed to elevated temperatures leading to rapid oxidation or the formation of coke. In
addition to this, lower system volumes coupled with very low losses and top-up rates combine
to give the lubricant an ever harder life. Increasingly, double shifting and standby operation
can present other problems associated with variations in lubricant temperature and careful
monitoring and supervision is required to ensure optimum performance is maintained. The
recent trend towards single shaft configuration machines with combined gas/steam turbine
lubrication systems require products combining optimum performance in terms of both thermal
and hydrolytic stability and providing rapid demulsification characteristics.
Under normal running conditions, turbine bearing lubrication is fully hydrodynamic, hydrostatic
lubrication normally being provided by the jacking oil system during the start-up period. Thus,
all metal-to-metal contact of the bearings is effectively prevented and little requirement exists
for the oil to provide any anti-wear performance, except in the case of geared turbine
applications where the turbine lubrication system also supplies oil to the generator drive
146 C583/009/2000 IMechE 2000
gearbox. The lubricant is also required to provide cooling to the bearings and therefore must
resist oxidation and thermal degradation due to the elevated temperatures involved.
Consequently, thermal and oxidation stability are critical performance characteristics of a
turbine lubricant. In addition, the lubricant is often required to perform the secondary function
of control fluid in the turbine hydraulic control systems incorporating spool valves with
extremely fine clearances and requiring very high standards of fluid cleanliness to maintain
reliable operation.
Clearly, it is a fundamental requirement of any turbine oil management programme to ensure
that these critical performance characteristics are monitored and maintained throughout the
service life of the lubricant and indeed throughout the life of the plant. A number of different
approaches may be considered to the lifetime management of turbine lubricants and these are
discussed later in the paper.
2. OIL DEGRADATION - THE OXIDATION PROCESS
The reaction of oxygen with organic materials is an important and integral part of the
ecological cycle and is essential to life. In contrast, from a lubricants perspective, the reaction
of oxygen with hydrocarbons, under varying conditions of temperature and pressure is
generally undesirable leading to the oxidative degradation of these materials. All such
processes have a common reaction pattern which is attributable to the bi-radical status of
oxygen. The propagation of the oxidation process follows one of two distinct paths depending
on the reaction temperature. (1)
2.1 Oxidation of hydrocarbons at low temperature (30C - 120C)
The self-accelerating oxidation of hydrocarbons is termed auto-oxidation. Its initial stage is
characterised by a slow reaction with oxygen followed by a phase of increased conversion until
this process comes to a standstill. The degradation is driven by an auto-catalytic reaction which
can be described by the well established free radical mechanism. It consists of four distinct
stages:
Initiation of the radical chain reaction
Propagation of the radical chain reaction
Chain branching
Termination of the radical chain reaction
2.2 Oxidation of hydrocarbons at high temperature (>120C)
2.2.1 Primary oxidation phase
Initiation and propagation of the radical chain reaction take place in the same way as for low
temperature oxidation, but selectivity is reduced and the reaction rate is increased.
2.2.2 Secondary oxidation phase
The overall bulk viscosity of the fluid will increase owing to the polycondensation of the
difunctional oxygenated products formed in the primary oxidation phase. Additional
polycondensation and polymerisation reactions of these high molecular weight intermediates
C583/009/2000 IMechE 2000 147
result in products which will no longer be soluble in the bulk hydrocarbon. This precipitate is
called 'sludge'. If the oxidation occurs under thin-film conditions, such as on a metal surface,
varnish-like deposits can be formed.
2.3 Oxidation stability of base oils
The basestocks typically used for lubricants are a mixture of C
20
- C
45
hydrocarbons, which can
be subdivided into three main groups: paraffins, naphthenes, and aromatics. In addition,
intra-molecular combinations of these three groups will also constitute a part of the base stock
composition. Traces of nitrogen-, sulphur- and oxygen containing heterocyles, together with
mercaptans (RSH), thioethers (R-S-R) and disulphides (R-S-S-R) are an integral part of the
complex composition of lubricant base oils. Some of these materials may act as natural
antioxidants, others as pro-oxidants.
2.4 Antioxidants
The majority of base fluids used in modern power plant lubricants are hydrocarbon based and
are prone to oxidative degradation. Additives are used to control such oxidation processes.
Such antioxidants fall into three main categories:
Radical scavengers - sterically hindered phenols and aromatic amines
Hydroperoxide decomposers - organosulphur and organophosphorous
Synergistic mixtures of the above
The most common radical scavengers are aminic and phenolic antioxidants. The phenolics
operate by competing successfully with the rate-determining steps of the propagation reaction,
and the aminics by interaction at low temperatures (<120C). The effectiveness of one class of
antioxidant may be enhanced by combining it with another type of stabiliser. For example,
where an aminic antioxidant is used in combination with a sterically hindered phenol, the
aminic component will react faster than the phenol with the peroxy radical. Although the
phenol is a less efficient antioxidant in its own right, the two components react synergistically
to regenerate the more effective aminic antioxidant. The selection of antioxidants and
determination of the precise relative proportions of each component of the antioxidant system
is a very complex subject, the final formulation being optimised for the particular type of
application and conditions in which the lubricant will be employed.
3. OIL CONDITION MONITORING
Oil sample analysis yields valuable information regarding three aspects of the system:
Condition of base fluid, identifying any degradation which has taken place
Additive content, compared to that of new oil
Wear elements, to identify source and severity of wear of machine components
Much can be learned in these respects from a single sample which gives a "snapshot" of the oil
and machine condition, and individual samples are often useful in identifying a specific problem
or in giving the machine a "clean bill of health". However, very much more meaningful data
148 C583/009/2000 IMechE 2000
can be derived from a planned programme of oil analysis by monitoring changes and trends in
the various parameters measured. In determining an accurate picture of oil and system
conditions, in addition to the absolute value of each parameter, it is important to observe any
changes in these values and indeed any variation in the rate of change. It is also important that
no single parameter is viewed in isolation, but rather that all available data is taken into
consideration. (2)
In assessing the condition and remaining useful life of the lubricant, the principal parameters to
be considered are, physical condition and appearance, viscosity, acidity, antioxidant levels and
Rotating Bomb Oxidation Test (RBOT). It is this latter test which, although originally
designed for testing new steam turbine oils, has been accepted as the industry standard method
of evaluating the condition of gas turbine lubricants in service and which, this part of the work
associated with this paper set out to challenge. The following paragraphs describe the RBOT
test and detail the other methods evaluated in the search for a technique which gives good
correlation with RBOT, or indeed a more reliable indication of the condition and remaining
useful life of the oil.
3.1 Rotating bomb oxidation test (TP229)
The objective of this test is to quantify, under accelerated conditions, the resistance of the oil
to oxidation thereby assessing its current condition and giving an indication of remaining useful
life. In so doing, rather than considering any individual parameter, the oil is evaluated as a
complete entity, i.e. base fluid and additives, together with any contaminants present.
A sample of oil is introduced into a pressure vessel or "bomb" containing a copper catalyst
and a quantity of water. The bomb is then pressurised to 620 kPa with oxygen, immersed in a
constant temperature heating bath at 150C and rotated axially at 100 rev/min at an angle of
30 to the horizontal. The pressure rises quickly to a maximum value and remains relatively
constant at this "plateau value" for a period of time, before sharply decreasing at what is
termed the "induction break". The test is terminated when the pressure has fallen to a value
175 kPa below the maximum pressure achieved and the test duration is recorded and reported
as the RBOT value (in minutes).
Typical test durations for standard turbine oils are of the order of 5-6 hours for new oil
samples. With the introduction of high performance dedicated gas turbine oils much higher
RBOT values are common for new oil resulting in test times of 15-20 hours and with fully
synthetic products test durations of up to 50 hours are not unusual. Where such protracted
testing is involved turn-round time in the laboratory is necessarily extended and, where large
volumes of samples are required to be tested, availability of the test equipment can be a
problem. In addition, much discussion has centred around the reliability of the RBOT test in
respect of its repeatability (10%) and reproducibility (20%), which equate to quite wide
variations where high RBOT values are involved. These considerations have focused attention
on alternative methods of determining the condition and remaining useful life of turbine
lubricants and a number of alternatives are considered in the following paragraphs together
with their respective advantages and disadvantages. It will be seen that as a result of this work
RBOT, despite the outlined shortcomings, still emerges as the most representative and reliable
method currently available for evaluating the condition of turbine oils and quantifying
remaining useful life.
C583/009/2000 IMechE 2000 149
3.2 Differential Scanning Calorimetry
The principle of this test is to determine the oxidation onset temperature of the oil sample
under examination as an indication of its oxidation resistance. The sample is initially
equilibrated at 50C, following which the temperature is ramped up at a rate of 50C/min to
350C in zero grade air at a pressure of 3450 kPa. The result recorded is the temperature at
which the reaction becomes exothermic, indicating the point at which oxidation commences or
significantly accelerates (typically around 240C for a standard grade turbine oil).
This test has certain similarities to RBOT in that it takes account of overall lubricant condition
and both the base fluid and additive levels contribute to the final value. What is unclear from
work carried out to date, and remains to be firmly established, is the precise impact of the
range of potential contaminants on the test result.
Figure 1 shows the results of correlation tests with RBOT. Although a general trend is
observed in that higher RBOT values are associated with correspondingly higher temperatures
of oxidation onset, it can also be seen that the sensitivity of the test is poor as the magnitude of
change from a new oil to one which is unfit for service is relatively small. Thus, this test is not
viewed as a reliable alternative to RBOT.
3.3 Voltammetry - RULER
The oil sample is analysed by a voltammetric technique using a portable, commercially
available voltammograph (RULER). This is equipped with a probe which consists of a
glassy carbon working electrode, a platinum wire reference electrode, and a platinum wire
auxiliary electrode. The test is performed by diluting a small sample (400 ul) of oil with an
alcohol-formulated solvent containing a dissolved electrolyte and a suspended solid substrate
(sand). When the hydrocarbon-based oil/solvent/solid substrate mixture is shaken, the
suspended solids quickly precipitate the oil insolubles, leaving a clear solution for analysis.
The instrument applies a controlled voltage ramp through the electrode inserted into the
diluted oil sample. As the potential increases, the antioxidant additives become chemically
excited. This causes a current to flow which peaks at the oxidation potential of the
antioxidant. The height of the peak is related to the concentration of the additive in the
solution. The current peak height or area is measured and stored in the data acquisition
software as the RULER number. This value may then be compared to that of new oil to
indicate the degree of additive depletion.
This technique relies on there being a simple relationship between the levels of antioxidants
present and the remaining useful life of the lubricant. In practice, this is not found to be the
case as base fluid condition and contaminants are known to have considerable influence on
oxidation resistance and remaining useful life. Figure 2 shows the wide scatter in the results of
tests carried out on used turbine oils to evaluate the correlation of RULER result with RBOT
value.
Antioxidant levels can be measured more accurately by Fligh Performance Liquid
Chromatography (HPLC) in the laboratory and RULER does not appear to have any
advantage over this technique apart from increased portability of test equipment.
150
C583/009/2000 IMechE 2000
3.4. Total Acid Number
Total acid number (TAN), determined by IP139 or IP177, has long been accepted as an
indicator of oil condition. Organic acids formed during the oxidation process cause further oil
degradation with time. Thus, the acidity increase resulting from oxidation is initially slow but
progressively accelerates as the oil nears the end of its useful life. Whilst it is a useful measure
when viewed in conjunction with other parameters, TAN, in isolation, is strictly an indicator of
the condition of the base fluid and the degree of oxidation which has taken place rather than
necessarily an indication of the remaining useful life, though there is often correlation between
the two. As such, TAN is not specifically affected by antioxidant levels (though depleted
antioxidants are usually associated with oxidation having taken place with resulting increased
acidity).
Figure 3 shows the scatter in the results of tests on used turbine oils to evaluate correlation
between TAN and RBOT. Whilst there is a clear general trend, the higher RBOT values being
associated with lower TAN results as would be expected, the degree of scatter observed in the
results is such that TAN is a useful indicator of condition and remaining useful life only when
viewed in conjunction with other parameters.
3.5 Impedance Spectroscopy
This technique exploits the fact that the species formed during the oxidation process will have
a higher conductivity and permittivity than the new base oil and additives. Thus, it is possible
to detect oil degradation by observing changes in these values. Considerable interest is being
shown in this technique currently and a number of instruments are available, some of which are
readily portable.
The "Predict Navigator" is one such portable device which performs measurements of both
conductivity and permittivity at four discrete frequencies. The frequencies are selected so as to
give maximum sensitivity to water, wear metals, and oxidation. A circuit is formed with a
parallel resistor and capacitor, the conductivity of the lubricant and contaminants representing
the resistor and the permittivity of the circuit and the contaminants in the oil forming the
capacitor. The use of impedance spectroscopy combines the use of both high and low
frequencies simultaneously. The low frequency test measures changes in conductivity,
capacitance or permittivity being blocked at these frequencies. The high frequency
measurements show primarily a change in permittivity, where conductivity is blocked.
Figure 4 illustrates the measurements at all 4 frequencies. It should be noted that the water
content and wear metal content was controlled at the same level for all samples. It can be seen
from the graph that the overall trend is an increase in the change of dielectric with decreasing
RBOT value. Whilst reasonable correlation with RBOT is achieved at lower RBOT values, it
is observed that the sensitivity decreases at RBOT values of over 500 minutes. In view of this,
given the current trend towards lubricants with higher RBOT values for gas turbine
lubrication, the method was not considered as a viable alternative to RBOT. Even if this
shortcoming was to be overcome, a considerable amount of further development work would
be required to examine in closer detail the effect of changes in the various potential
contaminant levels.
C583/009/2000 IMechE 2000
151
4. MANAGEMENT OF TURBINE OILS IN SERVICE
4.1 Lubricant selection
Selection of turbine oil type is probably the single most influential factor in controlling the
service life of the lubricant. It is worth noting that currently, the major OEM's have differing
views in this respect. Whilst many modern gas turbines operate on standard turbine oils which
are principally mineral oil based derivatives of traditional steam turbine lubricants, other
OEM's now specify dedicated high performance gas turbine grades which, although still
mineral based, exhibit enhanced thermal and oxidation stability to resist the higher thermal
stresses experienced by the oil in gas turbine service. Increasingly, however, turbine lubricants
incorporating hydro-processed and fully synthetic base fluids are finding application in
industrial gas turbine plant. Such products benefit from improved inherent thermal and
oxidation stability compared with their mineral based counterparts, leading to longer and more
trouble free service life. Polyalphaolefin (PAO) fluids, often referred to as synthetic
hydrocarbons, are increasingly used in the formulation of high performance lubricants for
heavy industrial gas turbines whilst polyol ester base fluids are normally specified for
aero-derivative type machines.
Although the initial fill cost of a synthetic lubricant represents a considerable increase on the
initial cost of a mineral oil product, substantial benefits can be derived in terms of extended
service life and reduced lubricant maintenance and control costs over the life of the oil.
4.2 Partial change
One approach to maintaining the condition of turbine lubricants in service, which has been
shown to be effective, is to carry out planned partial changes of the oil, the effect of which is
twofold; firstly to regularly replace part of the base fluid, and secondly, to replenish the
additive system of the service lubricant. In this way the oil can be maintained in good
condition despite the ongoing degradation experienced through normal service. A secondary
benefit of this method of oil management is that a proportion of the contaminants and products
of degradation dispersed in the oil are carried away with the oil which is removed from the
system.
A great deal of work has been done by others (3) to determine the partial change/top-up rate
necessary to maintain the condition of a turbine oil in service, as quantified by the RBOT
value. Clearly this is dependent on the severity of the operating conditions and varies widely
from one type of turbine to another and according to operating regime (i.e. base-load, standby,
two-shift, etc.). In practice, to ensure reliable data, it has been found that each turbine must be
evaluated individually by empirical testing to establish the necessary partial change/top-up rate
to maintain the RBOT value between defined limits. Identification of appropriate RBOT limits
is clearly crucial to the success of this method of oil management. As previously discussed,
oxidation of a lubricant is a self-catalysing process and accelerates as the lubricant condition
deteriorates. In order to prevent rapid degradation, it is therefore desirable to maintain the
RBOT value at a relatively high level. However, it is evident that, the higher the target RBOT
value is set, the greater will be the partial change volume required to maintain that target and
hence the higher the cost of this means of oil management.
152
C583/009/2000 IMechE 2000
In practice, it has been shown that to maintain the RBOT between 50% and 75% of the new
oil value represents the optimum condition, combining satisfactory lubricant performance and
protection of the plant with economy of operation. Allowing the RBOT value to fall
significantly below 50% of its original value results in accelerated degradation and
consequently the requirement for more frequent partial replacement of the fluid, whilst
attempting to maintain RBOT substantially above 75% of its new value requires
uneconomically high partial change volumes. In the example shown in Figure 5 the lubricant
was maintained by partial oil changes at the rate of 5% of the system volume at approximately
6 monthly intervals.
4.3 Additive replenishment
An alternative approach to lubricant management and achieving effective control of RBOT
value is the periodic addition of an additive concentrate in order to replenish the antioxidant
levels within the service oil. By this means it is possible to restore the additive levels to the
new oil specification and to achieve an increase in RBOT value, often to a level similar to that
of the new fluid. It must be appreciated however that, unlike the partial change treatment
described in the previous section, this action is merely boosting the antioxidant levels and
provides no means of removing any contaminant from the fluid. As previously described, the
oxidation process is self catalysing and, when managing turbine lubricants in this way, it is
therefore of even greater importance to maintain the oil in a healthy condition, thereby
minimising degradation and the resultant contamination with oxidation products.
Extensive laboratory testing and control of lubricants in service, indicates that RBOT
performance following additive replenishment is influenced profoundly by the general
condition of the lubricant before treatment. Figure 6 shows a clear correlation between RBOT
retention following treatment and residual RBOT value prior to additive replenishment. It is
observed that oils giving higher RBOT values before treatment are considerably less
susceptible to RBOT deterioration after additive replenishment than are heavily degraded fluids
with low residual RBOT values. In practice it is found that, in order to optimise lubricant
service life and cost effectiveness of treatment, additive replenishment should ideally be carried
out before the RBOT value falls below 60% of the initial new oil value. Should RBOT be
allowed to fall below 50% of the new oil value, it is likely that considerable degradation of the
base fluid will have taken place resulting in the need for frequent antioxidant additions to
restrain the oxidation process and hold up the RBOT value.
Thus, the target RBOT level for oil management by additive replenishment should generally be
set within the range 60% to 100% of the new oil value. In some instances, depending on the
particular additive technology employed and base fluid condition, it is found that the RBOT
value reaches a "plateau" level somewhat below the new oil value and further additions of
antioxidant result in little change in the RBOT result. In such cases it is usual to restore the
antioxidants to the new oil levels and to manage the RBOT value between the resulting level
and the lower 60% limit.
Most turbine oil additive systems comprise two or more antioxidants, present in carefully
balanced synergistic proportions to optimise performance. It is normal for these antioxidants
to deplete at differing rates and it is therefore important that replenishment should be in the
appropriate proportions to maintain the correct balance and the resulting synergistic
C583/009/2000 IMechE 2000 153
performance. In theory, this needs to be determined individually for each situation by
empirical testing though in practice it is found that, if the policy of maintaining RBOT above
60% of its original value is consistently applied from the outset with new oil, the optimum
additive concentrate composition is similar in each case.
4.4 Control of contaminants
In any turbine lubrication system, contaminants are present in the lubricant from a variety of
sources. Contaminants may be in the form of solids, liquids or gases and may be built in during
the manufacturing process (e.g. machining or welding debris), or they may be introduced into
the system (e.g. during maintenance or oil change, or via a defective breather etc.) or they may
be internally generated (e.g. wear particles, products of oil oxidation etc.). In seeking to
extend the service life of a lubricant and to limit the degradation process, fluid cleanliness and
purity is of the utmost importance. Experience in monitoring and control of gas turbine
lubrication systems has shown that the first charge of lubricant in a system invariably gives
longer service life than subsequent ones, particularly where the initial charge has been allowed
to remain in service until heavily degraded. During operation, products of oxidation from the
oil are attracted to metal surfaces and deposited in the system. Even the most thorough
flushing of the system is insufficient to completely remove all traces of this deposit, the residue
of which is slowly removed and dispersed in the new charge of oil once in service.
Most contaminants and impurities have a detrimental effect on the service life of the oil, acting
as catalysts to oxidation. Fine paniculate material presents a very large surface area to the
fluid and, especially in the case of copper and to a lesser extent iron, are strong catalysts to
oxidation. Water, particularly at higher temperatures and in the presence of copper or iron
particulates, accelerates the oxidation process and promotes the formation of acids. As
discussed already, the oxidation process is auto-catalytic as the products of degradation
resulting from the oxidation process are themselves catalysts to further oxidation. Clearly
therefore, to remove or control contamination from all these sources can have a very
significant beneficial effect on the service life of the oil.
Water, a problem traditionally more associated with steam turbines though, increasingly an
issue in recent times in combined lubrication systems on single-shaft machines, can be readily
dealt with by use of a separator or centrifugal purifier. The on-line filtration system has to deal
with a high volume flow rate to satisfy all the lubrication requirements of the turbine and
therefore is limited in performance in terms of micron rating in order to achieve acceptable
physical dimensions and element life. Well specified main system filters will normally control
particulate contamination down to 15/zm or possibly 10um, thereby removing the larger
abrasive particulates. However, it is the fine particulate material below this size, including the
semi-soluble products of oxidation, which is of greater influence in accelerating the oxidation
process. The industry accepted standards, ISO 4406 (4) and NAS 1638 (5), currently only
quantify particulate down to 4um and 5um respectively and systems displaying very high levels
of fluid cleanliness in terms of these particle count standards may still have high concentrations
of particulate below these size ranges.
Off-line or by-pass filtration systems with high beta ratios at 3/^m or Ijum have been used
effectively to remove fine particulates and can be shown to have a beneficial effect on oil life
resulting from a reduction in the rate of degradation. Electrostatic fluid cleaning systems such
154
C583/009/2000 IMechE 2000
as the "Kleentek" unit are finding increasing popularity with operators. These systems remove
polar material including degradation products from the lubricant by electrostatic precipitation
and have been shown to achieve high standards of fluid cleanliness down to sub-micron levels.
It is important to ensure that any fluid cleaning or purifying device, whether physical or
electrostatic does not damage the oil in any way by removing any of the additives. The results
of extensive laboratory testing, involving the use of fine filtration systems and electrostatic
cleaning equipment in conjunction with both new and used lubricants, indicate that good
quality turbine oils are able to withstand both these treatments without loss of any of the
antioxidant additives. It is noted, however, that in controlled laboratory tests with heavily used
oil, in certain instances after prolonged processing, some reduction in RBOT value is observed
even though no further depletion of antioxidant has taken place. This is considered to be due
to the fact that, whilst in general, the products formed by decomposition of the antioxidants
are detrimental to the lubricant, certain species formed do in fact, themselves, possess
antioxidant properties and serve to retard the oxidation process. Removal of these species,
therefore, along with the general products of degradation has been shown, in some instances,
to result in a small reduction in the RBOT level. In practice, however, this slight negative
effect is normally small in comparison to the overall benefit of improved longevity of the
lubricant as a result of the cleanliness and purity achieved.
4.5 Determining the appropriate method of oil management
As already discussed, the effect of the antioxidant system in the oil is to protect the base fluid
against oxidation during its service life by acting sacrificially, thereby effectively retarding the
oxidation process, the antioxidants themselves being continuously depleted as a result of this
process. At the same time, contaminants present in the fluid, normally increasing in
concentration and effect with time and service, work counter to this in accelerating the
degradation process. The foregoing treatments describe how each of these effects can be dealt
with in order to reduce the rate of degradation and extend the service life of the oil.
It is clear that maximum benefit will be derived from a combination of these approaches.
Periodic partial oil change addresses both requirements by removing contaminated fluid and
replacing with fresh, and, in addition, by the introduction of fresh additive to help maintain
antioxidant levels. However, whilst extremely effective, this approach can prove expensive,
particularly on large systems, due to the addition volumes necessary to maintain RBOT within
acceptable limits, the resultant disposal costs and the labour costs involved. Equally effective
control can be achieved more cost effectively, particularly on large systems, by a composite
approach, continuously removing fine paniculate material by off-line fine filtration or
electrostatic precipitation and additionally implementing a programme of periodic additive
replenishment. This latter regime clearly involves initial capital cost in provision of the off-line
filtration system or electrostatic precipitator, together with running costs and replacement
elements etc. for this equipment, but this will be more than offset by the savings achieved in oil
usage and in disposal and labour costs compared with a partial change oil maintenance regime.
Whilst it is possible to draw a general cost comparison in this way between the different
methods of lubrication management described here, in practice, it is necessary to evaluate each
situation on an individual basis to define the costs more clearly and determine the most cost
effective management regime.
C583/009/2000 IMechE 2000
155
5. CONCLUSION
Effective management of turbine oils in service is of the utmost importance in ensuring that
optimum lubricant performance is maintained throughout the life of the plant and in eliminating
maintenance and plant operational problems resulting from the use of degraded oil.
The work described in this paper set out to challenge the acceptance of RBOT as the "industry
standard" method of evaluating the condition of turbine oils in service and to identify
alternative, more convenient and reliable tests to quantify remaining useful life. Whilst many
other techniques are available and are used to measure different parameters pertinent to oil
condition, some of which are mentioned, none share the unique feature of RBOT in evaluating
the oil as a complete entity in an accelerated test which simulates, within the limitations of the
method, the conditions seen by the oil in service. Nevertheless, RBOT should not be taken in
isolation as an indication of oil condition or remaining useful life but, rather, should be viewed
together with all available data, in particular, acidity and fluid cleanliness.
We have seen that the benefit of appropriate and cost effective management of turbine oil
extends beyond those costs directly attributable to the lubricant and has a major impact on the
far greater costs associated with plant reliability, maintenance and output. By taking a
proactive approach to controlling the lubricant condition and maintaining the RBOT value
between defined limits it has been demonstrated that it is possible to reduce overall oil usage,
disposal costs and labour costs associated with oil changes, whilst ensuring that optimum
performance of the lubricant and protection of the plant is maintained and guarding against the
risk of unplanned downtime and consequential lost output. By taking this planned approach to
oil management, the total cost of lubrication becomes a known quantity, allowing a new
degree of confidence in setting budgets and offering the operator the feasibility of handing over
the lifetime management of the oil to the lubricant specialist who, in turn, is in a position to
reliably estimate the ongoing cost of lubrication management which may then be charged as a
fixed periodic fee or indeed may be linked to plant output.
REFERENCES
(1) March, I; "Advanced Organic Chemistry: Reactions, Mechanisms and Structure".
McGraw, 1977.
(2) Platt, J.A.; "Managing Lubricating Oils in Service to Optimise Life and Minimise
Cost". Institution of Diesel and Gas Turbine Engineers, July 2000.
(3) Ohgake, R.., Sunami, M., Yoshida, T., and Watanabi, H.; "The Reliable Control of Oil
Quality in Japanese Turbine Units". ASTM Special Technical Publication No 1021,
"Turbine Oil Monitoring". ASTM, 1989. pp 32-43.
(4) ISO 4406: 1999 "Hydraulic Fluid Power - Fluids: Method for Coding the Level of
Contamination by Solid Particles". International Standards Organisation, Geneva.
(5) NAS 1638 (Rev 1): 1992 "Cleanliness Requirements of Parts Used in Hydraulic
Systems". Aerospace Industries Association of America, Washington D.C., USA.
156
C583/009/2000 IMechE 2000
Fig.1 RBOT value vs DSC oxidation onset temperature
Fig.2 RBOT value vs antioxidant content (RULERiw)
C583/009/2000 IMechE 2000
157
Fig.3 RBOT value vs Total Acid Number (IP 177)
Fig.4 Dielectric vs RBOT value
158
C583/009/2000 IMechE 2000
Fig.5 RBOT value vs time with partial oil change
Fig.6 RBOT value vs time after additive treatment
C583/009/2000 IMechE 2000 159
This page intentionally left blank
C583/011/2000
Proper maintenance practices involving condenser
cleaning and in-leakage inspection
R E PUTMAN
Conco Systems Inc., Verona, Pennsylvania, USA
R WALKER
KYRE Limited, Bromyard, UK
Abstract
The proper performance of the condenser is critical to minimizing the operating costs of a
turbogenerator unit, in terms of both heat rate and generation capacity. After reviewing the
major causes for deteriorating condenser performance, a distinction is drawn between those
causes that are cyclical or predictable and those that occur at random time intervals. In the
first category, the fouling of condenser tubes and/or tubesheet can be corrected by cleaning,
the intervals between which can be optimized. A number of cleaning techniques are reviewed.
The second category is concerned with water or air in-leakage, the return of the condenser to
normal operation depending on how quickly the source of the leak can be located and then
corrected. Tracer gas techniques for leak detection have become the preferred method.
1.0 CONDENSER ECONOMICS
1.1 Performance of a clean condenser
Condenser design specifications define a maximum effective rate of removal of the latent heat
in the exhaust vapor entering the condenser, as well as its transfer into the circulating water,
given the condenser backpressure, cooling water flow rate and inlet temperature. Variations in
the latter two parameters will change the backpressure and also affect the heat rate for a given
load. In order to minimize condensate subcooling, caused by variations in inlet water
temperature, some control over backpressure (and heat rate) may be achieved by varying the
cooling water flow rate: but the reduced tube velocities can cause silt to become deposited on
the tube surfaces and, thus, negatively affect heat rate. To avoid this, it may be possible to
allow some of the circulating water returned from the condenser to bypass the cooling towers,
so adjusting the inlet temperature to maintain the back pressure, but without reducing the total
water flow rate or tube water velocity. These are the natural responses between these variables
for a clean condenser.
Unfortunately, condensers seldom operate under clean conditions for very long periods of
time and the ills to which they are prone during normal service fall into four major categories:
C583/011/2000
161
Fouling of the tube surfaces
Tube or Tubesheet Fouling due to shell fish or debris
Circulating water in-leakage
Excess ambient air in-leakage
The first two categories are related to fouling and tend to be cyclical in nature. They may,
therefore, be regarded as predictable, although the actual fouling impact will vary from plant
to plant, and even between units in the same plant. The second two categories, concerning
water or air in-leakage, tend to be random in their occurrence. Either kind of leak is almost
certain to develop at some point in the future and a correction strategy can be prepared: when
it will occur can only be anticipated, not predicted.
1.2 Predictable maintenance problems
1.2.1 Fouling of the tube surfaces.
Almost every condenser experiences some kind of tube or tubesheet fouling, Most condenser
circulating water sources contain dissolved solids that can precipitate and become deposited
on the inner surfaces of the tubes, so adversely affecting the unit heat rate and/or limiting
generation capacity. These deposits can also contribute to various types of corrosion and, if
not removed periodically, the corrosion may eventually penetrate the tube wall, allowing
circulating water to leak into and contaminate the condensate.
Fouling can affect not only unit heat rate but also the ability of the turbine to generate its
design load capacity. In fossil-fired plants, an increase in heat rate is reflected in higher fuel
costs for a given load and increases of 2% are not uncommon. In both fossil and nuclear
plants, if the fouling becomes severe, it will cause the backpressure to rise to its upper limit,
forcing a reduction in generated power. There are reports of up to 20 Mw having been
recovered by the removal of severe accumulations of deposits.
Rabas et al(l) included a variety of fouling models (i.e. plots of fouling resistance vs. time)
that were very site-dependent and cyclical in nature, sometimes affected also by the season of
the year. Techniques based on ASME single-tube heat transfer calculations(2) can be used to
estimate fouling resistance, although Putman and Karg(3) noted how account must be taken of
the observed variation in the design cleanliness factor with respect to load. Having established
the fouling model, and the mean monthly load and cooling water inlet temperature for a
twelve-month period, Putman(4) described how this historical data could be integrated to
create an optimum tube cleaning-frequency strategy. The strategy is suitable for both linear
and non-linear fouling models and identifies those months in a twelve-month period during
which the condenser should be cleaned, if the total cost of losses over the period due to
fouling plus cleaning is to be minimized.
However, with nuclear plants, there is less flexibility and it is considered good practice to clean
at every refueling outage. Even where a nuclear unit is equipped with an on-line cleaning system,
an annual or biannual off-line mechanical cleaning assures that condenser effectiveness will be
maintained, reduces the risk of pitting from the stagnant water in those tubes which may become
blocked by stuck sponge balls, and ensures that every tube is cleared and cleaned at least once or
twice a year.
162
C583/011/2000
1.2.2 Tube or tubesheetfouling due to shellfish or debris.
When this occurs, the circulating water flow becomes restricted and the thermal conductivity
of the tube side water film is reduced, again affecting heat rate and/or generation capacity.
Putman and Hornick(5) found that a useful estimate of the circulating water flow rate could be
obtained by interpreting condenser operating data in terms of turbine heat balance and low
pressure expansion line relationships. Their reference plant was located on the Gulf of
Mexico, where shellfish attached themselves to both tubes and tubesheet, causing condenser
performance to decrease fairly rapidly. ASME type single-tube heat transfer calculations were
again used to estimate fouling resistance, based on the observed variation in water flow rate.
Plots showed a close and cyclical (saw-toothed) relationship between flow rate, fouling
resistance and backpressure, a study of which allowed intervals between tubesheet cleanings
to be extended, rather than conducted at fixed intervals.
Of course, while the progress of tubesheet fouling is generally predictable, an exception
would occur should a school of small fish pass through the screens and enter the waterbox.
1.3 Random maintenance problems
1.3.1 Circulating water in-leakage.
Circulating water in-leakage can result from penetrations through the tube walls, from joints
between tubes and tubesheet that have developed leaks, or from other penetrations between
the water box and condenser shell that have lost their integrity. The contaminants in the
circulating water change condensate chemistry and/or pH, tending to increase boiler or steam
generator corrosion; or result in an increased consumption of water treatment chemicals in the
attempt to compensate for the change in water chemistry. Poor water chemistry can also cause
stress corrosion cracking of steam turbine components.
Even a small circulating water in-leakage into the condensate can be damaging to the unit as a
whole and is often the cause of an unscheduled outage. The length of that outage will depend
on the means adopted to locate the source of the leak quickly, the on-line and off-line use of
tracer gases (helium or SF6) being the preferred method.
The EPRI Condenser In-Leakage Guideline(6) explores these problems in detail and shows
how the use of the tracer gases referred to above can be used to rapidly locate the source of
either water or air in-leakage, allowing the problem to be corrected quickly.
1.3.2 Excess ambient air in-leakage.
The design of condensers routinely allows for a normally acceptable level of air in-leakage,
often considered to be 1 scfm (2.13 kg/h) per 100 MW, although a new ASME Standard(7)
shows the limit to vary with the number of condenser compartments and exhaust flow rate.
The sources of such leaks can be labyrinth glands on steam turbine shafts, as well as packings
and seals that are less than leak-tight. As with fouling, air in-leakage rates above the
acceptable values can detrimentally affect heat rate as well as limit generation capacity.
Excessive air in-leakage also affects the concentration of dissolved oxygen in the hotwell,
which can cause corrosion damage to other parts of the unit. Of course, high dissolved oxygen
levels can also be caused by a change in the performance of the air removal equipment and
this should be checked before undertaking the search for leaks. In many cases, the increased
reliance on deaeration taking place within the condenser makes minimizing air in-leakage
even more important.
C583/011/2000
163
2. CONDENSER TUBE CLEANING METHODS
Regardless of the tube material, the most effective way to ensure that tubes achieve their full life
expectancy is to keep them clean. Each time the tube deposits, sedimentation, biofouling and
obstructions are removed, the tube surfaces are returned almost to bare metal, providing the tube
itself with a new life cycle, the protective oxide coatings quickly rebuilding themselves to re-
passivate the cleaned tube.
The majority of cleaning procedures are performed off-line, the most frequently chosen and
fastest method being mechanical cleaning.
Among other off-line methods is the use of very high-pressure water but, since the jet can only
be moved along the tube slowly, the time taken to clean a condenser can become extended. Great
care must be taken to avoid damaging any tubesheet or tube coatings which may be present;
otherwise the successful removal of fouling deposits may become associated with new tube leaks
or increased tube sheet corrosion, only observable after the unit has been brought back on-line.
Chemicals are also used for the off-line cleaning of condenser tubes. Several mildly acidic
products are available and will remove more deposit than most other methods; but it is
expensive, takes longer for the operation to be completed, and the subsequent disposal of the
chemicals, an environmental hazard, creates its own set of problems. It has also been found quite
frequently that some residual material still needs to be removed by mechanical cleaning methods.
Very few on-line methods are available to clean condenser tubes but the best known is the
Taprogge system, which uses recirculated sponge rubber balls as the cleaning vehicle. These
systems often operate for only a part of each day and, rather than maintaining absolutely clean
tube surfaces, tend to merely limit the degree of tube fouling. Unfortunately, although the
tubes may become cleaner if abrasive balls are used, tube wear can now become a problem.
Mussalli et al(8) showed some uncertainty concerning sponge ball distribution and therefore,
how many of the tubes actually become cleaned on line. It is also not uncommon to find that
numerous sponge balls have become stuck in condenser tubes and these appear among the
material removed during mechanical cleaning operations. For these reasons, the tubes of
condensers equipped with these on-line systems still have to be cleaned periodically off-line,
especially if loss of generation capacity is of serious concern.
2.1 Mechanical cleaning of condenser tubes
Off-line mechanical cleaning is especially useful where fouling problems exist and are too
severe to be handled by any of the other methods. Obviously, the tool selected has to be the
most appropriate for removing a particular type of deposit. Moulded plastic cleaners (pigs) are
quite popular for some light silt applications. Brushes can also be used to remove these soft
deposits as well as some microbiological deposits. Brushes are also useful for cleaning tubes
with enhanced surfaces (e.g. spirally indented or finned); or those tubes with thin wall metal
inserts or epoxy type coatings.
With harder types of deposit, metal cleaners of various designs have been developed, often with
a particular deposit in mind. Mechanical condenser tube cleaners were first introduced in 1923
and subsequent patents granted over the years to the both the Griffin brothers and to the
Saxon family have improved on the original design. Figures 1.0(a) and 1.0(b) show some of
164
C583/011/2000
the current versions of this cleaner, which consist of several U-shaped tempered steel strips
arranged to form pairs of spring-loaded blades.
These strips are mounted on a spindle and placed at 90 degrees rotation to one another.
Mounted at one end of the spindle is a serrated rubber or plastic disk that allows a jet of water
to propel the cleaners through a tube with greater hydraulic efficiency. The water is directed
to the tube being cleaned by a hand-held triggered device (also known as a gun), the water
being delivered by a pump operating at only 300 psig (2.07 MPa). Since the pump is usually
mounted on a wheeled base plate, the system can be conveniently moved from unit to unit
within a plant or even moved to another plant.
A water pressure of 300 psig (2.07 MPa) is very effective for propelling the cleaning tools
through the tubes, preventing their exit velocity from rising above a safe level. Some other
cleaning systems use air or a mixture of air and water as the propelling fluid; but the expansion
of the air as the cleaner exits the tube can convert the cleaner into a projectile and place the
technicians at risk.
Another advantage of using water as the cleaner propellant is that the material removed can be
collected in a plastic container for later drying, then weighing to establish the deposit density
(g/m
2
) and followed in many cases by X-ray fluorescent analysis of the deposit cake.
Most metal cleaners are designed to have a controlled spring-loaded cutting edge: but, if
effective deposit removal is to be the result, the dimensions of the cutting surfaces have to be
closely matched to the internal diameter of the tube being cleaned, not only to improve the
peripheral surface contact but also to ensure that the appropriate spring tension will be applied as
the cleaner is propelled through the tube. The effective life of cleaners designed in this way can
be as high as 10 tube passes.
However, since such cleaners can behave as stiff springs, loading the cleaners into the tubes
was sometimes rather tedious. To speed up this operation, while also providing the blades
with more circumferential coverage of the tube surface, the cleaner shown in Figure 1.0(c)
was developed. This design not only reduced the cleaning time for 1000 tubes but, due to the
increased contact surface provided by the greater number of blades, it was found to be more
efficient in removing tenacious deposits such as those consisting of various forms of
manganese.
C583/011/2000
165
FIGURE 1
A later development involved a tool for removing hard calcite deposits, which were found to
be difficult to remove even by acid cleaning. This is shown in Figure l.O(d), and consists of a
teflon body on which are mounted a number of rotary cutters, similar to those used for cutting
glass. These are placed at different angles around the body, which is fitted with a plastic disk
similar to those used to propel other cleaners through tubes. Used on condenser tubes that had
accumulated a large quantity of very hard deposits, Stiesma et al(9) described how cleaners of
this type removed 80 tons (72.48 tonnes) of calcite material from this condenser. It has now
become a standard tool whenever hard and brittle deposits are encountered.
The experience gained from using these techniques has allowed the time to clean to be forecasted
with confidence and cleaning to be performed to schedule. For instance, a normal crew can clean
between 5,000 and 7,000 tubes during a 12-hour shift. Clearly, this number can rise with an
increase in crew size, limited only by there being adequate space in the waterbox(es) for the crew
to work effectively
The concern is occasionally expressed that mechanical cleaners can possibly cause damage to
tube surfaces. With cleaners that have been properly designed and carefully manufactured, such
damage is extremely rare. Indeed, Hovland et al(10) conducted controlled tests by passing such
cleaners repeatedly through 30 feet long, 90-10 CuNi tubes. It was found that, after 100 passes of
these cleaners, the wall thickness became reduced by only between 0.0005 and 0.0009 inches
(12.5 and 22.86u). If a 50% reduction in wall thickness is the critical parameter, extrapolating
this series of tests would be equivalent to 2800 passes of a cleaner per tube, or 1000 years of
condenser cleaning!
Clearly, all off-line cleaning methods sometimes need assistance where the deposits have been
allowed to build up and even become hard. In such cases, it may still be necessary to acid clean,
followed by cleaning with mechanical cleaners or high-pressure water to remove any remaining
debris.
2.2 Developing an appropriate cleaning procedure
The selected cleaning procedure should remove the particular deposits that are present as
completely as possible, while also causing the unit to be out of service for the minimum amount
of time. Some other major considerations in the selection process are as follows:
2.2.1 Removal of obstructions
Many tube-cleaning methods are ineffective when there are obstructions within tubes, or various
forms of macrofouling are present and, clearly, those cleaning methods should be avoided.
Attention has already been drawn to the shell-fish, which constitute macrofouling, including
Asiatic clams and zebra mussels. The selected tube cleaner must have the body and strength to
remove such obstructions. The cleaning method must also be able to remove the byssal material
that shell-fish use to attach themselves to the tube walls.
There are certain types of other debris which can become obstructions, among them being
cooling tower fill, waste construction material, sponge rubber balls, rocks, sticks, twigs, seaweed
and fresh water pollutants, any or all of which can become lodged in the tubes and have to be
removed. Meanwhile, experience has shown that, if appropriate procedures are followed,
properly designed cleaners should not become stuck inside tubes, unless the tube has been
deformed.
166 C583/011/2000
2.2.2 Removal of corrosion products
With condensers equipped with copper alloy tubing, copper deposits grow continuously and the
thick oxide coating or corrosion product can grow to the point where it will seriously impede
heat transfer. Not only will the performance of the condenser be degraded but such deposits will
also increase the potential for tube failure. When a thick outer layer of porous copper oxide is
allowed to develop, it disrupts the protective inner cuprous oxide film, exposing the base metal to
attack and causing under-deposit pitting to develop. Such destructive copper oxide
accumulations together with any other deposits must be removed regularly.
2.2.3 Surface roughness
Rough tube surfaces, as are created by the accumulation of fouling deposits, are associated with
increased friction coefficients while the reduced cooling water flow rates allow deposits to
accumulate faster. It has also been found that rough tube surfaces tend to pit more easily than
smooth surfaces. Thus smooth tube surfaces, which result from cleaning, can improve condenser
performance through:
Improved heat transfer capacity and a lower water temperature rise across the condenser,
reducng the heat lost to the environment
Increase in both flow volume and water velocity, often resulting in reduced pumping
power
Increased time required between cleanings, by reducing rate of re-deposition of fouling
material on the tube surfaces.
Reduced pitting from turbulence and gas bubble implosion
3. IN-LEAKAGE DETECTION METHODS
The EPRI Condenser In-Leakage Guideline(6) discusses in great detail the sources of both
water and air in-leakage and their consequences, together with methods for their location and
correction. The techniques have evolved from earlier methods (e.g. use of foam and plastic
wrap), to the current techniques that involve the use of tracer gases, principally helium and
sulfur hexafluoride (SF6,), both of which are non-toxic. Most of the innovations were
stimulated by the need to locate small circulating water in-leaks but, eventually, the same
techniques became used for the location of air in-leaks as well.
3.1 Water in-leaks
The condenser is supposed to form a barrier between the cooling water - which flows between
the waterboxes through the condenser tubes - and the shell side of the condenser, in which the
exhaust vapor is collected as condensate. However, even small circulating water leaks will
quickly find their way into the condensate, contaminating it with undesirable dissolved solids
which tend to cause corrosion in the feedwater heaters, boilers or steam generators. On-line
conductivity or salinity instruments are used to indicate the presence of a leak and steps
should be taken to rectify the problem as soon as possible. Unfortunately, this usually means
taking the unit out of service, the associated loss of revenue depending on the length of the
outage. Thus the time taken to locate and correct the problem can be economically significant.
This time can be reduced significantly if the waterbox associated with the leak can be
identified while the unit is still on-line.
C583/011/2000 167
Among the leak detection methods commonly employed in the past were smoke generators,
foam or plastic wrap applied to the tubesheet, ultrasonics, tube pressure testing and membrane
type rubber stoppers. These earlier techniques also left some uncertainty as to whether the
leak was confined to only one tube; so that adjacent tubes were often plugged as well (often
unnecessarily) as a form of "insurance plugging". All these methods require that the shell
side of the condenser be under vacuum, provided either by the air removal system or, if the
waterbox is divided, by continuing to run the unit at low load, taking each waterbox out of
service in turn and checking it for leaks.
The development of the helium tracer gas technique in 1978 not only reduced the time
required to locate a leak; it also eliminated much of the former uncertainty whether the actual
source of the leak had been found. However, the lowest detectible concentration of helium is
one part per million above the background level, and helium was often unable to detect small
water in-leaks. Thus a tracer gas with greater sensitivity was sought and, in 1982, a tracer gas
leak detection technique using SF6, was developed. It was found that SF
6
in concentrations as
low as one part per 10 billion (0.1 ppb) can be detected, so that small leaks could now be
located and with confidence.
Figure 2 - General setup for tube water leak test
This method is illustrated in Figure 2, in which a tracer gas monitor is connected to the off-
gas stream leaving the air removal system. A technician is stationed at the monitor to observe
the shape of the trace on the strip chart recorder (See Figure 3.0), a typical response time
being 30-45 seconds. Another technician is stationed in the waterbox and dispenses the tracer.
The two technicians communicate through two-way sound-powered radios, chosen to avoid
RF interference with other equipment.
168
C583/011/2000
Once the waterbox is open and the tubesheet exposed, a series of plenums is placed over a
section of the tubesheet, each sized to cover an ever-smaller group of tubes. The technician in
the waterbox injects the tracer gas into the plenum using a portable dispenser. The vacuum
within the condenser allows the tracer gas to pass through any leaks that may be present and
eventually appear in the off-gas stream leaving the air removal system. The technician
watching the tracer gas detector monitor warns the other technician when the presence of the
gas is observed. A smaller plenum is then used, and so on. By using this rigorous process of
elimination, the problem tube can be rapidly identified.
As a guide to tracer gas selection, if the water in-leakage is less than 50 gallons per day (189.2
I/day), SF6, is the preferred tracer gas; otherwise, either gas may be used. Similarly, if the unit
is operating at more than 20% of full load, either gas may be used. If the leak is so bad that
the unit cannot be brought on-line, then the use of helium would be the standard procedure.
Figure 3 - Chart Recording of a typical leak response
Sulfur Hexafluoride can also be used on-line to identify the waterbox, even tube bundle, in
which the leaking tube is located. The SF6 is injected periodically into the circulating water
before each waterbox while the unit is still on-line, and a permanently installed analyzer and
monitor is used to identify the waterbox associated with the leak This reduces the time
required to locate and repair the leaking tube, once the associated waterbox has been opened.
3.2 Air in-leakage
Condensers are designed to perform correctly with the unavoidable and low level of air in-
leakage which is always present(7). However, greater air in-leakage than this low normal
value will increase the concentration of non-condensibles in the shell side of the condenser
and cause the thermal resistance to heat transfer to increase. An increase in backpressure and
unit heat rate will result. The in-lcakage may even rise to the point where the backpressure
approaches its operating limit, forcing a reduction in load. Another effect of high air in-
leakage is often an increase in the concentration of dissolved oxygen in the condensate, a
C583/011/2000 169
concentration that will tend to increase with lower condensate temperatures. The
consequences are increased corrosion of feedheaters, boilers and steam generators and/or an
increase in the consumption of water treatment chemicals. All these consequences have a
negative impact on unit profitability.
Using tracer gas techniques, the source of most air in-leaks can be located with the unit still
on-line. Once again, a tracer gas monitor is installed in the off-gas line from the air removal
system and the technician handling the tracer gas dispenser roams around the unit in a
methodical manner until the technician at the monitor observes a response. The leak detection
survey starts at the turbine deck level and proceeds from top to bottom of the unit, one deck at
a time. Care must be taken when dispensing the tracer gas that only one potential source is
sprayed at a time, otherwise the ability to associate a response with a particular source may
become impaired.
Conclusion
The careful monitoring of condenser performance, the prompt detection of performance
changes, the ability to identify and locate the source of the problem, and the provision of the
appropriate techniques and means for correcting the problem, can minimize unit downtime
and so make an important contribution to unit profitability.
REFERENCES
1. Rabas, T.J., Panchal, C.B., et al, Comparison of Power-Plant Condenser Cooling
Water Fouling Rates for Spirally Indented and Plain Tubes, ASME HTD-Vol.164,
1991,pp.29-27.
2. Code on Steam Condensing Apparatus, ASME PTC12.2 - 1983, publ. American Society
of Mechanical Engineers, NY.
3. Putman, Richard E. and Karg, Dale C., Monitoring Condenser Cleanliness Factor in
Cycling Plants, Proc. IJPGC 1999, PWE-Vol 34, San Francisco, publ. ASME, New
York, pp.133-142.
4. Putman, Richard E., Calculating an Optimum Condenser Cleaning Schedule with either
Linear or Non-linear Fouling Models, IJPGC 1997, Denver, November 3-5, 1997
5. Putman, Richard E. and Hornick, Mark J., Using Turbine Thermal Kit Data to
Benchmark Condenser Performance Calculations, Proc. IJPGC 1998, Baltimore, MD,
August 23-24, 1998, pp. 511-524.
6. Condenser In-Leakage Guideline, EPRI Technical Report TR-112819, published by
The Electric Power Research Institute, January 2000.
7. ASME Performance Test Code on Steam Surface Condensers, PTC. 12.2-1998, 1998,
publ. AMSE, New York, NY.
8. Mussali, Yusuf, Hecker, George E., Cooper, Charles, et al, Improved On-Line
Condenser Cleaning Ball Distribution, Proc. ASME Power Conference, Practical
Aspects and Performance of Heat Exchanger Components and Materials, 1991,
Minneapolis, PWR-Vol. 14, pp.51-56.
9. Stiemsma, R.L., Bhayana, G.K. and Thurston, R.D., 1994, Performance Enhancement by
an Innovative Tube Cleaning Application, Proceedings of IJPGC 1994, Phoenix, AZ,
publ. ASME, New York, PWR-25-1994, pp 7-11.
10. Hovland, Alan W., Rankin, Drew A. and Saxon, Edward G., Heat Exchanger Tube Wear
by Mechanical Cleaners, Proc. Joint Power Generation Conference, 1988, Philadelphia,
PA, September 25-29, 1988.
170 C583/011/2000
C583/014/2000
Troubleshooting bearing problems during the
uprating of an existing steam turbine installation
SMAW
Neale Consulting Engineers Limited, Farnham, UK
J ABBOTT-GARNER
St Regis Paper Co. Limited, Somerset, UK
S KENDRICK
Sulzer Roteq Services, Leeds, UK
SYNOPSIS
Paper manufacturing relies heavily on large quantities of steam and electrical power. Paper
plants historically generate steam for the papermaking process and generate electricity via a
steam turbine and alternator.
This paper details the economic re-rating of a thrust bearing following repeated failures of an
existing steam turbine installation at a UK paper mill. This involved the inspection of failed
components, fundamental analysis of the turbine operating conditions and ultimately a re-
design of the thrust bearing assembly.
1. INTRODUCTION
St Regis Paper Company Ltd recycle paper at their paper mill in Wansborough, Somerset.
The steam turbine at Wansborough Mill is a 6MW machine running at 5500rpm, originally
designed by AEI Ltd (now ALSTOM). The turbine is a "passout" machine driving an
alternator via a reduction gearbox, in which steam between the LP and HP stages is drawn off
for use in the papermaking process.
In 1998, the decision was made to overhaul the turbine and additionally to introduce state-of-
the-art electronic control circuitry to give improved efficiency and process control, such that
one-man operation could be achieved.
The steam turbine also had a history of thrust bearing failures and this had limited the
electrical load to approximately 3MW.
C583/014/2000 IMechE 2000
171
2. HISTORY OF OPERATION
A turbine failure occurred during the 1980's and a strip down revealed that the thrust bearing
had failed resulting in a loss of axial location and rubbing of the turbine internal components.
At the time of the failure it was considered that the failure had been caused by liquid carry-
over from the boilers. Considerable internal damage had occurred, particularly to the rotor
thrust collar and to the HP blading.
A replacement turbine (Figure 1) was installed however this was not the same design as the
failed rotor, in terms of number of stages and in the diameter of the thrust bearing collar. In
order to fit the replacement rotor, the casing and thrust bearing assembly were modified to
suit the replacement rotor (Figure 2).
Figure 1: Replacement rotor
Figure 2: Modified housing
Whilst rated at 6MW, historically the turbine only ran at between 3 and 4MW due to the
limitations of the replacement rotor and the reliability of the thrust bearing.
C583/014/2000 IMechE2000 172
In December 1996, during a routine inspection, it was decided to replace the thrust bearing
pads with existing spares as a precaution (there was some minor surface markings).
In May 1997 the thrust bearing failed catastrophically and this was attributed to axial loading
from liquid carry-over from the boiler.
Figure 3 shows the failed thrust bearing pads and Figure 4 shows the damaged collar. New
bronze backed thrust pads were manufactured, which were noted to have approximately 3mm
thickness of whitemetal.
Figure 3: Failed thrust pads
The overhauled turbine was returned to service, but only ran at 1 - 1.2MW until July 1997
where upon an increase in power to 3.5MW, resulted in a change in axial displacement of the
rotor, the thrust bearing had failed again. The thrust collar was skimmed and new pads were
fitted (steel backing with 3mm whitemetal). The turbine was returned to service, running at
3.5MW.
During the period Aug - Sept 1997, it was observed that the axial displacement probes
indicated an increase in axial displacement from 0.28mm to 0.37mm (0.011" to 0.0145").
The turbine was stopped and thrust pads inspected and found to be in good condition. The
probes were checked and found to be working. There was no obvious explanation for the
change in axial position although it was suggested that there may have been some wear /
bedding-in at the seating of the spherical journal / thrust bearing housing which was inspected
and found to have a poor fit. It was decided to manufacture a new spherical bearing housing
(new outer made to fit existing inner). The turbine was returned to service in an unmodified
condition.
C583/014/2000 IMechE 2000
173
Figure 4: Damage to thrust collar
In December 1997, the new spherical bearing housing was installed and new pads were fitted.
The turbine was returned to service, running at 4.5MW average load. Again, a gradual
increase in axial displacement was observed.
In April 1998 the thrust pads were inspected and found to have deformed at the surface of the
whitemetal (3mm whitemetal on steel backing). The pads were replaced (also 3mm
whitemetal). The new spherical was found to be tight and was dressed in order to improve re-
alignment capability.
The turbine ran at 4 - 4.5MW until June 1998 when increasing axial displacement was
observed. The thrust bearing was inspected but found to be in good condition. The turbine
was restarted running at 4 - 4.5MW.
The turbine was shutdown on 4
th
July for a major overhaul including installation of a new
control system. Upon stripdown, it was observed that the pads were deformed. Figure 5
shows a deformed pad (top pad) compared to an unused pad (bottom pad) for comparison
purposes.
Wansborough management were made aware of reservations regarding the load bearing
capabilities of the existing thrust bearing and it was recommended that the bearing design
should be subjected to an engineering review, however cost considerations limited any design
investigations to the backing materials of the thrust pads.
Figure 5: Deformed surface of a thrust pad
New thrust bearing pads with temperature monitoring thermocouples were installed during
the overhaul, this permitted accurate monitoring of the surface metal temperature of the thrust
pads, coupled with upgraded rotor axial position monitoring allowed a methodical
engineering approach to be applied to the operation of the thrust bearing.
It was observed in post-commissioning operation that the bearing metal temperature was
sensitive to load and that the axial position of the rotor changed with time. A full engineering
analysis was therefore commissioned in order to understand the performance limitations of
the existing thrust bearing design.
174 C583/014/2000 IMechE2000
3. ANALYSIS
As a first stage in understanding the possible cause(s) of failure(s) of the thrust bearing, it was
necessary to perform basic calculations to assess the bearing load capacity and its predicted
operating conditions such as running temperature, oil flow rate and oil film thickness. These
calculated values could then be compared with the actual operating conditions, as measured,
in order to confirm, or otherwise, that the bearing was operating as predicted. Also, since
there was no available data on the design axial load on the bearing, it was necessary to
perform some approximate calculations on the load from the turbine blading together with the
thrust load from the single helical gearbox.
3.1 Thrust bearing load capacity and operating conditions
The approximate bearing dimensions, as measured on site, together with other bearing details
are given below:-
BearinglD = 129mm Bearing OD = 181mm
Number of pads =14 Diameter of thrust collar = 245mm
Pad length at mean diameter =26mm Shaft diameter = 114mm
Speed of revolution = 92.2rev/s Lubricant grade ISO VG 68
Lubricant supply temperature = 35C Lubricant feed conditions Fully flooded
Lubricant supply pressure = 10
5
N/m
2
The unknowns were:-
Applied axial load, W
Lubricant outlet temperature from bearing assembly, T
out
Typically, a design value for the oil outlet temperature is 75C, however in this case, the oil
outlet temperature was measured and typically found to be 50C. However, the design of the
bearing carrier has oil supply holes which allow oil to pass through the radial holes in the
bearing assembly without passing across the thrust bearing surface (Figure 6). Therefore cool
oil will pass straight through and mix with the hot oil from the thrust bearing resulting in an
apparent cooler oil outlet temperature. As an estimate therefore, an oil outlet temperature of
60 C was considered to be more realistic.
Using the ESDU 92035 calculation method for tilting pad thrust bearings, with the above
data, gave the results in Table 1, showing how the bearing surface temperature, oil flow and
oil film thickness vary with applied axial load.
C583/014/2000 IMechE 2000
175
Axial load
(N)
1000
5000
10000
30000
50000
80000
Bearing surface
temperature (C)
61.3
66.3
72.6
96.0
116.0
137.0
Required oil flow
(xl(T
3
m
3
/s)
0.53
0.58
0.62
0.64
0.68
0.70
Oil film thickness,
(urn)
133
56
37
16
11
7
TABLE 1: THRUST BEARING OPERATING CONDITIONS
AS A FUNCTION OF APPLIED AXIAL LOAD
(based on oil inlet temp = 35C and outlet temp = 60C)
Typically, for whitemetal bearings, a maximum bearing temperature of 120C should not be
exceeded. However, it is good practice for the maximum operating temperature (trip
temperature) to be set 10 C lower at 110 C. With the analysis above, a maximum surface
temperature of 110C, corresponds to an axial load of 44 OOON.
From catalogue data, for a similarly sized bearing, the maximum load capacity was defined at
31 SOON which was slightly lower than the above figure. However since the analysis above is
strongly influenced by both the supply and oil outlet temperature, it was considered that the
values were in reasonably close agreement.
The limits of minimum oil film thickness (ESDU 92035) depends on the degree of
misalignment present and the recommended values are 24um for "high" misalignment and
7um for "good" alignment. From Table 1, assuming misalignment is "good" (thrust collar
run-out measurements showed good alignment and also the bearing is mounted in a spherical
housing) then the calculated oil film thicknesses are within limits, even for the highest axial
load shown in Table 1, albeit at or near the minimum recommended value.
3.2 Axial load from steam turbine
The axial load from the steam turbine arises from the pressure drop across the rotor hubs and
also the reaction forces on the blades. With both the original rotor and the replaced rotor, the
HP stages used impulse blades in which the pressure drop occurred across the stationary
nozzles and there was no pressure drop across the blades themselves. Also there was no net
reaction force on the blades in an axial direction so there was no axial thrust (this is not quite
true since the effects of friction will produce an axial thrust contribution, however this is
small compared to axial forces from other parts of the turbine). There was therefore minimal
axial force from the HP stages on both the original and replacement rotor.
The 1
st
stage Curtis wheel at the LP stage was also of the impulse type, however there was a
difference in the sealing diameters which meant that there was an axial force contribution
176
C583/014/2000 IMechE2000
since the same pressure acted over different areas. The final 3 stages at the LP stage were of
the reaction type which produced axial forces both from the pressure drop across the blades
and the resulting pressure differential across the hubs. It was therefore the axial forces at this
end of the turbine which needed to be calculated.
Approximate calculations were performed to estimate the total axial force to be resisted by the
thrust bearing as shown in Table 2.
Component contributing to axial force
3 LP reaction stage blading
LP Curtis wheel and 3 LP
reaction stage hubs
Gear tooth reaction force
TOTAL
(a) Reaction analysis
(b) Pressure differential
(a) Pressure differential
Axial force
(N)
12 500 to 21 000
47000
56000
-15500
53 000 to 87 500
TABLE 2: ESTIMATION OF AXIAL FORCE CONTRIBUTIONS
The analysis was approximate since the interstage pressures were not known precisely and
without a detailed thermodynamic analysis they could not be accurately determined.
However, it was considered that a reasonable assumption was that the enthalpy drop across
each stage was equal and using this assumption the interstage pressures were estimated.
The analysis of the forces on the hubs was only pressure and area dependent and could
therefore be assessed as being reasonably accurate. Estimating blade forces was more
difficult and again without full blade details and a full fluid mechanics based analysis this
could not be done accurately. However assuming an average blade angle from blade "tip to
toe", a reaction force analysis could be done based on steam mass flow rates etc. This is
shown in Table 2 as (a) Reaction analysis. Also, as an alternative analysis for the blades,
assuming that the pressure drop across the blades is acting over the blade area then an
alternative value for axial force could be estimated which is shown in Table 2 as (b) Pressure
differential. This assumes that 50% pressure drop at an individual stage occurs across the
stationary nozzle and 50% drop is across the rotating blades.
There was also a gear reaction force due to the single helical gear arrangement and this
subtracted from the turbine rotor thrust load. The calculated axial gear reaction force is given
in Table 2 and is shown as a negative value.
The analysis in Table 2 was at full load conditions (6.0MW) since this represents the
maximum axial load condition. This occurs with maximum steam flow through the LP stages
(approx. 5kg/s, or 40 000 Ibs/hr).
The estimated range of axial force depends on the analysis of the blade forces. However, even
at the minimum calculated value of 53 OOON, the specific load on the thrust bearing was 4.2
MPa and typically a maximum recommended catalogue bearing pressure for tilting pad thrust
bearings is 3.5MPa (SOOpsi). The American Petroleum Institute (API) recommend a
C583/014/2000 IMechE 2000 177
maximum load on tilting pad thrust bearings at 50% of the bearing manufacturer's
recommended maximum, i.e. 1.75MPa (250psi) in this case. With an axial load of 87 SOON
the bearing load was 6.9MPa which considerably exceeds the maximum recommended values
above.
From the data in Tables 1 and 2, for a range of axial load from 53kN to 87.5kN, the estimated
operating temperature of the thrust bearing would be 120 - 150C and this exceeds the
maximum recommended bearing temperature of 110 - 120C. From measurements of the
actual thrust bearing temperatures, typically in the range 95 - 105C, this suggested that axial
loads may actually be slightly lower. However since the RTD measured at the back of the
whitemetal and the fact that the bearing temperature was influenced by the oil outlet
temperature from the bearing assembly the discrepancy between calculation and measured
values was not surprising.
4. DISCUSSION
The turbine load analysis and bearing load capacity limits indicated that the bearing had
inadequate load carrying capacity for the required duty, even taking into account any
inaccuracies in the calculations. The evidence from looking at used thrust bearing pads
confirmed this. Figure 5 shows a steel backed thrust pad which had been replaced on the
basis of excessive axial movement and as can be seen, the whitemetal had extruded over the
edges of the bearing pad. The bearing pad had an excessive thickness of whitemetal (approx.
3mm) which had contributed to a lower overall bulk material strength. However, the same
type of extrusion was also observed on bronze backed pads with only 1.5mm whitemetal after
a relatively short period of running (Figure 6). With a gradual loss in surface profile, the oil
film thickness decreased and temperatures rose until ultimately failure occurred by wiping.
Figure 6: Wiping of bronze backed pads with 1.5mm whitemetal thickness
Since the problem was a fundamental one with the thrust bearing design, the fact that thrust
bearing failures had not occurred in the past needed to be explained (apart from those caused
178 C583/014/2000 IMechE2000
by liquid carry-over). It is considered that there are two main reasons why recurring thrust
bearing failures had not occurred historically:-
(1) Before a new boiler was installed in late 1996, the steam mass flow rate to the
condenser had an upper limit of about 3 kg/s (24 000 Ibs/hr) but typically ran at 1.5 to
1.8kg/s (12 000 - 14 000 Ibs/hr). This would result in lower axial force on the thrust
bearing since it is the conditions at the LP stage of the turbine that determine the axial
load. With the uprated steam capacity together with improved condenser capacity, the
mass flow rate was increased to a maximum of 5kg/s (40 000 Ibs/hr), with a typical
operating range being 3.2 - 3.8kg/s (25 000 - 30 000 Ibs/hr). This represented a
significant increase in flow through the LP turbine blades and had consequently
increased the axial load on the bearing.
(2) It was assumed that steel backed thrust pads lined with 1.0 - 1.5mm whitemetal were
used in the past and it was only recently that bronze pads were used as additional
protection to the thrust collar in the event of failure. It is the ratio of thermal expansion
and thermal conductivity of the backing material that affects the load capacity of a
thrust bearing and steel backed pads are superior to bronze pads in this respect. Bronze
has a higher thermal expansion coefficient and this tends to distort the pad surface at the
operating temperature which derates the load capacity, this in spite of the higher thermal
conductivity which would help to reduce pad temperatures. Also, continual thrust
bearing overhaul probably resulted in thicker whitemetal (up to 3mm) being used;
which further reduced the load capacity of the thrust bearing assembly.
An obvious (in retrospect!) piece of evidence which tended to support the hypothesis of
excessive axial load was the fact that the replacement rotor had a larger diameter thrust collar.
The replacement rotor had the same configuration at the LP stages as the original rotor and
therefore exerted the same level of axial thrust on the bearing. The fact that the thrust collar
was larger suggested that it was indeed needed since thrust collars are generally not made
larger than required since they only increase churning losses and result in higher operating
temperatures.
It was considered that there were a few measures that could be taken in the short term to
prolong the life of bearing of the existing size, however for long term reliability, a design
change to a larger bearing was recommended. These are discussed below:
4.1 Short term modifications
The problem with bearing reliability was excessive axial load together with high
temperatures. Therefore measures to increase the load capacity, or reduce temperatures were
suggested.
(1) The combined journal and thrust bearing housing had large diameter radial holes
(approx. 19mm) close to the thrust bearing feed. This meant that there was a "short
circuit" for fresh cool oil to pass without cooling the thrust bearing pads. Restricting
this flow, or even blocking it off totally, could increase the oil flow to the thrust bearing
and consequently reduce pad temperatures. During a subsequent site visit, the radial
holes were reduced from 19mm to 6mm and the bearing temperatures were reduced
slightly to 97C at 4.0MW generating load. The housing outlet temperature was approx.
55 C, so it was considered that the drillings could be restricted further to 3mm and
assuming temperatures were still stable, then they could be blanked off.
C583/014/2000 IMechE 2000
179
(2) To increase load capacity, steel backed pads were recommended. Whilst this increased
the risk of thrust collar damage in the event of failure, with the monitoring equipment in
place (RTD's and axial position indicators), any incipient failure should be detected by
at least one of the monitoring systems.
As an alternative, another backing material which could have reduced running
temperatures is copper chromium. Whilst the material has a coefficient of thermal
expansion similar to bronze, it has a thermal conductivity about 3 times greater. Any
reduction in pad temperature would be significant in reducing the risk of whitemetal
extrusion.
(3) A slight increase in load capacity could be achieved by using thinner whitemetal. A
minimum thickness of 0.75mm was suggested (existing pads had 1mm whitemetal),
however as noted in (2) above, this increased the risk of collar damage but the same
comments about monitoring were applicable.
4.2 Long term modifications
To ensure long term reliability of the thrust bearing, it was recommended that a re-designed
bearing was required using the available area of the existing large diameter thrust collar. It
was recommended to re-machine the thrust collar flat since a small wear step existed at the
inner and outer periphery of the existing thrust pads.
From catalogue data, a thrust bearing of comparable diameter to the existing thrust collar had
a load capacity of 82 O O O N , which is comparable with the highest value calculated in Table 2.
The calculated running temperature was approximately 100C for fully flooded conditions.
Whilst this was still quite high, since the bearing pressure was lower then there should be no
risk of surface extrusion. The calculated oil film thickness (21 um) was about 3 times as thick
as the smaller bearing under the same loading conditions and hence provided a substantial
increased margin of safety.
The mean peripheral speed of the thrust collar with the larger bearing would be 51m/s and it
was recommended to incorporate individual pad lubrication in the redesigned bearing.
Repeating the analysis for individual pad lubrication gives a running temperature of 80 C and
a thicker oil film of 30um, giving a further increase in safety margin compared to a fully
flooded bearing design.
5. POST MODIFICATION EXPERIENCE
The short terms modification of reducing the oil drain hole size, reduced the bearing
temperatures slightly, allowing the turbine to operate at a higher power rating than previously,
whilst the bearing assembly was re-designed and manufactured.
In January 1999 the new bearing was assembled into the machine (Figure 7). Following re-
commissioning, the bearing operating temperature was stable at approximately 80C at full
load (6.0MW). Additionally, and more importantly, there was no gradual increase in
temperature or axial displacement of the shaft, as was the case with the earlier smaller thrust
bearing design.
180
C583/014/2000 IMechE2000
Figure 7: Installation on the new thrust bearing design
(note the larger thrust pad size)
The new bearing has now been in operation for more than 1 year and the increase in turbine
capacity has resulted in substantial annual saving, principally due to the difference in cost
between generated electricity and imported electricity from the Grid.
6. CONCLUSIONS
1. The existing thrust bearing had insufficient load capacity to withstand the maximum
axial loads that were applied by the 6.0MW steam turbine rotor.
2. Thrust bearing failures had not occurred on a regular basis in the past since the steam
flow rate through the LP stage of the turbine was lower than after the uprating. The
increase in boiler and condenser capacity had increased the axial load on the bearing
and this was considered to be the primary cause of the recent failures.
3. In order to ensure long term reliability of the thrust bearing, a larger diameter bearing
was required. Short term modifications were recommended as a means for increasing
turbine throughput whilst the new bearing was being designed and manufactured.
4. A larger thrust bearing was ultimately introduced and this enabled full turbine power to
be achieved when demanded, resulting in substantial financial savings.
C583/014/2000 IMechE 2000
181
This page intentionally left blank
Condition Monitoring
This page intentionally left blank
C583/024/2000
Evolution of health monitoring for CCGT plant
G HEWITT, N M JOHNSON, J MACDONALD, K DORLING, and J WORSFOLD
Powergen UK plc, Nottingham, UK
ABSTRACT
The objective of any health monitoring regime on turbine generating plant is to aid the operation
and maintenance decision making process. This paper discusses the implementation, monitoring
techniques, resourcing, benefits, case studies and ongoing developments for combined cycle gas
turbine (CCGT) plant of a health monitoring system and its use in risk management of station
operation. As such the paper is of interest to all power plant engineers and managers.
PowerGen has at Power Technology Centre a central remote facility for vibration monitoring of
all of its large turbine generators. Experience and new monitoring technologies have shown that
other parameters are also indicative of machine condition and that knowledge and correlation of
such parameters can be used to give a better indication of the health of the machine. To this end
the features of the remote monitoring service have been continuously developed and upgraded in
a pragmatic approach and now cover most of the main gas turbine health indicators as well as the
more traditional shaft line parameters. In this way health, performance and condition for
maintenance can be trended on a daily or continuous basis and feedback provided to operations
and maintenance personnel to aid in management of CCGT unit operation.
1 INTRODUCTION
Historically the health monitoring of rotating machines has been undertaken using vibration
analysis. With the advent of low cost, high-powered computers and signal conditioning systems
vibration analysis is now undertaken exceptionally quickly, although interpretation is still very
much experience based. The current trend in health monitoring is to complement the vibration
analysis with other technologies, which gives a more comprehensive indication of the overall
health of the machine.
2 SYSTEM ARCHITECTURE
Reference 1 described a system that effectively screened large quantities of vibration data for
abnormal behaviour. This project continues and combustion, pyrometry and performance
monitoring have since been added for CCGT plant. The screening techniques currently used for
vibration analysis have been modified and the monitoring schedule adapted to suit the parameter
in question. However, the problem of extracting relevant information from large quantities of
data still remains.
C583/024/2000 IMechE 2000 185
Figure 1 shows a typical monitoring strategy applied to many CCGT stations. The choice of
which systems are fitted is very much based on cost benefit studies associated with known issues
on the units in question. Hence, whilst most installations will have vibration monitoring
supplemented by off-line performance analysis, relatively few will have the whole tranch.
As discussed later, a health monitoring strategy is an on-line and off-line activity with inspections
and component life management forming an integral part of the overall plan.
Figure 1 Elements of a health monitoring strategy
The monitoring systems are in general specialist tools with little or no interface between
themselves and other monitoring systems or the distributed control system (DCS). There is a
need for the information from one system to be viewed with that from another (e.g. vibration and
compressor performance). This can be achieved by sending the data from each system to a
common database, or by using one of the monitoring systems' databases. With the latter, there
may be limitations with database size hence only a subset of the data can be handled for trending.
There is also a lack of what would be regarded as 'high level' status indications from these
systems since they require experience to interpret the results.
Figure 2 shows a schematic representation of how data can be made more accessible and
integrated. Although this sounds easy, it is not always the case due to a lack of open data
186
C583/024/2000 IMechE 2000
architecture. To make most use of the data and minimise visual interrogation, automatic
screening will be required. The screening of the data could take place on the individual
monitoring systems or after the common database. The type of screening (or rule) would need to
be determined by either fault tree analysis or by experience. For example - sudden vibration
change and drop in compressor performance could indicate foreign object damage had occurred.
Figure 2 System database
3 VIBRATION MONITORING
Vibration monitoring based on daily health checks and long term trending remains an integral
part of the regime for CCGT plant. Knowledge built in this way is used to provide improved
thermal management of transients, early indication of problem scenarios developing and
highlight areas deserving attention during maintenance. This has been fully discussed in
sufficient detail in Reference 1.
However, since Reference 1 was written several developments have taken place that enables an
improved service to be offered. These are: -
1. Ability of Vibration monitoring systems to have alarms that can be tailored to check and
protect against machine specific faults. This has been undertaken on several occasions and is
used to raise audible alarms in the Control Room. Two examples are - potential rotor cracking
and governor drive cross-shaft vibration due to excessive wear.
C583/024/2000 IMechE 2000
187
2. Some Vibration monitoring systems now have the capability to raise bleeper or e-mail
messages. This is extremely useful when the first point of contact is preferably with a
specialist or for occasions when a new alarm configuration is being tested. This enables 24
hour off-site cover to be provided. With many people having home PCs the ability for rapid
off-site support has become a practical option.
4 COMBUSTION - EXHAUST GAS TEMPERATURES, DYNAMIC PRESSURES
AND NOx
The exhaust gas temperatures from the gas turbine are a key feature of the control system but are
also used to monitor the health of the combustion system. The monitoring of exhaust gas
temperatures can be used for the early warning of air ingress (possibly due to cracking) into
combustion systems or burner fouling.
One of the problems with monitoring exhaust gas temperatures is that there are in general a large
number of thermocouples and these can have high variability due to operational mode. A recent
project used data from thirty-one thermocouples and a self-learning algorithm to produce one
alarm as illustrated in Figure 3. The ability to use the On Line Monitoring System (TIRESIAS) as
a platform to extract the thermocouple data from the DCS and via Excel perform calculations or
derive alarms is a powerful tool; performance calculations can also be undertaken in this way.
The algorithm was initially tested at a central location and is to be rolled back into the DCS once
false alarms are minimised. The 24-hour cover via a bleeper system was required because
analysis of failure data showed that the first indications of a problem were 8-12 hours prior to the
likelihood of downstream damage occurring. Hence, daily trending on the previous 24-hours data
would not have been sufficient.
The project showed the benefit of having the ability to obtain relevant data and assess and
manipulate it quickly into a manageable form to produce a single alarm for feedback to
operations staff to aid in unit risk management.
Combustion dynamic pressure measurements have been undertaken on several large gas turbines.
For those machines that are susceptible to combustion instabilities, 'humming', a monitoring
strategy that uses frequency banded data encompassing the humming and a level alarm, is used to
enunciate an alarm in the control room. This has proved effective in keeping load below the
damage threshold thereby reducing subsequent maintenance requirements on the hardware.
Dynamic pressure measurements on can annular machines have shown that there is a rich spectral
content, which has the potential for both diagnosis and monitoring. As of yet PowerGen has not
undertaken a permanent installation (others have - Reference 2). However, routine dynamic
pressure measurements are undertaken at 4000-hour intervals as a pragmatic method of assessing
the value of continuously monitoring these parameters.
Emissions can also be used to detect changes in the health of a combustion system. Sudden
changes in the level of NOx emissions for example in a dry low NOx combustion system are
188 C583/024/2000 IMechE 2000
indicative of a burner using more primary gas i.e. flame burning in diffusion. This could indicate
a flashback.
Figure 3 Generation of a single useful alarm from on-line data
5 PYROMETERS
Optical pyrometers allow blade temperatures to be measured by direct visual means rather than
by the more conventional, but less accurate, system of calculation from the measured exhaust gas
temperatures. PowerGen has pyrometers fitted at two of its combined cycle gas turbine (CCGT)
stations with plans for more to be added in the future (Figure 4),
Figure 4 Typical pyrometer installation
C583/024/2000 IMechE 2000
189
The operating temperature of a rotating gas turbine blade is a major factor in determining the
optimum maintenance interval with the associated impact on costs and the overall life span of the
part. Excess temperatures can significantly reduce component life span and threaten plant
integrity whilst operation at temperatures lower than design will reduce turbine efficiency and
increase running costs.
Power Technology has developed the PYRO software package to accept the data gathered by the
pyrometers and perform monitoring routines that offer several advantages:
On-line analysis of blade temperatures allows early detection of significant changes which
can be indicative of problems developing in the blade cooling system
Compilation of a long-term temperature versus time history for each blade enables extension
of blade life based on real operating data rather than formulae for equivalent operation and
helps to monitor and manage the rate of component deterioration, including coating loss -
particularly important when the blade is transferred between machines or is part of a mixed
set
Monitoring of the average temperature of a row of blades enables the detection of changes in
the actual firing temperature with the subsequent possibility of mitigating actions
Figure 5 Typical PYRO output
PYRO analyses the temperature profile obtained by the pyrometer's data acquisition system
during each revolution of the turbine to extract the maximum, minimum and average
temperatures for each individual blade and the average temperature for the row of blades (Figure
5). By recording at 30-minute intervals and storing data to disc, downloading on a daily basis
through the on-line monitoring (TIRESIAS) link to Power Technology and analysing on a regular
190 C583/024/2000 IMechE 2000
basis, unique part histories are built up. Data can be input to the in-house blade life management
software package (BLADE) to predict the impact of actual operating conditions on part life.
As such, pyrometers, coupled with software data screening and specialist interpretation, are a
valuable tool in aiding operation and maintenance decision making/planning on stations.
6 PERFORMANCE MONITORING
Engine performance measures such as inlet pressure drop, compressor massflow and efficiency,
firing temperature and turbine efficiency are valuable in mapping actual performance degradation
as opposed to predicted loss. They can also be used to detect gross faults and source, for example
an oil leak into the inlet resulting in compressor fouling and evaluate the best response
operationally. In addition they can be used to develop the appropriate on-line/off-line washing
strategy/balance.
Figure 6 Typical output sheet from Acceptance test software suite
Power Technology has a two-pronged approach to on-line performance monitoring:
A suite of programmes have been developed for acceptance testing of gas turbine plant in
open cycle, combined cycle or combined heat and power (CHP) applications. This software
has been adapted to accept data from the TIRESIAS on-line link to stations to calculate
compressor massflow, compressor efficiency, ISO2314 turbine inlet temperature (or firing
temperature when appropriate), turbine efficiency, corrected power and heat rate (efficiency).
The method of data collection and calculation is similar to that for exhaust gas temperatures.
C583/024/2000 IMechE 2000 191
Future enhancements planned include the addition of steam turbine efficiency. Figure 6
shows a typical output page from the performance programme suite.
The PROATES performance-monitoring package has been used successfully for a number
of years for off-line performance trending and evaluation of what-if scenarios for entire
stations. The package has now been adapted to monitor performance on-line and is being field
tested at one of PowerGen's CCGT stations with remote on-line monitoring at Power
Technology.
7 INSPECTIONS
Inspections with an engine off-line are very often overlooked as a health assessment regime but
are in fact extremely important as they enable feedback on the condition of the plant and how it
relates to the on-line monitoring strategy employed to be made. A recent example of this is a gas
turbine that has shown significant retardation in vibration related damage following the
elimination of a minor combustion instability.
8 CASE STUDIES
8.1 Combustion Monitoring
Dry low NOx can annular combustion systems can be subject to in service problems associated
with cracking of the combustion liners. There is the potential for metal release and turbine
foreign object damage as a result. Figure 7 shows one such incident that was caught through on-
site monitoring before downstream damage occurred. Careful monitoring of exhaust gas
temperatures looking for small changes in absolute readings that could indicate the onset of
cracking are therefore potentially very valuable. A system offering 24 hour cover based on a self-
learning algorithm that generates a single alarm from small changes in one of many of the
exhaust gas temperatures to counteract this risk was rapidly developed and has been thoroughly
evaluated in a real operating environment.
8.2 Performance Monitoring
During the acceptance test of an LM6000 CCGT operating in an combined heat and power duty it
was noticed that the unit was operating in T48 (LP turbine inlet temperature) control most of the
time as opposed to P3/T3 (compressor discharge pressure/temperature) control. In addition it was
noted that the power output was much higher than expected. From the manufacturer's operating
characteristics it was expected that the unit would operate in P3/T3 until around 5000 operating
hours when degradation would mean it would not reach the compressor set points and it would
operate permanently in T48 control. With the unit operating in T48 control from new it was
considered that the unit was delivering more power than predicted and effectively 'over-firing'.
192
C583/024/2000 IMechE 2000
Figure 7 Example of combustion liner cracking
This was borne out by eliminating other reasons for possible power increases. The measured
compressor efficiency (~ 86%) was considered normal. The machine was delivering a higher
inlet mass flow but this would be responsible for only 20% of the additional power. In addition,
both the exhaust temperatures and NOx values were higher than design indicating over-firing.
The life of turbine components is directly related to the turbine firing temperature. The basic
components affected are the 1
st
stage rotor blade and stator vanes with particular concern for the
coating of these components. Subsequently, the manufacturer accepted that the unit was over-
firing and advised that the operating set points be revised and the exhaust thermocouple harness
inspected.
8.3 Pyrometry
The leading edge temperature of a row of 1
st
stage blades was found to be trending upwards over
a period of weeks with no other obvious changes in operating conditions. The cause was thought
likely to be coating degradation, a fact that was confirmed on off-line boroscope inspection.
Blade life management calculations determined that had this been allowed to progress until the
scheduled outage the parts would have been scrap and might ultimately have failed in service due
to cracking. An early hot gas path inspection was therefore recommended.
Reducing operating costs safely is a key goal on all stations. By extending the life of the limiting
1
st
stage blades maintenance intervals can be increased and costs reduced. Pyrometry is being
used to ensure that this extension is within the bounds of safe degradation in the part.
C583/024/2000 IMechE 2000 193
9 FURTHER DEVELOPMENTS
Further developments are continuously being evaluated with the aim of improving the level of
on-line monitoring services and feedback provided to station teams of the plant health and
condition to aid in management of unit operation.
One such is Exhaust Debris Monitoring System (EDMS). Here a sensor detects the presence of
particles in the exhaust gas due to their electrostatic charge. With time a picture of normal
operation can be built up that allows abnormal conditions to be detected. A trial installation is
currently in place on one of PowerGen's CCGTs.
The ultimate goal of any health monitoring system is to provide the feedback and alarms directly
to the relevant personnel at the right time to minimise plant outages. This may be the unit
operator or specialist support and through experience and continuous development of the overall
on-line and off-line engine health strategy decision making can be facilitated and costs kept
down.
10 SUMMARY
Historically, the health monitoring of rotating machines has been undertaken using vibration
analysis. With the advent of low cost, high-powered computers, signal conditioning systems and
new technologies, the opportunity exists to gather a wider range of data and provide a more
comprehensive indication of the overall health of the machine.
The health monitoring systems that are in place on PowerGen CCGT units and are monitored
remotely from Power Technology have been described. They include vibration analysis,
combustion system monitoring, pyrometry and on-line performance trending and are
supplemented by inspections and life management programmes. To illustrate the practice of the
monitoring regimes a number of case histories have been reviewed.
The results from these data are fed back in a variety of ways to station personnel to aid in the
operational and maintenance decision making process through activities ranging from immediate
risk management on a 24-hour basis to longer term outage planning.
REFERENCES
[1] G HEWITT PowerGen - Case study: Remote monitoring of a fleet of large Turbine
Generators and Feed Pumps - A.I.M. conference October 1997
[2] Dynamic pressure measurement tests by KEMA at EemsCentrale Power Station
Netherlands - A Verhage May 1999 - private visit communication
194
C583/024/2000 IMechE 2000
C583/034/2000
Condition monitoring of cooling tower fan
gearboxes
P J DONNELLAN
National Power PLC, Swindon, UK
ABSTRACT
To reduce visual and environmental impact, modern power stations are built with induced
draft cooling towers replacing the large natural draft cooling towers previously used. The
ability of the cooling towers to provide adequate cooling for the main circulating water of the
power station is affected by the availability of the cooling tower fans.
A key component of the cooling tower fan is the gearbox. Maintenance of gearboxes is
difficult and expensive, given the location and therefore condition monitoring techniques have
been applied to detect common failure mechanisms. Future condition monitoring may be
possible using low cost on-line techniques.
1 INTRODUCTION
1.1 Cooling tower fan operation
Station main circulating water (MCW) provides the primary cooling for the station. Before
being returned to the station by the MCW pumps, the water is cooled. As it flows over the
baffles in the cooling tower, some water evaporates to provide the cooling. The upward
airflow is provided not by natural draft but by horizontally mounted fans, arranged in cells. A
500MW Combined Cycle Gas Turbine (CCGT) station typically has 14 cells.
1.2 Cooling tower fan gearbox location
The cooling tower fan gearbox is located inside the cooling tower cell, the vertical output
shaft below the fan. A typical fan has 7 blades each of 3m radius. A horizontally mounted 3-
phase induction motor, located on the top level of the cooling tower drives the gearbox via an
input coupling, which extends outside the cell. In some examples, the motor and gearbox have
a common mounting frame.
C583/034/2000 IMechE 2000
195
1.3 Cooling tower fan gearbox construction
The typical speed reduction is from 1490rpm - 990rpm (from a 4-pole or 6-pole motor) down
to lOOrpm - 50rprn, The input gearmesh is a 90 bevel and there are either 2 or 3 single helical
reduction gearmeshes on vertically mounted shafts. An integral oil pump, driven from an
intermediate shaft circulates lubricating oil. Rolling element bearings are used throughout the
gearbox.
Some designs have an axial cooling fan on the input shaft to force air over the casing of the
gearbox. Another design feature on some gearboxes is a device to stop reverse rotation of the
fan when not being driven, which may occur when the upward airflow from operational fans
then returns down through the "idle" cell. Figure 1 shows a typical gearbox layout.
Figure 1: Typical cooling tower fan gearbox layout
2 OBJECTIVES OF CONDITION MONITORING
The objectives of condition monitoring are as follows:
To collect the minimum information needed to plan predictive maintenance and to avoid
high cost breakdown maintenance.
To assist in identifying appropriate actions when alarm levels are exceeded or significant
changes are detected.
To maximise proactive maintenance by the detection of faults in plant installation or
reinstallation which, if left uncorrected, would lead to plant damage.
In many cases, a combination of techniques is required to fulfil these objectives.
3 CONDITION MONITORING TECHNIQUES IN USE
3.1 Hand held vibration monitoring
The majority of auxiliary plant on a power station is periodically monitored using hand held
data collectors, collecting vibration data using a portable accelerometer. The data is then
loaded into a software package on a PC in order to analyse the data.
196
C583/034/2000 IMechE 2000
Access to the cooling tower fan gearbox is prohibited during operation, so the only data
available to the operator is from the driving motor. Experience has shown that the timely
detection of gearbox faults from analysis of motor vibration readings alone is difficult, but
readings at the drive end of the motor can be analysed to provide corroborating evidence.
3.2 Location of permanently installed accelerometers on gearboxes
The attenuation of gearbox vibration signals (e.g. from a damaged rolling element bearing)
through the gearbox, input shaft and motor housing to an accelerometer placed on the motor
means that an accelerometer must be placed on the gearbox to obtain adequate information.
In most cases, accelerometers have been mounted on the gearboxes radially in line with the
top output shaft (i.e. lowest speed) bearing. This location was initially selected due to
concerns over failures of the top output shaft bearing, but experience has shown that this
location is also suitable for monitoring of the higher speed input and intermediate shafts. The
vibration signals from these shafts are higher in magnitude that from the low speed output
shaft and, even with attenuation through the gearbox, are detectable at the output shaft
accelerometer. Conversely, accelerometers mounted at the bearing locations of the input shaft
are not able to effectively monitor output shaft vibration signals.
3.3 Velocity vibration measurements
Vibration of auxiliary plant has traditionally been measured in units of velocity (mm/s RMS),
which gives an indication of the condition of the plant relatively insensitive to speed (1).
Initially, velocity readings on gearboxes were set up to detect 2 failure mechanisms:
Fan and installation defects (e.g. unbalance, misalignment).
Defects appearing in the vibration spectrum at gearmesh frequencies.
2.3.1 Fan and installation defects
Fan and installation defects (e.g. unbalance, misalignment) appear at low frequencies, usually
less at less than 10 orders (multiples) of running speed. For the case of the output shaft, the 1
st
order frequency can be less then IHz. Detection of the low frequency defects is difficult,
firstly due to the poor response at low frequencies of standard accelerometers and secondly
because there is significant low frequency vibration of the cooling tower structure, saturating
the accelerometer input to the data collector.
2.3.2 Defects appearing at gearmesh frequencies
The maximum frequency of data collected is above the 3
rd
harmonic of the gearmesh
frequency (the product of the shaft speed and the number of teeth on the gear). In all cases of
cooling tower fan gearboxes, the highest frequency of interest is less than 2000Hz, so high
frequency accelerometers are not needed and data is collected in units of velocity mm/s RMS.
3.4 Enveloped Signal measurements
Enveloped Signal Processing (2) is a well proven technique for the detection of defects in
rolling element bearings. Despite the location of a single accelerometer at the output shaft top
bearing location, it was hoped that rolling element bearing defects on other shafts within the
gearbox could be detected. The envelope most commonly used is 5kHz - 10kHz and the
maximum frequency of interest is 20 orders of input shaft speed. The data is collected in units
of acceleration g's Peak.
C583/034/2000 IMechE 2000
197
3.5 Motor current analysis
Motor stator current analysis (3) has traditionally been used to monitor the condition of
induction motor rotors and the sensitivity of the technique to load fluctuations is known. A
variation on this technique has been used, analysing the time waveform of the stator current
over a short period (e.g. 10s). A normal cooling tower fan gearbox motor current has little
variation of current over time but a gearbox or fan with a serious defect (e.g. sheared gearbox
holding down bolts, unbalanced fan blades) shows modulation of motor current at output shaft
frequency.
3.6 Oil Analysis
Oil analysis has been a prime condition monitoring technique for gearboxes, often able to
detect gearbox wear before vibration analysis (4). The difficulty in applying this technique to
cooling tower fan gearboxes has been the collection of a representative, repetitive sample.
One station installed dedicated sample collection and return piping from the gearbox to a
location external to the cooling tower cell. When a sample is needed, a sample pump is
connected to the collection and return piping and, after allowing time to flush the sample
piping, a representative sample can be taken. The disadvantage of this method is that the
small bore piping connected to the gearbox is vulnerable to damage, which presents an
environmental risk from 801 of oil leaking from the gearbox.
The other method in use is to use the oil filler pipe as the connection to the gearbox. The pipe
is flushed into a container until warm oil is detected, so that the sample is reasonably
representative of the oil inside the gearbox. The flushed oil is then put back.
Standard industrial tests are performed on the oil (kinematic viscosity, water content, total
acid number, elemental analysis and particle quantifier).
The results of oil analysis have generally been good but an equally important use of oil
analysis has been the ability to prolong oil life in gearboxes, based on the oil condition. In one
application, the increased cost of using synthetic oil was justified because the frequency of oil
changes was reduced (saving the associated maintenance costs of the oil change as well as the
cost of the oil). Quadrupling of oil life was achieved.
4 COMMON FAILURE MECHANISMS
It is not the intention of this paper to provide a list of the all potential failure mechanisms of
cooling tower fan gearboxes. Some examples of the common failure mechanisms are
included, together with the suggested condition monitoring techniques.
4.1 Gear teeth failures
Some gearboxes experienced single teeth failures on the intermediate shaft bevel gear.
Metallurgical analysis of the damaged teeth suggested a manufacturing defect or a transient
overload on the gear, possibly when the motor was started.
The defect was detected using Enveloped Signal Processing of the signal from the
accelerometer mounted at the output shaft. Figure 2 shows the envelope spectrum, with
harmonics of intermediate shaft speed indicating the repetitive event of a single tooth defect.
198
C583/034/2000 IMechE 2000
Figure 2: Envelope spectrum of gearbox output shaft accelerometer
Figure 3: Velocity spectrum of gearbox output shaft accelerometer
C583/034/2000 IMechE 2000 199
The output shaft accelerometer signal is integrated to give a velocity reading. Figure 3 shows
the velocity spectrum, with the 2" harmonic of the input gearmesh frequency modulated by
intermediate shaft speed, giving the characteristic "sidebands". The precise nature of the
defect cannot be determined from this spectrum, but the change from a "healthy" reading
would lead to a maintenance intervention.
Figure 4 shows a typical gear with the damaged tooth clearly visible.
Figure 4: Damaged tooth on intermediate shaft bevel gear
4.2 Input and intermediate shaft bearing failure
Possible causes of bearing failure are solid or water ingress via a shaft seal, poor lubrication
or contamination of oil.
A gearbox was returned to service after repairs to gear teeth but failed soon after being
installed. Using Enveloped Signal Processing an input shaft bearing defect was detected using
the accelerometer mounted at the output shaft. Figure 5 shows the envelope spectrum, with
harmonics of motor / input shaft speed and sidebands indicating impacting, typical of a rolling
element bearing defect. In this case a more detailed analysis of the spectrum was needed,
shown in Figure 6, to isolate the individual bearing component, but a defect is noticeable,
even without such analysis.
Figure 5: Envelope spectrum with harmonics of motor / input shaft speed and sidebands
200
C583/034/2000 IMechE 2000
Figure 6: Detailed envelope spectrum showing gearbox bearing defect frequency
4.3 Output shaft bearing failure
A number of different failure mechanisms are responsible for output shaft bearing failures.
Some designs of gearbox are prone to oil starvation of the top output shaft bearing when the
fan rotates in reverse. This has been addressed by the fitting of anti-reverse rotation devices.
If the fans are left stationary false brinnelling damage can take place. Over long periods (>3
weeks) the thickness of the oil film reduces to the point where fretting corrosion can occur if
water ingress occurs via the shaft seal. Such damage can occur during commissioning, when
some fans run but others are left stationary for long periods.
Figure 7 shows an output shaft top bearing removed from a gearbox, with markings on the
bearing outer race showing where the bearing had remained stationary. Enveloped Signal
Processing is recommended for detection of these bearing failures.
Figure 7: Output shaft top bearing with markings on the bearing outer race
C583/034/2000 IMechE 2000 201
4.4 Gearbox overheating
At one station, over half the gearboxes experienced failures of the output shaft bottom
bearing. One of the root causes of failure was oxidation of the oil at the elevated temperatures
at which the gearbox was running. The gearbox did not have a cooling fan mounted on the
input shaft and the result was a "dead space" in the airflow around the gearbox. Oil analysis
detected the oxidation and the grade of oil was changed from ISO VG220 to ISO VG320.
4.5 Fan unbalance
Waterlogging of fan blades can cause fan unbalance. Porous GRP material delaminates and
small pieces break off inside the hollow fan blade, lodging at the end of the blades and
blocking the water drain holes.
With no accelerometer installed on the gearbox, vibration on the driving motor was monitored
using a hand held accelerometer. A harmonic of the fan speed triggered an alarm on the motor
drive end bearing velocity spectrum reading. Figure 8 shows the motor drive end velocity
spectrum, with the harmonic of fan speed labelled. The fundamental fan frequency is below
the high pass filter used for the measurement, and therefore does not show on the spectrum.
Figure 8: Motor drive end velocity spectrum showing harmonic of fan speed
4.6 Unusual failure mechanisms in temperature extremes
At one station in the US, oil analysis detected the production of wear metals from gearbox
teeth. Subsequently, high levels of vibration were detected on the drive end bearing of the
driving motor. The gearbox was stripped down and severe adhesive wear was found on the
back of the output shaft gear teeth.
During normal operation, the gearbox temperatures were over 90C and so ISO VG680 grade
oil was used. A detailed investigation revealed that, while the cooling tower fans run forwards
202 C583/034/2000 IMechE 2000
in normal operation, in extremely cold weather (-10C), the fans are run backwards at half
speed in order to de-ice the cooling tower after a short period off-load. At this temperature,
the kinematic viscosity of the oil is over 20000 centiStokes (cSt) i.e. near its pour point (the
temperature at which it stops flowing). The splash lubrication regime for the gear teeth did not
work resulting in severe adhesive wear.
5 FUTURE CONDITION MONITORING
5.1 Online vibration analysis
The advantage of using hand held data collectors for vibration monitoring is that it provides
cost effective condition monitoring for the majority of auxiliary plant. On power stations, the
periodic (e.g. weekly or monthly) vibration survey is backed up by the station operators
during routine or ad hoc plant visits. A "noisy" bearing or change in vibration is logged and
follow up instigated. With cooling tower fan gearboxes, as with other inaccessible plant,
operator plant visits are less likely to be able to detect impending failures.
With the reduction in cost of Vibration Isolated Measurement Pod (VIMP) type technologies,
on-line monitoring of cooling tower fan gearboxes is becoming cost effective. A 16-channel
VIMP type unit wired up to accelerometers on gearboxes can monitor all the gearboxes on a
500MW CCGT station. The VIMP type unit is connected to an on-line version of the normal
off-line vibration analysis software and the data displayed in the plant control room.
The correct setting of alarm levels is important. While an experienced vibration analyst
looking at monthly collected data can disregard readings causing "false" alarms, the control
room operator may be overloaded with alarms in the on-line system. The development of
multivariable alarms in software packages may help solve this problem.
Laying communications cabling on an existing installation represents the biggest problem
(and cost) of an on-line system. A number of condition monitoring companies are developing
radio link technology to solve this problem.
5.2 Online oil condition monitoring
As previously discussed, oil analysis is a potentially powerful diagnostic tool in gearbox
condition monitoring, but can be limited by the ability to collect a sample. A recently
developed product is on trial (6), which provides a continuous indication of oil condition.
The principle of operation is that the loss tangent (Tan6) of the dielectric constant (e) of oil is
affected by oxidation degradation, liquid or solid contamination and wear metal production.
The loss tangent is related to the dielectric constant (or permittivity) as follows:
Where e' is the real component of the dielectric constant.
A low voltage dc powered sensor is located in the oil flow and gives a voltage output and an
alarm output when a threshold is exceeded. If successful, the units could be wired into the
station distributed control system to prompt action once an alarm is triggered.
C583/034/2000 IMechE 2000
203
6 CONCLUSIONS
With a combination of techniques, correct setting of alarm levels and interpretation of data,
gearbox failures can be detected, even if it is not possible to distinguish the individual
components that are failing.
A combination of enveloped signal processing and high resolution velocity spectra are
suitable techniques for detecting gear tooth failures, using vibration monitoring.
7 REFERENCES
(1) A.R.Crawford and S.Crawford "The Simplified Handbook of Vibration Analysis
Volume 2", 1992, Computational Systems Inc.
(2) B.K.N.Rao "Handbook of Condition Monitoring", 1996, Elsevier Advanced
Technology
(3) C.Hargis et al "The Detection of Rotor Defects in Induction Motors", Proc. IEE 213
Electrical Machines Design and Applications Conference, London, July 1992
(4) A.Davies (ed.) "Handbook of Condition Monitoring", 1998, Chapman & Hall
(5) CJ.Collister and P.Weismann "Onboard Oil Condition Sensing" Proc. 12th Int.
Colloquium, Tribo2000, Esslingen, January 2000
204
C583/034/2000 IMechE 2000
C583/035/2000
Permanent partial discharge assessment of power
station high-voltage switchgear
P M BROWN
EA Technology, Chester, UK
MC JONES
Edison Mission Energy (First Hydro), Dinorwig Power Station, Llanberis, UK
SYNOPSIS
Non-intrusive partial discharge monitoring has been installed on two 16kV switchboards at
the Ffestiniog hydro-electric pumped storage power station. The circuit breakers control the
generators/ motors each operating about 3 times per day and therefore require a very high
reliability and availability. The permanent monitoring is intended to provide warning of
impending insulation failures and to assist with the management of the assets.
The monitor has to be capable of detecting a partial discharge signal of sufficient level to
signify possible failure occurring at any time at any of the monitored coupling devices. At the
same time the monitor has to be able to discriminate against partial discharge activity from
the generator/motors and the 275kV overhead lines.
1 INTRODUCTION
Non-intrusive partial discharge detection methods have been applied to high voltage
switchgear since 1982 (1 and 2). The methods have resulted in a range of instruments from
various manufacturers. The instruments may be classed into two categories, electromagnetic
or ultrasonic detectors. The latter mainly involves detection of airborne noise at 40kHz and is
applicable to surface partial discharge activity in air insulated chambers with a clear passage
from the source to the ultrasonic microphone.
The detection of the electromagnetic emission from partial discharge activity within high
voltage switchgear is normally via probes or aerials placed on or around the switchgear. This
technique will detect partial discharge activity in any media provided there is a discontinuity
in the metal cladding of the switchgear. The discontinuity may consist of gaskets, through
bushings or openings due to the irregularities in metal covers, ventilators or direct passage
from circuit breaker bushings or the fixed portion isolating spouts.
C583/035/2000 IMechE 2000 205
At the Ffestiniog hydro-electric pumped storage power station the two main switchboards
contain GEC type KDH 35 oil filled switchgear installed in 1960/61. The switchgear is rated
at 24kV but operates at 16kV. The generator switchgear has a breaking capacity of
1500MVA and a current rating of 3500A. As the circuit breakers, busbars, VTs and cable
boxes are all oil filled the electromagnetic detection technique is the most appropriate non-
intrusive technique available.
2 REQUIREMENT FOR CONTINUAL PARTIAL DISCHARGE MONITORING
First Hydro had for a number of years considered the requirement to replace the 16kV OCB's
at Ffestiniog Power Station to maintain high availability and reliability, virtually 100% at
current levels. From a cost benefit point of view the decision to replace the equipment
appeared marginal. Therefore the decision was made to procure equipment which would
provide data to either support or defer replacement of the switchgear. The equipment was also
to assist with early detection of impending failures, through integration into the existing
Power Station alarm system. This would give the opportunity to repair/replace equipment
suspected of nearing failure, during planned outages rather than unplanned forced outages.
Due to the continual, 365 day utilisation of the plant, it was of up-most importance for the
installation to be a real time, on line, partial discharge condition monitoring facility for both
of the Power Station 16kV OCB switchboards.
3 GENERAL OUTLINE OF FIRST HYDRO SPECIFICATION FOR
PERMANENT PD MONITOR
All equipment, for a complete installation including all necessary enclosures, mounting
accessories, connectors, flexible conduit, computers and peripherals, software, modems, and
workstation were to be provided by the supplier (EA Technology).
The system had to monitor two installations of metalclad switchgear with coupling devices
monitoring continuously and to operate unattended.
The system had to be capable of detecting a partial discharge signal of sufficient level to
signify possible failure occurring at any time at any of the monitored coupling devices.
The installed system had to generate separate alarms to indicate the following conditions:-
Detection of signals indicating high partial discharge
A failure of any part of the system which prevents the capture or
transmission of data.
Alarm thresholds had to be presettable by the operator (First Hydro) and protected by
password.
All the above facilities were to be accessible by modem link from computers at remote
locations.
206
C583/035/2000 IMechE 2000
4 DESCRIPTION OF PD SYSTEM
The main difficulty in carrying out non-intrusive partial discharge measurements on the
switchgear at Ffestiniog is the number of other partial discharge sources that surround the
switchgear.
The switchboards are on the outside of the generator hall, which contains four 90MW
generators/ 75MW motors. The generator/motors are connected to the switchgear via 16kV
cables. Three single core, paper lead insulated, l.Ssq.inch conductors per phase. Adjacent to
each switchroom is a Super Grid Transformer compound containing a 16/290kV 190MVA
transformer with a 275kV tower and overhead lines.
In addition there are common paper insulated, oil impregnated, busbars from the switchgear
towards the transformers which terminate in a through wall bushing out into the outside
switchyard on solid copper open busbars to the secondary terminals of the Super Grid
Transformer. Finally there are overhead lines and insulators within a few metres of the
switchroom roof.
Therefore, on one side of each switchroom there are generators which when they are
operating have a partial discharge level of the order of 60,000pC. On the other side there are
275kV bushings and overhead lines which in wet conditions also discharge at a lower level
but closer to the switchgear.
4.1 Partial Discharge Monitor
The Partial Discharge Monitor detects the electromagnetic signals with non-active capacitive
probes that are magnetically clamped onto different items on the switchboard. The probes
detect the transient earth voltage as the electromagnetic wave from the internal partial
discharge escapes through openings in the switchgear and impinge on to the surface of the
switchgear. However, the probes will also detect electromagnetic signals from external
sources as they impinge onto the surface of the switchgear. Therefore, in addition to eight
probes the monitor has four aerials that are positioned around the switchgear.
The monitor can discriminate to within 7ns the arrival time of pulses detected on any of the
twelve channels. Pulses that arrive within 200ns are treated as the same event and a pulse is
only allocated to the channel or channels at which the pulse arrived first within the resolution
of the instrument. Therefore, if electromagnetic signals from an external source are detected
by an aerial first then only that aerial channel has a pulse allocated to it and the pulses
detected by all the other aerials and probes are ignored. In this manner all the pulses detected
by the monitor are allocated to the channels at which they arrived first providing a location
function.
The three panel switchboards are very large being 3.8m high, 7m long and 3.6m deep.
C583/035/2000 IMechE 2000
207
The probe layout is as follows:
Fig. 1 Front view of switchroom
Fig. 2 Plan view of switchroom
Key to Figs. 1 and 2
208
C583/035/2000 IMechE 2000
There is one Partial Discharge Monitor per switchroom as shown below:
Fig. 3 Layout of monitoring equipment
The monitors, data storage and communication equipment are installed in cubicles, (see Figs.
3 and 4)
Fig. 4 Cubicle for the South Switchroom
C583/035/2000 IMechE 2000
209
The alarm operates on the short term severity values of channels 3 to 10 which are connected
to the probes. The value may be altered using the set up menu of each monitor and initially
the alarm level was set to a short term severity of 100.
Short Term Severity = Maximum pulse amplitude x Number of pulses per cycle during a 5
minute monitoring period.
The short term severity relates to the potential damage caused by the discharge activity.
5 EARLY RESULTS
The monitors were installed on the 29 February 2000 at Ffestiniog, but with the switchgear
operational it was not possible to install probes on the circuit breakers or busbars. Normally
probes on the circuit breakers would be clamped onto the circuit breaker tank, however, due
to the large number of operations that these circuit breakers perform they are serviced every 2
months. Therefore, it was considered to be inappropriate to install probes where they would
interfere with frequent servicing. The proposed probe positions above the circuit breakers can
only be reached during an outage and have yet to be fitted.
The early results did not have probes 3, 4, 7, 8 and 9 in position on either switchboard. The
only probes on the switchgear were 5, 6 and 10 as shown in Fig. 2. Probes 5 and 10 being on
the cable boxes from the generators and probe 6 being on the busbar VT. The four aerials
were in position as shown in Fig. 2.
The North switchroom results for March are as follows:
Date 29/02/2000
Time 17:05:38
Location FFESTINIOG
Substation NORTH 16KV OCB RM
Plant GEC KDH 35
Company FIRST HYDRO
Installer PDM37 3 4 7 8 9 >
Integration Period 5 mins
Operation Mode Location
Alarm Level 100
PDM Version 6
Start time 01/03/2000 00:04:00
Finish time 31/03/2000 23:59:00
C583/035/2000 IMechE 2000
210
Total number of pulses = 91852586
Total number of sets of data = 8928
12 channels connected, 14400 cycles per 5 minutes
In the summary table above for the North switchboard only probes 6 and 10, highlighted,
have a short term severity >0 and are therefore considered as possibly detecting partial
discharge activity. Fig. 5 shows the short term severity of pulses allocated as arriving first at
these channels only exceeds the alarm level of 100 for two five minute periods for each
channel.
Detailed analysis of the data shows that over the month there were external electromagnetic
sources allocated to the aerials and two internal sources allocated to probes 6 and 10.
However, the pulses allocated to the probes 6 and 10 may have come from other parts of the
switchgear where probes have not yet been installed. Therefore, further analysis awaits the
installation of the other probes.
The South switchroom results for March are as follows:
Date 29/02/2000
Time 15:40:25
Location FFESTINIOG
Substation SOUTH 16KV OCB RM
Plant GEC KDH35
Company FIRST HYDRO
Installer PDM36 3 4 5 1 8 9>
Integration Period 5 mins
Operation Mode Location
Alarm Level 100
PDM Version 6
Start time 01/03/2000 00:03:00
Finish time 31/03/2000 23:58:00
C583/035/2000 IMechE 2000 211
Ch Max
Level
Nos of
Pulses
Av
Level
per cycle
1
2
3
4
5
6
7
8
9
10
11
12
34
52
0
0
40
52
0
0
0
40
46
28
0.
0.
0.
0.
0.
0
0.
0.
0.
9.
0.
0.
.002
.300
.000
.000
002
.604
.000
.000
.000
642
107
009
7
19
0
0
1
17
0
0
0
15
16
4
Short
Term
Nos of %
Pulses Pulses
Severity
0
119
0
0
0
241
0
0
0
964
21
0
1743831
34154878
2
1
47669
39688689
0
1
1
10701138
8173080
636186
2
37
0
0
0
43
0
0
0
12
9
1
Max
Pulses
Assoc
Level
%
Time
per cycle
0.
4.
0.
0.
0.
1.
0.
0.
0.
9.
4.
0.
642
049
000
000
032
.778
000
000
000
642
505
421
25
25
0
0
13
16
0
0
0
40
25
16
96
99
0
0
45
100
0
0
0
98
97
92
Severity
Long Max
Term Short
0
2
0
0
0
2
0
0
0
0
0
0
11
273
0
0
0
241
0
0
0
964
196
3
Ch Max
Level
Nos of
Pulses
Av
Level
per cycle
1
2
3
4
5
6
7
8
9
10
11
12
25
52
0
19
52
52
0
19
16
52
40
40
0
0
0
0
0
0
0
0
0
0
0
0
.314
.306
.000
.000
.259
.010
.000
.001
.003
.209
.268
.001
13
20
0
0
5
15
0
0
0
15
16
4
Short
Term
Nos of %
Pulses Pulses
Severity
6
122
0
0
103
4
0
0
0
83
27
0
404085
36083802
91
5
388479
5492021
41
30
90
3306769
44947821
234139
0
44
0
0
0
7
0
0
0
4
54
0
Max
Pulses
Assoc
Level
%
Time
per cycle
0.
1
0.
0.
0.
1
0.
0.
0.
0
1
0.
314
.600
.003
000
259
.139
,002
.001
.003
.672
.726
.115
25
19
0
19
52
25
0
0
16
25
19
19
99
100
0
0
60
100
0
0
0
100
100
71
Severity
Long Max
Term
0
3
0
0
0
0
0
0
0
0
2
0
Short
6
122
0
0
103
23
0
0
0
83
27
1
Total number of pulses = 82637227
Total number of sets of data = 8928
12 channels connected, 14400 cycles per 5 minutes
In the summary table above for the South switchboard only probes 5, 6 and 10, highlighted,
have a short term severity >0 and are therefore considered as possibly detecting partial
discharge activity. Fig. 6 shows the short term severity of pulses allocated as arriving first at
these channels. The short term severity only exceeds the alarm level of 100 for channel 5
only and then only for one five minute period.
Comparing the summary tables and Figs. 5 and 6 shows that many fewer pulses were
allocated to the probes on the South switchboard compared to the probes in the same positions
on the North switchboard.
Detailed analysis of the data collected in March from the South switchroom shows that the
pulses allocated to the aerials dominated the small number of pulses allocated to the probes
and that all the significant sources were external to the switchgear.
6 CONCLUSIONS
We are still at the learning stage when considering the data from the permanent non-intrusive
Partial Discharge Monitors installed in the two switchrooms at the Ffestiniog Hydro Electric
power station. When all the probes are finally installed a clearer picture may emerge.
However, the results to date do indicate that the technique is capable of detecting internal
partial discharge activity in the very harsh environment found with the switchgear surrounded
by other sources of high partial discharge activity.
Although the monitor does not record load or other operational data the time stamping of the
data enables comparison between partial discharge activity and operational conditions.
212
C583/035/2000 IMechE 2000
7 ACKNOWLEDGEMENT
This work is published with the permission of Mr D Frankland, Plant Director, Edison
Mission Energy, First Hydro Company.
8 REFERENCES
1. Brown, P.M. "Non-intrusive partial discharge measurements on high voltage switchgear"
IEE Colloquium on "Monitors and condition assessment equipment", 5th December 1996,
Leatherhead, Surrey
2. Brown, P.M. "Operational experience of non-intrusive partial discharge measurements on
high voltage switchgear" INSUCON/ISOTEC 1998 The 8
th
BE AM A International
Electrical Insulation Conference
C583/035/2000 IMechE 2000
213
Fig. 5 Short Term Severity of pulses allocated to channels 6 and 10 in the North
Switch room
Fig. 6 Short Term Severity of pulses allocated to channels 5, 6 and 10 in the South
Switch room
214
C583/035/2000 IMechE 2000
Sweating the Asset - II
This page intentionally left blank
C583/032/2000
An enterprise wide implementation of a
maintenance/materials management systems
O VALSA
CEZ, as, Prague, Czech Republic
S P JOHNSON
Indus International, Chertsey, UK
SYNOPSIS
Enterprise-wide maintenance/materials management systems represent the core information
systems for utilities companies. With information about capital assets, maintenance work
orders, materials inventory and procurement, health and safety, and cost reporting, they touch
nearly every key business processes in the utility. The ability to effectively realize the potential
of a maintenance/materials management system throughout the enterprise is clearly dependent
upon effective system implementation.
In 1995 CEZ, a. s., the Czech Republic Power Generation Company embarked on an Enter-
prise Wide Maintenance and Materials management system implementation - the ISE Project.
This project is based on the Indus International Passport Maintenance and Materials Manage-
ment System and its implementation required the use of a well prepared methodology based on
the extensive experience gained within number of previous projects of the similar kind.
This paper details the implementation methodology adopted by CEZ and Indus during this
4 year project. Details are given of the experience of both end user and vendor gained during
the implementation of a fully translated generic Maintenance and Materials Management
System into a large multi site Power Generation Company.
C583/032/2000 IMechE 2000
217
1. INTRODUCTION
Enterprise-wide maintenance/materials management systems represent the core information
systems for utilities companies. With information about capital assets, maintenance work
orders, materials inventory and procurement, health and safety, and cost reporting, they touch
nearly every key business process in the utility. The ability to effectively realize the potential of
a maintenance/materials management system throughout the enterprise is clearly dependent
upon effective system implementation.
In 1995 CEZ, a. s., the Czech Republic Power Generation Company embarked on an Enter-
prise Wide Maintenance and Materials management system implementation - the ISE Project.
CEZ senior management recognized that the unified information system is necessary for an
effective assets management. This information system should serve as the real repository for
knowledge. The better the knowledge, the better the system; and the smarter as a whole your
organization can be.
All the technology in the world does not help an organization achieve its objectives unless the
tools rapidly reach the desktops and work sites of those who need them. The advantages of an
enterprise-wide strategy are clear: reducing the time and money spent trying to get different
systems to work together (and fix them when they break or get upgraded), greater efficiency,
informed decision making, and distribution of best business practices. However, an organiza-
tion must make an enterprise-wide commitment in order to successfully implement systems
across the organization.
2. THE CHANGING LANDSCAPE
In the past, large in-house IT organizations were responsible for integrating and operating a
variety of software systems supplied by several software vendors along with home-grown
legacy systems. These systems were poorly documented, awkwardly integrated, and expensive
to maintain. Many software providers delivered replacement systems into this environment,
including extensive customization services so that the replacement systems provided essentially
the same business function as the retired legacy systems, thus having little positive impact on
improvement of business processes. Implementation of these systems was largely handled by
the in-house IT organization with little outside assistance.
Increased global competition, deregulation in the utility industry, and a drive to reengineer
business has changed everything, virtually overnight. Reengineering studies have centered
around cost cutting, downsizing, and reorganization, with all strategies and justifications
focused on business improvement.
The impacts on the traditional IT organization have been dramatic - most have been down-
sized such that they can no longer handle implementation of enterprise systems. Furthermore,
the re-engineers have emphasized that companies must focus on core business competencies
and get out of all non-core competency areas such as IT and systems integration. The now
leaner IT organization must rely on software suppliers to provide not only state of the art
software solutions, but also pre-integrated suites of baseline software which require no
customization. Today's IT organizations must rely more on outside software and technology
218
C583/032/2000 IMechE 2000
suppliers to provide both initial technical support during implementation of enterprise-wide
systems and ongoing technical support throughout the software system life cycle.
The related impact of reengineering on the business side is that selected baseline software
solutions must represent industry 'best practice' and business processes must be modified to
adopt those built-in practices. Success in implementation of these systems requires that a
comprehensive implementation methodology is used to identify and implement the required
business changes.
3. CEZISE PROJECT PRINCIPLES
3.1 Scope of the Proj ect
The main goal of the ISE Project was to implement a unified system to manage maintenance
work and other supporting activities at all thirteen power plants of CEZ including the
necessary IT support. This ISE System should be based on minimal customization of a
commercially available software package. As part of the implementation analysis a process
reengineering of all processes covered by the ISE System should be provided and all the ISE
System functionality should be analyzed in detail. All necessary modifications both of the
application and of the business processes should be identified well in advance. Modifications of
the software package should be accepted only when necessary to meet the existing legislation.
ISE System should be implemented in the unified manner at all thirteen CEZ's plants including
code tables unification. The migration of data from the existing CEZ's legacy systems into the
newly implemented ones, the end user training and assistance are also within the scope of ISE
Project.
Such an implementation inevitably results in change of the work culture and affects almost all
personnel working in the CEZ's plants. By maximizing the users involvement during each step
of the ISE Project the developed solution is consequently accepted by users as their own.
3.2 Covered Functionality
The ISE System covers the following functional areas:
Maintenance Management (Work Mgmt, Tag Out)
Materials Management (Inventory, Purchasing, Contract Mgmt)
Document Administration (Document Mgmt, Engineering Change Control)
Operational Support (Ops Log, Dozimetry, Action Tracking, Personnel Qualif)
The Indus International Passport Maintenance and Materials Management System has been
selected as the core of ISE System.
C583/032/2000 IMechE 2000
219
4. AN IMPLEMENTATION METHODOLOGY
4.1 General Principles
The CEZ ISE Project was designed to implement business process improvement and new
technologies simultaneously across a large/complex business enterprise, involving several
business units and thousands of employees. Success in such a complex project depends upon a
clear, proven methodology that addresses the entire implementation project lifecycle of tasks
and responsibilities. An exhaustive Implementation Plan must include all activities, regardless
of who will perform those activities (customer, vendor or third parties). Since the
implementation methodology must cover all aspects of implementation, it is the first priority
and is used as the 'checklist for success.'
Indus within the last few years have been converting their experiences of Enterprise Asset
Management System Implementation into a formal methodology. This methodology has been
called ABACUS and is Indus International's set of tools and implementation methodology
developed for enterprise-wide maintenance/materials management systems. It consists of
software-driven analytical tools, implementation plans, and educational tools that encapsulate
Indus's extensive experience in implementing enterprise management software solutions.
The CEZ ISE Project followed many of the principles laid out in this methodology. Further in
this paper the methodology is presented and the hands on experience of CEZ is discussed.
4.2 Structure of the Methodology
The methodology provides planning tools and templates which are pre-loaded with all planning
details and relationships already established. All the planning team has to do is determine who
will perform each activity, and perform resource leveling, and planning is essentially complete.
This method of leveraging existing tools and templates saves significant time as compared to
starting the planning of a complex enterprise system implementation and business review from
scratch.
Fast-Track execution of major activities simultaneously provides for management, business and
technical activities to progress in parallel. Integrated planning and control offered through
ABACUS, all activities are coordinated to meet mutual milestones with little or no dead or
wait time. Several teams of specialists can work on their focus tasks while ensuring that all
activities are done efficiently and for the common good. Traditional implementations have the
business review completed before any technical tasks are initiated, which has the effect forcing
these tasks to take place in series and adding significant time to the overall implementation
schedule - delaying Return on Investment.
220
C583/032/2000 IMechE 2000
4.2.1 Organization & Terminology
The ABACUS has been built to provide an enterprise-wide methodology which addresses
implementation activities from both a technical and a business process improvement perspec-
tive. This objective necessitates a 'bird's-eye' view of the complete activity matrix with the
ability to drill down on specific tasks to gain depth where it is needed, yet provide a global
context for all team members. The methodology matrix is organized into Tracks, which iden-
tify critical roles across the organization, and Phases, which facilitate the proper timing of
activities throughout the enterprise as the implementation progresses.
4.2.2 Tracks
The methodology tracks assist area managers in focusing on their tasks and in understanding
the relationship of their team's activities to the overall implementation. This approach provides
for several specialized teams working in parallel with common goals and end-points resulting in
a fast-track implementation.
The ABACUS methodology is divided into the following tracks:
a) Management - The Management track defines the scope of the solution, helps ensure that
strategic goals are addressed and ensures continuous executive sponsorship. A team of
implementation managers is responsible for the overall implementation success, including
strict accountability for the budget and schedule and all communications with company
senior management, the implementation team and members of the end-user community.
b) Technical - The Technical track validates the overall information strategy, defines the
technology upgrade path and provides for operational support. A designated technical
team is responsible for technical support of the implementation, including all traditional
Information Technology (IT) and client/server activities. This track is critical as many
companies are implementing client/server technology to support enterprise systems for the
first time.
c) Business Process Improvements - This track employs change management techniques to
reengineer processes within the company and embody best practices in a cost-efficient
manner, improving overall company efficiency. A team of expert business analysts is
responsible for this critical set of activities including the identification and implementation
of business process changes, including how software systems and tools will facilitate those
changes. The goal of this track is to quickly implement positive business change,
supported by the application software, returning cost savings and other benefits to the
organization while minimizing the trauma normally associated with such change. At the
conclusion of this analysis, several follow-on activities are initiated including a change
management program responsible for communications, training and ultimate culture
change throughout the company. Other activities initiated at this time include procedures
review/modification, identification of metrics for measuring implementation benefits and
systems integration and configuration activities.
d) Integration - The Integration track incorporates the use of software tools to rapidly
establish the enterprise-wide resource which provides interoperability between the Indus
Solution Series and other systems. This includes all aspects of systems integration needed
to support the business process improvement program, such as system interfaces, data
C583/032/2000 IMechE 2000
221
collection and application software implementation. This track also provides for quick
identification of the 'current state' of data and initiates a variety of activities for the data
collection, consolidation and clean-up so that the implementation is not delayed and is
ultimately supported by quality data.
e) Education - The Education track ensures user acceptance of both the new procedures and
the application software through a comprehensive education program, computer-based
training tools and courseware tailored to the organization's training environment and
specific educational needs. This track is managed by the training team who are responsible
for the definition of both technical and end-user training requirements. The team also
develops and deploys training tools and programs to support both the system
implementation and the business process improvement program. In this age of installing
packaged software solutions and changing business processes to match best practice rather
than changing software to mirror current work practices, the education track plays a
critical role in the required culture change. Rather than having a training program that
focuses on software training, company employees are trained in the use of software tools
to improve both their individual skills and overall company performance.
f) Implementation Support - This track covers potential outsourcing of either selected or all
IT functions, plus the ongoing Help Desk and on-site assistance services. These functions
are on-going and must be in place during the entire life-cycle of the implementation.
Support personnel are trained to assist users on a day-to-day basis. It is very important
that this support be provided so that users not only utilize the new software tools
efficiently, but also continually learn new methods to use this powerful set of tools to
improve business processes and job performance.
4.2.3 Implementation Phases
The implementation methodology represents the implementation steps in phases so that activi-
ties are scheduled and emphasized in the optimal time frames. It is strongly recommended that
the Implementation Schedule identify all activities in these phases and that pre-production and
production activities be included. Ongoing support activities should be included to identify the
level of commitment required to support the fully integrated system for the entire life time, not
just during the initial implementation and start-up phases.
Implementation phases in the ABACUS matrix are defined as follows:
a) Mobilization & Planning - Covers all activities initiated early in the implementation cycle.
The deliverable for this phase is a comprehensive Implementation Plan supported by a
series of topical or specialty plans. A rapid, cost efficient implementation can only be
achieved through careful planning. On the other hand, the plan should be flexible enough
to absorb some delays which, despite of all careful planning, will happen.
b) Initial Implementation - This is the phase where significant activity commences on all
implementation tracks. The emphasis of this phase is to begin as many coordinated
activities as are appropriate and reasonable to support a fast-track implementation in
accordance with the Implementation Plan.
222
C583/032/2000 IMechE 2000
c) Pre-Production - Covers the activities that are intentionally scheduled to be performed just
prior to system start-up. These activities should occur just-in-time, so that key elements,
such as data and education, are still fresh and ready to support the system in production.
d) Production - Production is the initial period in which the software tools are used in a
production environment. This phase must be carefully controlled and managed so that any
identified problems are addressed early and adjustments are made prior to rolling out the
system to the entire company.
e) Roll-Out - This final phase represents the complete roll-out and operation of enterprise
software tools. In addition to the standing teams providing technical and hands-on user
support, this track also covers on-going business and training reviews. The purpose of
these reviews is to both monitor the effectiveness of the implementation and to identify
additional opportunities for increased efficiency and business process improvement. It is
not enough to get software into production, declare victory and go home. Substantial
improvements in overall operating efficiency can be gained through adherence to the
continuous review and improvement program as described in the methodology.
5. CEZ IMPLEMENTATION EXPERIENCE
CEZ has accepted for the ISE Project a methodology based on the same principles as the
ABACUS methodology. The main areas covered by the implementation methodology and the
lessons learned during this large project are discussed in more detail below.
5.1 Basic Information about CEZ, a. s.
The leading utility company at Czech Republic
Total installed capacity 10,999 MW
Production of 75 % of electricity for Czech Republic
Two nuclear plants (4xWER440, 2xVVER1000-under construction) (1,760 MW)
Ten fossil plants (7,367 MW)
1 hydro complex of 35 units (1,872 MW)
approx. 10 thousand employees
C583/032/2000 IMechE 2000
223
5.2 ISE Project - llands-On Experience
Further the hands-on experience of CEZ with the ISE Project is discussed. As it has been
mentioned above, the methodology of the CEZ's ISE Project followed the same principles as
the ABACUS methodology. Therefore the main parts theoretically covered at the previous
chapter are discussed from the practical point of view here.
5.2.1 Mobilization & Planning
When the ISE Project was commenced, CEZ has operated at its plants five different legacy
systems for the maintenance and materials management. The first main task of the ISE Project
was to decide which overall approach will be accepted. The following options were analyzed in
detail:
To select one of the existing legacy systems used at some of CEZ's plants as a standard
and to implement this system without any modification in the unified manner at all
plants of CEZ. This approach would provide easy-to-achieve low cost solution, which
would not meet all functional expectations and it would just fix the current business
procedures. The expected benefits of ISE Project would not be met.
To enhance functionality of one of the existing legacy systems used at some of CEZ's
plants to meet all functional expectations and to implement such an enhanced system in
the unified manner at all plants of CEZ. This approach would provide probably the full
desired functionality, but does not include any business process reengineering. The
process of enhancing any of the existing systems would be complicated, expensive and
high risk.
To develop a new system from scratch based on functional specifications and users
expectations. This completely new system then to implement in the unified manner at all
plants of CEZ. This approach would probably provide the best result and it was heavily
supported by end-users. All dreams and desired functionality would have chance to be
included. But such a development includes a lot of serious risks - the main is how to
make end-users to agree on what they do really want. Once all possibilities are open,
there is no limit on users expectations and requirements. Moreover, CEZ is an utility
company and not a software house to develop such an application on its own.
To analyze the market and then to purchase an off-the-shelf system with appropriate
references. The system meeting all these requirements to implement without any
modifications at all plants. This approach includes a lot of business process
reengineering which is necessary to modify an organization to meet requirements of the
selected application. But, provided the selected solution is really well proven, it is the
low risk, relatively low cost (compared to the cost of in-house development of the full
application) and fast to implement solution. This option has not been very popular
within the end-users community, but it was supported by top management of the
company. The top management committed to make all the necessary modifications of
the company and business processes affected.
Not to do anything - to provide a full picture of the initial analysis, even this option has
to be mentioned. This option would mean that ISE Project had not been successful. It
features no additional cost, no risk related to migration to any new environment and/or
224
C583/032/2000 IMechE 2000
application. But it does not provide any expected benefits. The existing business
processes would be frozen, no reengineering would be run and it would be just
question of time when a project with the same goals as ISE Project would be initiated
again.
As it has been already mentioned above, the approach of selection of a commercially available
system with the appropriate references has been adopted. Based on this approach the Indus
International Passport Maintenance and Materials Management System has been selected as
the core of ISE System. All fundamental principles of the ISE Project (e.g. time schedule of
main milestones, budget, IT standards) have been fixed in a Project Definition document
defining all roles, rights and responsibilities. Based on this document the ISE Project progress
is reported and evaluated. A contract was formed around this document for and a Systems
Integrator Selected to deliver the defined solution. The Selected Systems Integrator was
Westinghouse Electric CR.
5.2.2 Initial Implementation
Business improvement was one of the main goals of the ISE Project. Therefore the initial
implementation stage included the most important part of the project - the ,,should-be"
analysis. During this analysis, the functionality of the Indus/PASSPORT application, best
practice used by plants already using Indus/PASSPORT and the knowledge of CEZ's specialists
have been thoroughly analyzed. The ,,should-be" analysis was run with participation of about
100 specialists for affected functional areas from all power plants of CEZ. This analysis
represented a confrontation of the current practice, the best practice used in the industry and
the Indus/Passport functionality. The desired solution was discussed, agreed and documented
in the should-be analysis output - document ,,Project of Implementation". This Project of
Implementation document represents a ,,bible" of ISE Project describing in detail how the
system will be used at all CEZ power plants, its benefits and impacts.
The Project of Implementation document consists from two main parts:
a) List of modifications to be implemented within CEZ - these are business process
modifications which should be accepted to enable CEZ to utilize the selected
Indus/PASSPORT application in the most efficient manner. Within the ,,should-be" analysis
about 200 modifications of the business procedures within CEZ have been identified and
proposed for implementation. CEZ finally committed to implement all of these.
b) List of software modifications to be included into the Indus/PASSPORT application. As the
result of the ,,should-be" analysis, fifty two software modifications have been proposed.
These modifications mainly improved an end-user comfort, but some of them were
necessary ISE System to conform with the existing Czech Republic legislation. After in-
depth analysis, twelve software modifications were approved for implementation, the rest
of forty have been rejected.
In parallel with the ,,should-be" analysis, the technical track showed significant progress. The
IT infrastructure specifications were developed and tested, the IT infrastructure has been
installed and the IT environment for all further steps has been finalized.
C583/032/2000 IMechE 2000
225
The education track trained the first group of ,,functional specialists"- key technical personnel
covering all ISE System functional areas. These functional specialists were trained for the full
ISE System functionality. All other end users were trained just for the segment of the
functionality and/or processes they need for their everyday work. The original intent was to
use these functional specialists as tutors for the end users training, but because of their low
availability the end users training has been taught by professional trainers form the CEZ's
training center.
5.2.3 Pre-Production
The methodology says that all activities should be finalized just before the real exploitation of
the systems starts. It is clear and understandable for everybody, that for example end users
should be trained just before the system commission not to forget the knowledge they just
gained. The main problem of the project of this scope is to make all, or at least the majority of
the activities to meet this requirement.
The ISE Project of CEZ encountered a number of serious problems within the pre-production
stage. Not all of the business procedures modifications have been finished in time. The code
tables were not finally agreed and each plant desired to use its own ones. The application has
not provided the stability, reliability and response time expected. The pre-production phase
was the most painful phase of all the project.
5.2.4 Production
CEZ decided to implement the ISE System at two ,,pilot" plants first. One fossil and one
nuclear have been selected as pilots. All the business procedures have been finalized at these
two plants. The system integration track focused to the data conversion process. The useful
data stored within the legacy systems has been extracted and consequently loaded into the ISE
System databases. Not all data has been transferred. Some of the historical data has been kept
at the legacy system for read-only access. Sometimes it was more simple to reenter the data
into the ISE System then to try to run the data extraction - data loading procedure.
The end users were trained at the existing training rooms equipped by PCs, data projector and
with access to the server with the Indus/PASSPORT application. The mobile classroom has been
used, too.
5.2.5 Roll-Out
Once the ISE System is fully tested at the pilot plants and it is approved by the CEZ
management for the routine implementation, the roll-out stage starts. The ISE System is
implemented in the same manner as it has been implemented at the pilot plants. In this stage it
is necessary to ensure the unified manner of the implementation, not to enable plants to modify
the solution to fit better to their ,,special conditions".
Within the roll-out stage the long term support must be established. This support provides the
enhanced help desk, ensures the necessary approved modifications of the system (for example
modifications of the printed reports) and implements all these modifications in the unified
manner at all plants. In practice, provided some end-user from some plant requests some
modification, this modification must be approved by the ,,steering committee" and once
226 C583/032/2000 IMechE 2000
approved it is developed by the centralized support team. The finalized, tested and approved
modification is implemented at all plants in the unified manner.
5.2.6 ISE Project Experience in Detail
a) ISE Project Team
The ISE Project team consisted from specialists for different areas:
functional specialists for each of the functional areas
IT specialists
training organization specialists
trainers
data conversion team
communication, PR
helpdesk support
project management support (finance, legal, etc.)
The total number of persons who were full time involved in the ISE Project averaged 15.
b) Data Conversion - CEZ used four different legacy systems with large amounts of data held
in each system. The quality of data varies from plant to plant and it is often easier to
recreate the data instead of using conversion of data from the legacy system to the new
one. A dedicated team has been established to create and test all tools necessary to
prepare data for conversion. Data was retrieved from the legacy systems to ,,flat" files
using tailor made extraction programs. The flat files were consequently processed by the
standard data loading utilities provided as part of the software package. This approach
enabled the basic data to be migrated.
c) Training - Two different approaches have been accepted for functional end users training.
At the initial stage of the project the functional specialists were trained. These specialists
were trained for the full functionality of appropriate ISE System modules and they gained
the comprehensive in depth knowledge of ISE System functionality. These functional
specialists were involved at the plants in the work procedures preparation and ISE System
implementation at CEZ plants. The full training of functional specialists required
approximately two weeks of training per module.
The second approach was used for standard end-users training. The ISE System end users
were trained for Indus/Passport system basics and then for the work procedures they will
need for their day-to-day work. End users were trained by CEZ professional trainers at
their sites and the duration of training varied from 5 to 12 days based on number of
processes the end user needed. The dedicated regions and ,,flying classroom" were used
for the end-user training.
The quality end-users training represents one of the most important factors for overall
success of the project.
d) Implementation Support - The implementation support within the course of
implementation is provided both by the central ISE Team and the local functional and IT
C583/032/2000 IMechE 2000
227
specialists at the plants. It is crucial the local specialists to be able to contact the central
help desk and support calling them for advise and/or help. The fact that the
implementation is supported directly by local people helps them to understand the system
and then to provide perfect support for regular operation. The local implementation teams
are not allowed to run any modifications of the system, they setup the system using the
standard functionality. Should any more complicated modification be required, it must be
submitted for approval to the central level and when approved it is implemented in the
unified manner at all plants.
e) Communication - One of the very important activities is communication between
management, project team and end-users at the plants. It is necessary to ,,sell" them the
system, to make them to accept the solution, to abandon their ,,lovely" legacy systems.
Despite the initial reluctance, all end-users, once they had learned the system functionality
in depth, became the real supporters. The communication program included short video
clip, series of articles and the special issue of CEZ newspaper and even a plush mascot of
ISE Project.
6. CONCLUSION
Pressure to reduce operating costs, provide improved quality of service, and meet health and
safety requirements continues to increase for utility companies. Congressional and state
legislative initiatives associated with deregulation of the electric industry have had a cumulative
effect on both the public and private segments of the industry. Cost reduction must be achieved
by reducing labor and materials costs and/or by improving operational efficiencies.
Enterprise-wide maintenance/materials management software systems that integrate the various
business processes that comprise a utility's workflow represent a key opportunity to improve
processes while reducing costs and meeting customer service objectives. In order to realize the
potential benefits offered in such systems, however, critical implementation issues must be
successfully addressed.
An effective implementation methodology is required to manage the broad range of business
process, technology, infrastructure, education, and cultural change tasks that must be
completed.
228
C583/032/2000 IMechE 2000
C583/033/2000
Power station maintenance for safety and reliability
J J LEWIS and L SHARP
Eulech Engineering, Billingham, UK
SYNOPSIS
The changes in the regulatory framework, which historically governed the historic pattern of
power plant maintenance, have allowed advantage of actual life performance to be taken into
account when considering maintenance schedules.
This paper examines how, by developing a holistic approach to the maintenance requirements
of a power plant, significant reductions in maintenance costs and reliability improvements can
be achieved.
1 INTRODUCTION
Increased freedom for operators to determine shutdown intervals has highlighted the need for
a structured approach to maintenance. Risk based inspection regimes for boiler systems have
been determined based on a focussed scheme of examination supported by in house expertise
in material engineering, fracture mechanic analysis, creep assessments and finite element
modelling. Taking account of the overall impact on the facility these studies have included
ancillary equipment, such as valves and relief streams, to exploit the flexibility permitted on
examination intervals.
The overall performance of the power plant is also dependent on the performance of the
rotating equipment. The processes developed by Eutech for the assessment of safety and
reliability of Safety Critical machinery in chemical process plant, have been extended to cover
application to boiler plant. These assessments have shown where requirements for hardware
improvements and development of maintenance inspections were required to enable
maintenance activities to be targeted to ensure safety, reduce the risk of failure and extend the
interval between overhauls.
C583/033/2000
229
2 BACKGROUND
Historically, power plant overhauls and maintenance has been dominated by the need to
conform to statutory regulation covering examinations of the pressure parts. The legislation
in the UK in the form of the Factories Act required that boiler plant inspection intervals
should be no greater than 26 months, or reduced intervals for older plants. With such frequent
overhauls, other aspects of equipment maintenance could be covered in the planned outage
and attention focussed on planned routine changes of items such as relief valves at these
intervals.
This situation was in strong contrast to the chemical industry, where legislation was less
prescriptive regarding inspection of equipment containing hazardous chemicals. Instead,
chemical operators were responsible for ensuring that adequate maintenance was carried out
to ensure safety. This meant that large chemical producers established systems to determine
and quantify the risks associated with operation of different types of equipment and from that
starting point developed appropriate maintenance policies.
When the Pressure Systems and Transportable Gas Regulations 1989 came into force, the
onus for setting an appropriate inspection interval fell on the inspection authority, with
historical legislation to be taken as a guide. These regulations applied to a range of industries
with all relevant fluids being incorporated, as well as the traditional steam.
Work then began in several areas to look technically at the case for pressure part inspections
to determine the most appropriate actions to carry out and appropriate frequencies. In many
cases, this resulted in the interval between full internal inspections being extended. This
process offered significant scope to the power industry, where with the barrier to longer
overhaul intervals removed, the focus moved onto other items of ancillary equipment such as
rotating equipment and relief valves.
It became apparent that in many cases, it was the maintenance requirements of these items
rather than pressure parts that would limit shutdown interval. Detailed studies are therefore
required to determine the most economic interval for shutdowns as part of an integrated
maintenance strategy to improve reliability. This paper will consider several case studies that
demonstrate how appropriate maintenance strategies have been reached.
3 POWER PLANT ISSUES
Power plants have several issues common to other process plant, and some which are industry
specific.
In common with the heavy chemical industries, there are
* High temperatures
High pressures
* High power rotating equipment
* Need for continuous production
* Demand for high availability
* Possible corrosive media
* A lot of equipment dating from 60s-70s
230 C583/033/2000
Those items which are specific to the power industry include
* Fuel problems
* Need for flexibility
* High number of cycles
* Steam specific issues.
4 THE IMPROVEMENT JOURNEY
Application to the Power Industry of the methodology developed and used for many years in
the chemical industry by Eutech Engineering gives a structured approach to determining
maintenance needs. The approach can be applied at several levels to look strategically at a
whole plant, or in greater detail to optimise the work carried out around individual items.
4.1 Consider criticality
This should be based on assessing the risks to both safety and production. The consequence
of failure is assessed.
Reviews of the selected family of equipment are carried out to identify Criticality for any of
business, safety, and reliability reasons for an installation. (Process reported by author in
IMechE Guide Process Machinery - Safety and Reliability edited by William Wong) The
reviews give a background for future decisions and a sound base for further study. Safety
assessments carried out in this way can provide initial assurance for suitability of purpose,
maintenance, training, and inspection particularly when considering the Provision and Use of
Work Equipment Regulations (PUWER 1998) Regulations.
The flow chart shown below outlines the classification process to determine safety criticality
based on potential hazard and requirement for additional detailed reviews to assess risk from
the safety critical equipment
C583/033/2000
231
MACHINES SAFETY
CLASSIFICATION PROCEDURE
232
C583/033/2000
4.2 Determine deterioration mechanisms
This requires full knowledge of the operating envelope and should include input from process
operators, maintenance technicians, etc as required. The necessary detail of such studies are
time and resource hungry, however, applied in conjunction with the definition of criticality
for the family of equipment the effort can be directed to the particular concerns on the
important items.
What could go wrong can go wrong, but by applying a HAZOP style approach consideration
can be given to all eventualities. This is especially important at start up and shutdown
conditions, where the effect of temperature transients etc can be determined.
Wherever possible, quantification of the degradation by time, cycle etc, should be carried out.
For plant that has been operation for a period of time, actual data for instance on erosion rates
can be gathered.
4.3 Develop preventative measures
Prevention is preferred to correction and preventative measures should be aimed at picking up
any deterioration mechanisms as soon as possible. For example, confirming feed water
quality by sampling to prevent corrosion rather than monitoring thickness of material lost.
The wide range of condition monitoring techniques are then applied selectively to identify
change, with preventative measures chosen to supply actual measurements to support
predictive models of life time performance.
4.4 Develop appropriate maintenance routines and set intervals
These are aimed at maintaining the equipment condition by carrying out proactive tasks.
Understanding of real life operational problems by the application of RCA (Root Cause
Analysis) techniques has led to the development of a tailored FMEA (Failure Mode and
Effect Analysis) approach to rotating equipment issues. The application of these generic
assessment structures developed for equipment in the chemical processing industry to similar
equipment in the Power Industry produces benefit through the implementation of best
appropriate practice. Enhancement of the tailored FMEA using probabilistic assessment
software such as APT(Woodhouse Partnership) then can be used to determine the most
economic maintenance strategy.
5 CASE STUDIES
* De-aerator inspection interval
* Super-heater header life assessment
* Turbo Alternator Reliability
* Super-heater tube reliability
5.1 De-aerator Inspection
Problem
De-aerators are known to be susceptible to an environmental cracking mechanism on un-
coated carbon steel surface. The discovery of this mechanism in the 1970s lead to an
enormous increase in the amount of NDT carried out. In the case of low pressure de-aerators
which are not stress relieved, these detailed inspections often highlight areas of defects
associated with the heat affected zones of welds below the liquid level. Historically, the
C583/033/2000
233
defect areas have been removed and weld repairs carried out, to restore the full shell
thickness. This approach has several drawbacks;
* A large amount of effort in grinding and re-welding small areas of metal removal is
required at each full inspection.
* All areas of weld repair introduce additional heat affected zones, increasing the area
susceptible to further damage.
Achievement
De-aerators are now inspected every 4 years rather than 2, with targeted inspection reducing
the initial NDT requirements and before full weld repair, areas of grinding are assessed on a
fitness for purpose basis. For a typical inspection, this reduced the locations of weld repairs
from 18 to 3.
Results show that subsequent inspections show a reduction in the number of defects
developed.
How?
An alternative approach has now been developed, based on assessing the risks and taking a
longer term view.
Taking information from a wide study of de-aerators in ICI, an overall growth rate for crack
growth was determined. Experience showed that cracking was generally very shallow but
long on the surface. Severely affected vessels tend to have a very large number of defects, but
these can generally be removed with fairly simple grinding.
The removal of cracks generally reduced the thickness to below that acceptable to the original
design code. In these cases, the localised areas were assessed using appropriate codes or by
using finite element analysis to demonstrate that the stresses in the areas remained acceptable.
A fracture mechanics approach was also used to assess the significance of postulate cracking.
It was demonstrated that cracking likely to develop within the inspection period would not
give rise to an unacceptable situation.
234
C583/033/2000
Figure 5.1.1 Deaerator cracking found in- situ
Below: Figure 5.1.2, de-aerator cracking around a nozzle
C583/033/2000 235
Below: Figure 5.1.3 Typical cross section through crack
236 C583/033/2000
5.2 Superheater life assessment
Problem
The high temperatures associated with boiler operation mean that many super-heater headers
operate in the creep range for their materials of construction. Consequently, they have a
limited design life. At the design stage, however, pessimistic temperatures are often assumed
and hence low allowable stresses are applied to achieve an acceptable creep life. After a
number of years operation, the headers may be in quite acceptable condition, but the original
design calculations suggest replacement will be required. A systematic approach is required
to avoid unnecessary replacements.
How?
During real operation, the actual super-heater metal temperatures are usually lower than
design, and so creep damage accumulates at a slower rate. The effects of even a small
difference in temperature can be significant as a 10 degree increase in temperature can double
the rate of creep life usage when items are operating well within the creep range.
a) All headers in a site power station were assessed to compare the normal steam
operating temperatures against the temperatures where creep may be significant and
against the assumed maximum temperatures used during original design. This analysis
allowed those headers where largest benefit might be obtained from a more detailed
analysis to be identified, and determine positions for thermocouples to be fitted.
An estimate of the creep life usage already used was determined by examining records
of historical steam temperatures. These were available for over 15 years, and hence
provided a good basis for backward extrapolation of the usage from start up. For the
years where no actual data was available, it was pessimistically assumed that the boiler
ran for a whole year, ignoring any overhauls.
b) At the plant overhaul, thermocouples were fitted and material checks were carried out
to confirm materials of construction and weld metal (there have been historical
problems with lean metal welds being identified). The plant control system was then
used to store the maximum temperatures in the header on an hourly basis. For
calculation purposes, these temperatures were then sorted into 5 degree temperature
bands and differences between different systems were highlighted and the Robinson
rule was applied to calculate the creep life usage for the time spent in each temperature
band.
C583/033/2000 237
The graph above shows the distribution obtained for two similar boilers, with total
hours shown totalling 45541 and 63714 hrs respectively. It is clear that although in
terms of design the two units are almost identical, the operating policy has resulted in
very different distributions of temperature.
Where real data was not available (early years of operation) the creep life usage was
calculated on the assumption of maximum operating temperature for the whole period
on line.
c) Annual creep life assessments are now carried out to confirm the rate of creep life
usage. As well as calculation of the percentage creep life used, anticipated dates when
60% used header life and 80% used header life will be reached are calculated. This
allows any changes in the operating regime to be identified. These requirements for
these checks form part of the written scheme of examination.
d) The schemes of examination for the boilers now include detailed checks for early
signs of creep damage.
e) The same calculation approach was then used to assess the consequences of proposed
changes to the boiler operation, which would increase the operating temperature.
Achievement
Although operating hours for the boiler under consideration are well in excess of the original
design life of 200,000 hrs, it has been demonstrated that remaining lives for all headers
considered are in excess of 5 years.
The calculation based assessment, using real plant data, allows the affect of different
operating cases to be evaluated without shutdown of the unit.
5.3 Turbo alternator reliability
Problem
Assessment of a Turbo Alternator train on a medium sized Power Station indicated that the
system was critical to the process for a number of safety and business reasons.
238
C583/033/2000
In particular:
the potential release of kinetic energy from a high power machine system.
the possible deterioration and failure of the alternator end bells due to stress corrosion
cracking
higher output demands required the identification and protection of the machine
against deterioration mechanisms to enhance the equipment reliability .
How?
A series of structured reviews were carried out by a rotating equipment expert. Firstly bench
marking the installation against good practice for such installations based on equivalent
machines working in both Power and Process Industries. These showed that the potential
issues for release of energy through over speed, coupling failure, barring gear operation
(where failure to disengage would result in overspeed of the barring gear drive), bearing
failure, bolting failure, and shaft failure were addressed either by the original design standard
of the machines, or by installed protective equipment, or by operating and maintenance
procedures.
The process to review the equipment is based on a series of structured reviews. These relate
elements of the equipment considered, through a series of guide words determined by the
hazard potential identified in the classification process, to the risk and ways in which the risk
is managed. A typical flow model for this process is:
C583/033/2000 239
-
-
-
-
The issue of the alternator end bells with a potential for stress corrosion cracking had also
been addressed by modification of the material and requirements for ongoing routine
inspections.
The system had been assessed critical for:
the potential release of kinetic energy from a high power machine system.
the possible deterioration and failure of the alternator end bells due to stress corrosion
cracking
higher output demands required the identification and protection of the machine
against deterioration mechanisms to enhance the equipment reliability.
The initial reviews carried out allowed consideration of the machine for the potential release
of energy and danger due to the cracking of the alternator end bells. Further examination of
the system was required to identify potential failure modes which could result in significant
financial impact through machine breakdown.
A series of structured FMEA studies covering both design and operations of the unit were
then carried out, again by a rotating equipment expert. The risk from the potential failure
modes were evaluated, either by comparison to industry experience - supported by in house
databases, and other published data (OREDA), or by analysis using direct statistical methods,
or application of software such as APT, which allows economic evaluation and optimisation
of issues from general reliability descriptions of the equipment. From these reviews further
developments of the installed system were identified, either for changes in hardware or
maintenance practice.
240 C583/033/2000
RELIABILITY BY DESIGN
FAILURE MODE REVIEW
Causes / Consequences
Mechanisms for failure
Preventative Measures
Effectiveness of Prevention
Outstanding Concerns
Vulnerable components
Guide Words
Item
Achievement
Introduction of additional vibration and temperature monitoring to provide indication of
deterioration of rotor dynamic performance were justified against long term probability of a
high cost failure.
However, equally significant were the number of minor changes to operating practices, and
local instrumentation. Changes to operating and maintenance practices with introduction of
some local indication of oil flows and pressures significantly reduce the risk of common mode
failure where there is the potential to result in major machine damage.
In the case of the oil system, loss of oil inventory through relief valve venting to drain, and
the potential for oil starvation from blinding of intake filters were possible on the installed
system. Minor changes to the system will in the first case eliminate the hazard by routing the
relief valve vent back to the oil feed tank, and in the second case provision of operating
procedures to monitor and trend screen pressure drop will minimise the risk.
Another particular example following the review of maintenance practices was on the routine
trip testing procedure. These were defined to confirm operability of the trip system (
avoiding hidden failure modes), but, required that the linkage was lubricated prior to testing to
ensure it was free to move, effectively eliminating the faults that would be identified by the
test. The test should have confirmed the operability of the trip linkage system after a period of
operations. However, the testing method gave no indication that the trip would have worked
on demand, and only provided false assurance that the machine was protected against
overspeed.
The application of the learning from the process industry through a developed methodology
ensured that the learning from equivalent machines could be focussed to support the
assessment of this machine system. This allowed the study to be carried out effectively within
two days, and the use of a rotating equipment expert required little input of effort from the
operating team apart from the provision of standard equipment information and instructions.
5.4 Superheater tube failure
Problem
A plant boiler suffered from several outages over the course of a year, due to failure of
superheater tubes. The number of outages seemed to be increasing, and the plant realised the
need to stand back and consider the reasons why.
C583/033/2000
241
Figure 5.4.1 : As received failed bends showing the splitting around the extrados of
the bend
Figure 5.4.2: Cross sections through failed bends showing the extent of oxide
formation on the bores.
242 C583/033/2000
How?
In addition to traditional metallurgical analysis of the tube failures, a full system review was
carried out to identify the root causes of the problem. The assessment involved water
technology specialists, mechanical engineers and metallurgists alongside plant operations and
maintenance representatives.
Following the method outlined above, the criticality of parts of the boiler system was
examined, and mechanisms of failure for each part of the system were considered. The review
looked at start up and shutdown procedures as well as the normal operating regime, and
highlighted those regimes that made the tubes more at risk. A programme of immediate,
medium term and long term improvements were highlighted to remove the root causes of
problems. The highlights were;
* Redesign of the weld attachment of a selection of the end tubes to minimise the stress
concentration.
* Changes to the water dosing system, to minimise the risk of blockages (many of the
failures were due to localised creep damage following tube blockage)
* Fitting of automated blowdown system to ensure consistency in purging and give
improved water quality control.
The need for consistency in water quality was the key finding, and providing documentary
evidence of satisfactory operation between defined limits became a responsibility of the
operations team detailed on the Scheme of Examination for the boiler.
Achievement
Following short term actions at the next planned overhaul, the number of outages due to tube
failures was significantly reduced in the next year on line.
6 CONCLUSION
The examples given in this paper have highlighted that a structured approach for determining
maintenance strategy, developed by the chemical industry, can be applied to give benefit in a
wide range of issues in the power plant environment.
The overall effect of these reviews has been to take advantage of actual life performance
when considering maintenance schedules. This holistic approach to the maintenance
requirements of a power plant, enables both the achievement of significant reductions in
maintenance costs and reliability improvements.
C583/033/2000
243
References
1 IMechE Guide for the Process Industry :- Process Machinery - Safety and Reliability
Edited by William Wong ISBN 1 86058 046 7
2 Provision and Use of Work Equipment Regulations 1998 Statutory Instrument Health
and Safety 1998 -2306 HMSO
3 The Pressure Systems and Transportable Gas Regulations 1989, Health and Safety
executive, No.2169, HMSO, London, UK, 1990.
4 OREDA Offshore Reliability Data Handbook (SINTEF Industrial Management)
ISBN 82-14-00438-1
5 Selva and Amphlett, High integrity pressure systems in service - a balanced approach
to cost effective risk management through legislative compliance, Int conference on
Pressure systems and operation, IMechE, ISBN 0 85298 951 2
6 LH Larsson, High Temperature structural design, ISBN 0 85298 771 4
7 Examination of de-aerators in steam raising plant - EUT.222C, Eutech Engineering
Solutions Ltd.
8 An Overview of NACE Task Group T-7H-7'S Report on De-aerator Cracking
(Corrosion 88 - Paper Number 350) - J A Kelly, C E Guzi, T M Laronge.
9 Recommended Practice for Prevention, Detection, and Correction of De-aerator
Cracking (NACE Standard RP0590-96 Item No 21046) ISBN 1-57590-0111-4.(1996).
10 Environment Assisted Cracking of Steels in High Temperature Water. University of
Newcastle Upon Tyne Materials Division. Sere/Case Award Ref No 9056155X. J J H
Fegan-May 1994.
11 Stress Corrosion and Corrosion Fatigue of Metals in High Temperature Aqueous
Environments by J Congleton ('Strain', February 1990)
Eutech 2000
244
C583/033/2000
C583/016/2000
How to contract for a gas turbine major inspection
R W BONSALL
Siemens Power Generation Limited, Knottingley, UK
1. Introduction
As one of the worlds largest suppliers of equipment and services to the power generation
industry, Siemens Power Generation has a great deal of experience in working with power
generation companies around the world designing, constructing and servicing power stations.
Owners and operators of power stations demand exacting standards of service from supply
companies. Since 1990, Siemens has supplied over 6,000 MW of large power stations in the
UK and all of this capacity has been CCGT plant. At the heart of the CCGT power station lies
the gas turbine. The gas turbine requires more maintenance than the conventional steam
turbine, more regularly and the spare parts (particularly turbine blading) are more expensive
than steam turbine equivalents.
Modern CCGT power plants generally operate at base load and it is therefore imperative that
the CCGT plant runs reliably with a high operating availability. Gas turbine maintenance
periods must therefore ensure that all the necessary work is undertaken to achieve the required
reliability and availability over the next operating period. Traditionally, power station operators
have performed whatever maintenance is necessary to ensure high availability and operating
reliabilities. In today's world of complex electricity markets and profit driven companies,
power station operators need to match the plant performance to the commercial issues
affecting their company.
Service providers have traditionally come from a risk averse, conservative background as their
traditional customers have also had a similar mindset. Also a conservative standpoint allowed
more spare parts to be sold and more service work to be undertaken. In the modern world of
the power generation industry, those companies that can manage their risks the best will be
well placed to succeed. Operators and service providers need therefore to challenge their
traditional way of performing business and look at ways of sharing the risks and the rewards.
Major scheduled maintenance takes place on modern gas turbines every 3-4 years, therefore on
a power station comprising four gas turbines, a gas turbine major inspection will be performed
C583/016/2000 IMechE2000
245
every year.
This paper
* Reviews the approach taken by power station operators and service providers when
approaching a gas turbine major inspection
* Looks at the many options that are available to a power station operator
* Explains how Siemens Power Generation is working with our customers in the UK to
develop a partnership approach to performing major turbine inspections.
2 Preparation for the gas turbine major inspection
As the power station maintenance manager begins to plan the gas turbine major inspection, a
number of questions will be asked
* What work should be included in the work package?
* Who will perform the work?
* What services do I need to procure?
* How do I ensure that I have the right amount of spare parts available?
The maintenance manager should be asking these questions early enough to allow full planning
to be performed. Some spare parts can take over 12 months to supply and therefore the
planning process should ideally start about 18 months prior to the start of the planned
inspection period.
2.1 Agreeing the workscope
The workscope is usually developed from many different sources and may include
* Standard recommendations from the Original Equipment Manufacturer (OEM)
* Operational feedback from the fleet (from the OEM or customer users groups)
* Upgrades/modification work previously performed on other units or new packages offered
by the OEM
* Defect rectification work
The OEM clearly has an important role to play in recommending what work should be
performed. Upgrade and modification work can often improve the plant performance and
feedback from other plant operators provides a useful source of information. However at the
end of the day the power station operator has to decide what goes into the work package. Only
they know the ' full picture' of constraints that they are facing including the budgetary, time,
and resource constraints. At this point in the planning process OEM's should avoid the ' We' re
the experts - we know what' s best for you approach' because service providers often do not
know what restraints and limitations have been placed on a maintenance manager when
arranging a gas turbine overhaul. The full range of options should be discussed and then the
power station operator can decide what should be included in the work package. The power
station operators generally welcome a partnership approach from their service provider.
246 C583/016/2000 IMechE 2000
2.2 With whom and how shall I contract?
Once the workscope has been agreed (at least in a draft form) the power station operator is
faced with the question 'With whom and how do I contract?' There are different types of
service organisations active in the power station maintenance field and they generally fall into
three categories.
* OEM
* Non-OEM
* Power Station owners service organisations
Traditionally, power station operators have performed a large part of the plant maintenance
using existing 'in house' resources. However over the last 10 years in the UK, power stations
have reduced their 'in house' resources and are therefore more reliant on contracting
companies. These companies may be the Original Equipment Manufacturer (OEM) or may be
another company offering services on that equipment. The power station operator may also
have the option of having the work performed by an in-house service company or group.
Generally only the larger power generation companies have this option. It is very unlikely that
Independent Power Producers (IPP's) with a total station staff of about 50 will have this in
house option. A decision to contract with any of the three types of service organisations is a
complex one and will only be taken after the budgetary, risk management, technical
competence and commercial guarantees issues have been fully considered.
Another issue the power station operator is probably facing is whether to place all the planned
work into the responsibility of one contractor. Again a multitude of questions will be raised in
the mind of the power station operator and will involve the usual variables of risk, money,
technical competence and resources.
The single contractor turnkey approach may offer the power station operator the lowest
demand on their resources in managing the numerous interface issues however may not be the
cheapest option as the co-ordination effort is then passed to the contractor.
A multi contractor approach with the interface management being performed by the power
station operator may offer a cheaper but more resource intensive approach and will require the
power station operator to shoulder the risk of successfully managing the interfaces.
An intermediate option may be a model where the main contractor manages the overall
programme and workscope risks but utilises sub-contractors that are contracted to the power
station operator but are 'free issued' to the main contractor.
Another approach may be for the power station operator to contract on an individual basis
with a number of contractors and employ a managing contractor to co-ordinate and manage
the other contractors. These four approaches are summarised in Table 1.
C583/016/2000 IMechE 2000
247
Table 1: Advantages and disadvantages of types of contract
Contracting Model
One Contractor accepting
the Ml risk of work and
programme
One Main Contractor with
other contractors 'free
issued' to main contractor
Multi Contractor
Managing Contractor
Advantages (to customer)
Less co-ordination required -
only deal with one contractor
Favoured sub-contractors are
used
Gets all the contractors he
wants
Least cost option
Reduces reliance on 'in
house' resources.
Disadvantages (to
customer)
Additional 'Co-ordination'
fee to pay for
Main contractor may be
unhappy with choice of
nominated contractors.
Risk Margin included in
contract price
Power Station operator has to
manage interfaces
Higher risk of contractual
problems if management
effort is not present
Additional co-ordination fee
to pay.
Risk remains with power
station operator
Assuming the power station operator has decided what work he wishes to contract out, he has
to decide how he intends to procure these services. If the decision is taken to contract the
service with an outside Service Company then the operator must follow certain procurement
obligations. For all countries in the European Union, legislation was introduced in 1992 to
ensure an open and transparent procurement process for ALL contracts greater than 200,000
Euro (120,000). The process requires customers to advertise their procurement intention in
the European Journal (EJ), which is issued several times per week. Suppliers of equipment and
services must therefore monitor the European Journal regularly to ensure that they do not miss
an opportunity to tender for work. Power station operators may use the EJ procurement
process for every gas turbine major inspection (providing the contract value is greater than
120,000) or they may 'bundle' a number of major inspections together or even stipulate a
contract duration which may last many years.
As the effort and cost of following the EU procurement process is not insignificant, power
station operators must therefore decide on their contracting strategy. Figure 1 shows the stages
in the development of contracting and relationship arrangements available to customers and
shows the One-off approach to contracting at one end of the continuum to the Long Term
Service Agreement (LTSA) at the other end of the continuum. In deciding what contracting
approach to take, power station operators have to consider many different issues including, in-
house resources and capabilities, risk allocation, the long-term business prospects, the
changing marketplace and of course cost. Again there are constraints on the power station
operators when deciding the length or number of overhauls to be included in any contract.
Generally it is beneficial to both parties to place a contract for a longer period of time (typically
3-6 years) as the not insignificant costs of specification writing and tendering can be reduced
248 C583/016/2000 IMechE 2000
for both parties. The downside of a longer time period is if the contract does not meet the
expectations of both parties then there is every chance of contract difficulties. The only way for
a longer-term contract to succeed is if both parties are in a Win-Win position. Even if this is
not achieved during the early stages of the contract, then a re-negotiation of the contract may
be an option to ensure the 'Win-Win' situation is achieved.
Having decided the contract route and duration and issued the invitation to tender (or more
usually pre-qualify) the power station operator will normally receive expressions of interest
from a number of companies. The power station maintenance manager should be aware from
knowledge of the marketplace which companies are competent to perform the proposed work
and therefore will not be surprised which companies respond to the European Journal
notification. Following the usual contract tendering, clarification and negotiation activities the
power station operator will decide which company they want to place an order with.
Irrespective of what end of the continuum is selected as the appropriate contracting method
the contract should be written to ensure that the appropriate drivers and adjustment
mechanisms are in place to ensure that both the customer and the contractor achieve positive
outcomes. In establishing what is important to both customers and contractors, it is useful to
review the needs and wants of both the power station operator and the service provider. It is
fundamental to the success of any maintenance contract that the aims are aligned (wherever
possible) and Key Success Factors are identified. Table 2 shows a typical review.
Table 2: Needs and success factors
Customer Needs
High quality of workmanship
High quality of technical
advice
Work completion on time
No accidents
No surprises
Defect free plant
Value for money
Supplier Needs
Repeat business
Satisfied customer
A profitable business
High reliability of plant
Defect free plant
Reputation for technical
Competence
Reputation for integrity
Key Success Factors
Joint planning
Open and trusting
relationship
Apportioning risk correctly
Avoid running to traditional
contracting positions
Appropriate incentivisation
Be tolerant of human
fallibility
Wherever possible some of these key success factors should be incorporated into the contract
and adjustment mechanisms introduced to ensure both contracting partners share in the success
of the project or that that both parties are penalised for not achieving success. The popular
expression often used today is 'gain share, pain share'. The actual amount of the contract that
is available to be shared or to be lost will be the subject of discussion.
Table 3 shows a number of different options which may be considered in ensuring that the
appropriate drivers are in place.
C583/016/2000 IMechE 2000
249
Table 3: Options for Contract Types
Standard Contracting
Performance Based Contracts
1.
2.
3.
4.
5.
6.
Fixed price quoted against specified work
Additional work quoted on a fixed price, schedule of
rates or time and material basis.
Bonuses / penalties may apply against certain
performance criteria.
Target cost
Ceiling costs
Cost plus fee
2.3 The target cost approach to performance based contracts
The target cost approach to contracting has been used successfully in the power generation
industry over the last few years. The largest single cost in performing a gas turbine major
inspection (apart from the spare parts) is the cost of labour. Therefore, in agreeing the price for
the work the amount of man-hours projected for the work will be closely scrutinised by both
the power station operator and the contractor. The target cost example shown below uses a
man-hours approach however can be applied to any other measurable quantity.
A labour only job to be contracted is agreed at taking 6000 hours. At an hourly rate of
25/hour the job will cost 150k. If the job actually takes only 5200 hours, then a saving has
been achieved of 800 hours or 20k. According to the scheme shown graphically in Figure 2,
the power station operator will save 10k off the contract price and the contractor will get
10 k providing the agreed performance indicators of safety and quality are achieved. If not then
this 10k will be reduced in accordance with the agreed schedule. If the actual hours varied
less than 300 hours (using a 5% deadband) from the agreed 6000 hours, then the contract price
would not be adjusted.
The ceiling cost approach is a variant on the target cost approach and caps the customer price.
Cost saving mechanisms may apply in the same way as for target cost.
2.4 What is in this for the contractor ?
The performance style of contracting has generally been introduced by power station operators
in an attempt to reduce the cost of his maintenance by ensuring costing transparency. If the
price secured by service companies is reducing, then isn't this affecting the service companies
margins. The answer is 'not necessarily so'. Service companies servicing the power station
sector have generally had to cope with great bursts of activity (usually during the summer
outage season) followed by periods of relative inactivity. Running any business with such
varying levels of business requires a certain amount of built in inefficiency during the relatively
quiet periods.
Traditionally the approach to uneven work loads has been the shedding of staff during
relatively quiet periods and the recruitment of staff during the busy periods. This approach has
traditionally worked against a background of large quantities of well-trained and skilled manual
250 C583/016/2000 IMechE 2000
engineering workers. With the reduction of traditional British engineering companies
throughout the 1980's and 1990's the large pool of skilled workers which traditionally existed
is no longer present and the age profile of those currently working in the industry is continuing
to increase. Service companies therefore need to recruit, train, incentivise and retain the core
skills required to service the modern power stations. It can no longer afford the 'hire and fire'
approach.
In these days of low unemployment, people do not always see six months per year of intensive
site work away from home as an attractive career prospect. There are often many more
attractive employment opportunities closer to home. Companies therefore need to offer staff
long-term work prospects with appropriate incentives and benefits. To achieve this companies
need to have long term relationships with their customers offering continuity of work to allow
the necessary investment in our people. If performance based contracts offer the opportunity to
have longer-term contracts then this is usually a 'Win-Win' for both power station operator
and service provider.
2.4 Ensuring I have the right spare parts
A related outage issue that the power station operator is faced with is the acquisition of spare
and replacement parts. The OEM is the traditional source of spares for the power station
however alternative spare parts suppliers may be available in the marketplace. The availability
of spare parts is a very important issue if maintenance activities are to be performed without
delay. The location of the spare parts holding is also an issue. Again, a number of options are
available to the power station operator.
* The power station operator may procure and store all the required spares in their stores at
the power station. Engineers generally prefer this approach as the spares are then available
for immediate use and maintenance work can proceed without delay. Unfortunately the
accountants don't always like this approach as a lot of capital can be tied up in site spares.
Over the past ten years most operators have reduced their spare parts holding to an
'optimum' level which generally ensures that sufficient spares are held on site for normal
maintenance activities.
* Some customers try and 'pool' certain high value spares. The benefits of this approach are
that the pool members can share the spares purchase costs. However the pool has to be
administered and there can be complex pooling agreements. Another disadvantage may be
that another member of the pool may secure the spare part you require before you do.
Nevertheless 'pooling' may offer what certain customers require.
* Another option is to agree with the spares supplier to reserve spares at the suppliers
factory or store. These spares may or may not physically exist however the supplier will
guarantee that the spares can be supplied to the customer within a stated time period. The
problem to supply the spares within the agreed time period will be with the supplier. The
supplier will normally require a fee to provide this service.
* The simplest and usually cheapest solution is to purchase the spares parts when required.
The supplier would then provide the spare to his usual delivery dates. However, this may
C583/016/2000 IMechE2000
251
cause delays to the power station operator if he requires the spare part for his ongoing
maintenance activities.
Table 4: Spares holding advantages and disadvantages
Type of spares holding
Owned by customer in store
on site
'Pooled' with other
customers
'Reserved' in Suppliers Store
Rely on Supplier
Advantages (to customer)
Engineers can see and touch
spare - gives confidence
Immediately available for use
Owned by pool members
Shared purchase costs
Available when required
Exclusively available for
customer
Least Cost Option
Disadvantages (to
customer)
Accountants hate the tied up
capital
Pool management costs
Other pool members may use
before you
Complex pooling agreements
and administration
Time to get to site
Reservation fee incurred
Delay to supply may be
unacceptable
Most power station operators maintain a good level of spares at site for immediate use. They
usually also have arrangements in place with suppliers to ensure that spares can be supplied to
site at short notice. As in the previous discussion, operators have to weigh up the issues and
decide what options are right for him and his particular circumstances.
3 Summary
Gas turbines require more maintenance than steam turbines and therefore modern CCGT
power stations perform major outage work more often than on conventional and nuclear
power stations. The increased frequency of these major inspections offer the opportunities to
both power station operators and service providers to develop long terms contracts which can
be closely aligned to the complex operational issues facing power stations operators in today's
electricity markets.
Ensuring that the inspection period achieves the technical, commercial, environmental and
safety targets is a complex process which requires a lot of planning and management expertise.
There are many different contracting options available in deciding which company and in what
commercial framework to contract with. In deciding the best option for a particular power
station, most decisions taken by the power station will be decided by considering the financial,
risk, technical competence and resource issues. Siemens Power Generation Ltd believes that
developing long term relationships with clients allow both parties to invest in the people that
ensure that turbine maintenance is performed on time to the right quality and safety standards.
We favour a partnership approach whereby we discuss the various options available to clients
and after discussing the various options agree what is the best all round solution.
252
C583/016/2000 IMechE 2000
It takes a lot of time, effort and money to procure and manage a turbine overhaul contract
which meets the customers expectations in terms of programme, quality and cost. Success can
be best achieved by
* Selecting a service partner in which you are prepared to develop a long-term relationship.
* Work together in a non-adversarial and trusting way
* Invest in individuals, tooling and processes to ensure continuous improvement.
* Structure a contract which allows for flexibility and can accommodate changing market
conditions.
* Continuously work at the relationship.
* Learn from experiences gained and don't reinvent the wheel every time you carry out an
outage.
C583/016/2000 IMechE2000
253
Figure 1 Stages in developing contractual relationships
Fig 2 Target cost approach to performance based contracts
C583/016/2000 IMechE2000
255
This page intentionally left blank
Authors' Index
A
Abbott-Garner, J 171-182
B
Billingsley, J T 125-134
Bons al l . RW 245-256
Brear, J M 97-108
Brown, P M 205-214
Browne, R J 109-124
c
Clarke, S F 13-22
Copeland, C 53-62
Crane, O 63-74
Grassland, A W 3-12
D
Dixon, MR 75-84
Dolman, C J 145-160
Donnellan, PJ 195-204
Dorling, K 185-194
G
Grif f ith, G 137-144
H
Hewitt, G 185-194
J
James, P J 23-32
Johnson, N M 185-194
Johnson, S P 217-228
Jones, MC 205-214
K
Kendrick, S 171-182
L
Lant, R P D 97-108
Lewis, J J 229-244
Lindsell, G 13-22
M
Macdonald, J 185-194
Maw, S 171-182
Milsom, J 137-144
Myers, A 85-94
P
Payne, B 13-22
Platt, J A 145-160
Putman, R E 161-170
S
Sharp, L 229-244
Shipley, MP 109-124
Stone, G 137-144
Swallow, A P 145-160
T
Tucker, S 137-144
V
Valsa, O 217-228
W
Walker, R 161-170
Wood, M1 97-108
Worsfold, J 185-194
Wright, H 33-50
257
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Piping AML 2023-03-31Document58 pagesPiping AML 2023-03-31soucychristianNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Lonergan - Old Catalog - D-Series (VC000-05444-EN)Document66 pagesLonergan - Old Catalog - D-Series (VC000-05444-EN)Yenshan LiuNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ergonomic Interventions For Electricians in Fossil-Fueled Power PlantsDocument48 pagesErgonomic Interventions For Electricians in Fossil-Fueled Power PlantsSushayan HunsasukNo ratings yet
- EPA Asset Management RoadmapDocument276 pagesEPA Asset Management RoadmapSushayan HunsasukNo ratings yet
- Keynote ISO 55000 The IAM PerspectiveDocument66 pagesKeynote ISO 55000 The IAM PerspectiveSushayan Hunsasuk100% (2)
- Heat Rate Improvement Guidelines For Existing Fossil Plants PDFDocument349 pagesHeat Rate Improvement Guidelines For Existing Fossil Plants PDFSushayan Hunsasuk100% (1)
- AssetManagementIntro 001 0Document169 pagesAssetManagementIntro 001 0Sushayan HunsasukNo ratings yet
- Productivity Improvement Handbook For Fossil Steam Power Plants Third EditionDocument496 pagesProductivity Improvement Handbook For Fossil Steam Power Plants Third EditionSushayan HunsasukNo ratings yet
- A Publicly Available Specification For The Management of Physical AssetsDocument32 pagesA Publicly Available Specification For The Management of Physical AssetsSushayan HunsasukNo ratings yet
- Economic Capacity Withholding: Effects of Power Plant Operational Characteristics On Optimal Dispatch DecisionsDocument19 pagesEconomic Capacity Withholding: Effects of Power Plant Operational Characteristics On Optimal Dispatch DecisionsSushayan HunsasukNo ratings yet
- Method StudyDocument69 pagesMethod StudySushayan Hunsasuk67% (3)
- How and When To Write Policies and ProceduresDocument32 pagesHow and When To Write Policies and Proceduresdestinycreature100% (3)
- Parker D1VW Directional Control ValvesDocument13 pagesParker D1VW Directional Control ValvesCosma Petru-RaulNo ratings yet
- SonophoresisDocument32 pagesSonophoresisHiren J PatelNo ratings yet
- ASTM B666 WWW - QCEXPERT.irDocument7 pagesASTM B666 WWW - QCEXPERT.ireka putriNo ratings yet
- LabView Exercises 1Document24 pagesLabView Exercises 1Rohit TayalNo ratings yet
- HANA ProcurementDocument43 pagesHANA ProcurementVikram Kothakonda100% (2)
- Group 5 Combined Operation: 1. OutlineDocument9 pagesGroup 5 Combined Operation: 1. OutlineالمهندسوليدالطويلNo ratings yet
- AMS 2368 C-2012 - Eng.Document6 pagesAMS 2368 C-2012 - Eng.TetianaNo ratings yet
- j1708 IntroductionDocument5 pagesj1708 Introductionjrsimma100% (1)
- InfiniSolar DSDocument2 pagesInfiniSolar DSMohd NB MultiSolarNo ratings yet
- Presentation On Derivation of Navier Stokes EquationsDocument17 pagesPresentation On Derivation of Navier Stokes Equationsabubakari meregulwaNo ratings yet
- ASTM A197 - A 197M - 00 (ReA Pproved 2011)Document4 pagesASTM A197 - A 197M - 00 (ReA Pproved 2011)Heri KurniawanNo ratings yet
- 11-TMSS-12 R.0 (Not Applicable)Document14 pages11-TMSS-12 R.0 (Not Applicable)wastazoheb_700349353No ratings yet
- Perspective: Office of The Building Official (O.B.O)Document1 pagePerspective: Office of The Building Official (O.B.O)Temoteo L Pupa IIINo ratings yet
- Mecha Club Activities UpdateDocument9 pagesMecha Club Activities Updateray martinNo ratings yet
- AME OIE WhitepaperDocument34 pagesAME OIE Whitepaperanishajohins100% (2)
- HDMIDocument20 pagesHDMIPoornima DasNo ratings yet
- Tender8614 2Document425 pagesTender8614 2Vishal SoniNo ratings yet
- Regin Optigo OP5U Preprogrammed ControllerDocument6 pagesRegin Optigo OP5U Preprogrammed Controllerckyee88No ratings yet
- PowerPumpVavleDynamics PDFDocument10 pagesPowerPumpVavleDynamics PDFFukunNo ratings yet
- UFO - technology ХАКЕРСКИЙ МАНУАЛDocument419 pagesUFO - technology ХАКЕРСКИЙ МАНУАЛBogdan Litvinov100% (1)
- 047 - CE6501 Structural Analysis I - Question BankDocument17 pages047 - CE6501 Structural Analysis I - Question BankGERARD HAULENo ratings yet
- NuFlo USB Adapter Troubleshooting TipsDocument7 pagesNuFlo USB Adapter Troubleshooting TipsElkin TorresNo ratings yet
- Introduction To PCBDocument15 pagesIntroduction To PCBdileepanme100% (2)
- Sabrina Ricambi 2021-02Document77 pagesSabrina Ricambi 2021-02Yayah Nya ShandaNo ratings yet
- Series Wta Asme Hydro-Pneumatic TanksDocument4 pagesSeries Wta Asme Hydro-Pneumatic TankscaballerolangNo ratings yet
- XY-1A Core Drilling RigDocument3 pagesXY-1A Core Drilling RigAnu Pathak75% (4)
- CE 3112 Assignment 2 Final 2018 15batchDocument6 pagesCE 3112 Assignment 2 Final 2018 15batchAsitha RathnayakeNo ratings yet
- An Approximate Analysis Procedure For Piled Raft FoundationsDocument21 pagesAn Approximate Analysis Procedure For Piled Raft FoundationsNicky198100% (1)