Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Vs 90Document6 pagesVs 90Mari PrunaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pages From SMACNA-HVAC Duct Construction Standards Metal & FlexibleDocument21 pagesPages From SMACNA-HVAC Duct Construction Standards Metal & FlexibleNhat Hoa QuangNo ratings yet
- 等蹟裝蹦扴Document60 pages等蹟裝蹦扴bo100% (1)
- Training ReportDocument34 pagesTraining ReportRoyalAryansNo ratings yet
- Quick Lifting Jack - Project ReportDocument36 pagesQuick Lifting Jack - Project ReportRoyalAryans76% (17)
- Project Report On Open Canal Drainage SystemDocument27 pagesProject Report On Open Canal Drainage SystemRoyalAryans100% (1)
- Bhel ReportDocument44 pagesBhel ReportRoyalAryansNo ratings yet
- MPDFDocument5 pagesMPDFRoyalAryansNo ratings yet
- Grease GunDocument29 pagesGrease GunRoyalAryansNo ratings yet
- Multi Spindle Drilling Machine Project FileDocument28 pagesMulti Spindle Drilling Machine Project FileRoyalAryans100% (5)
- 4 Bar Hacksaw SynopsisDocument5 pages4 Bar Hacksaw SynopsisRoyalAryansNo ratings yet
- Gearless TransmissionDocument51 pagesGearless TransmissionRoyalAryansNo ratings yet
- Vertical Car ParkingDocument28 pagesVertical Car ParkingRoyalAryans67% (3)
- Reciprocating CompressorsDocument4 pagesReciprocating CompressorsRoyalAryans100% (2)
- Matching Properties of Other ObjectsDocument10 pagesMatching Properties of Other ObjectsRoyalAryansNo ratings yet
- B Tech (ME) - UG11T3602 - QPDocument4 pagesB Tech (ME) - UG11T3602 - QPSTUDENTS OF DOE CUSATNo ratings yet
- Quiz 49Document5 pagesQuiz 49Niño YbañezNo ratings yet
- Multiply The Airflow VelocityDocument1 pageMultiply The Airflow VelocityrmuhumuzaNo ratings yet
- Product Broucher PDFDocument48 pagesProduct Broucher PDFAmit Chopra AmitNo ratings yet
- SHS WeldingDocument42 pagesSHS Weldingrusf123No ratings yet
- 023 CepDocument12 pages023 Cepjp mishraNo ratings yet
- Conceptual Design of A Natural Fibre-Reinforced Composite Automotive Anti-Roll Bar Using A Hybrid ApproachDocument18 pagesConceptual Design of A Natural Fibre-Reinforced Composite Automotive Anti-Roll Bar Using A Hybrid ApproachPrawal JainNo ratings yet
- Technical Specifications: Hydraulic ExcavatorDocument21 pagesTechnical Specifications: Hydraulic ExcavatorArvind HarryNo ratings yet
- 1 ScopeDocument9 pages1 ScopedownloadNo ratings yet
- Compressor: HATLAPA Water-Cooled Piston Compressor V105, V150, V200, V250, V375Document2 pagesCompressor: HATLAPA Water-Cooled Piston Compressor V105, V150, V200, V250, V375Ravindar aNo ratings yet
- Fatigue and Fracture PDFDocument31 pagesFatigue and Fracture PDFpericharla ravivarmaNo ratings yet
- Genset 550 Kva CatalogueDocument4 pagesGenset 550 Kva CatalogueFirdasu CahyanaNo ratings yet
- Additional Works BOQ-EDITEDDocument39 pagesAdditional Works BOQ-EDITEDLoralie SanggaNo ratings yet
- Manual de Partes G-5 Sae 400 PDFDocument24 pagesManual de Partes G-5 Sae 400 PDFamerica1591No ratings yet
- TKBT Anchor EquipmentDocument32 pagesTKBT Anchor EquipmentLuca Brandi100% (1)
- Modern American LATHE PRACTICEDocument438 pagesModern American LATHE PRACTICEJollygreen21100% (1)
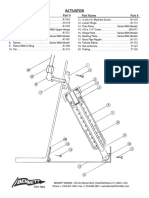
- Actuator: Part Name Part # Part Name Part #Document1 pageActuator: Part Name Part # Part Name Part #musebladeNo ratings yet
- Sr. No. Instrument Description Make Range L.C. ID. No. Location Reactor-101Document7 pagesSr. No. Instrument Description Make Range L.C. ID. No. Location Reactor-101SagarNo ratings yet
- Open Channel Flow Gate Notes 65Document5 pagesOpen Channel Flow Gate Notes 65Saurabh SinghNo ratings yet
- Product Information: Cassida Grease Eps SeriesDocument2 pagesProduct Information: Cassida Grease Eps SeriesChiranjeevi VijayaraghavanNo ratings yet
- Brochure L60H L70H L90H EN 21 20044815 A 2014.12 PDFDocument28 pagesBrochure L60H L70H L90H EN 21 20044815 A 2014.12 PDFvolvotadNo ratings yet
- SAE 1010 SAE J 403 - BBN STEEL STORES (Mechanical Properties)Document4 pagesSAE 1010 SAE J 403 - BBN STEEL STORES (Mechanical Properties)roberto.alvarezNo ratings yet
- Coursera 93XZ3NR5VGKADocument1 pageCoursera 93XZ3NR5VGKAShrey Sahai GuptaNo ratings yet
- Thermodynamics of Polymer SolutionsDocument7 pagesThermodynamics of Polymer SolutionsQwkutiubb100% (1)
- Hilti HST2 Technical Information ASSET DOC 5498557Document11 pagesHilti HST2 Technical Information ASSET DOC 5498557The KeymasterNo ratings yet
- Imperfection Analysis On The Patch Loading Resistance of Girders With OpenDocument11 pagesImperfection Analysis On The Patch Loading Resistance of Girders With OpenKariim DiíbNo ratings yet
- Ss 123Document2 pagesSs 123Mukesh PadwalNo ratings yet