Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- WF-C579R WF-C579Ra WF-C529R A Service ManualDocument719 pagesWF-C579R WF-C579Ra WF-C529R A Service ManualJames BreakNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- RICOH - MP C5503 Manual TecnicoDocument51 pagesRICOH - MP C5503 Manual Tecnicoandykogler100% (2)
- Comodo HIPS and Firewall Leak Test SuiteDocument1 pageComodo HIPS and Firewall Leak Test SuiteSANKPLYNo ratings yet
- En StandardsDocument1 pageEn StandardsSANKPLYNo ratings yet
- 1762 of 4 Data FormatDocument2 pages1762 of 4 Data FormatSANKPLYNo ratings yet
- Halcon 11 Brochure EnglishDocument20 pagesHalcon 11 Brochure EnglishSANKPLYNo ratings yet
- BOA Installation Manual V11aDocument29 pagesBOA Installation Manual V11aSANKPLYNo ratings yet
- Pharmaceutical Catalog 2014 Tray SizesDocument6 pagesPharmaceutical Catalog 2014 Tray SizesSANKPLYNo ratings yet
- 1762 Ob16Document16 pages1762 Ob16SANKPLYNo ratings yet
- Shimpo Gearbox 2 Stage1Document1 pageShimpo Gearbox 2 Stage1SANKPLYNo ratings yet
- Guppy PRO DataSheet F-031 V3.0.2 enDocument4 pagesGuppy PRO DataSheet F-031 V3.0.2 enSANKPLYNo ratings yet
- Screen-Reader Users, Click Here To Turn Off Google Instant.: +satheesanDocument3 pagesScreen-Reader Users, Click Here To Turn Off Google Instant.: +satheesanSANKPLYNo ratings yet
- CAT IF30 E - Signal SplitteeDocument1 pageCAT IF30 E - Signal SplitteeSANKPLYNo ratings yet
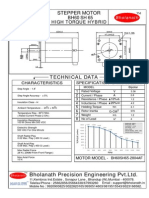
- Stepper Motor: Bholanath High Torque HybridDocument1 pageStepper Motor: Bholanath High Torque HybridSANKPLYNo ratings yet
- ATEX Direktiva 94 9 ECDocument31 pagesATEX Direktiva 94 9 ECspahicdaniloNo ratings yet
- Encoder Signal Splitter ManualDocument10 pagesEncoder Signal Splitter ManualSANKPLYNo ratings yet
- Polycab Cable Price List 1 2011Document10 pagesPolycab Cable Price List 1 2011SANKPLYNo ratings yet
- Indonesia Census Data ProcessingDocument21 pagesIndonesia Census Data ProcessingHima BindhuNo ratings yet
- DT5UG - V1 - Section 1 - Getting Started and TutorialDocument41 pagesDT5UG - V1 - Section 1 - Getting Started and Tutorialashok999333No ratings yet
- CEIG PrimeLink 9065&9070Document33 pagesCEIG PrimeLink 9065&9070Brent RothlanderNo ratings yet
- HP Smart Tank 615 Wireless All-in-One: The Ultimate in Printing FreedomDocument2 pagesHP Smart Tank 615 Wireless All-in-One: The Ultimate in Printing FreedomAtika FridausNo ratings yet
- Alfa Romeo Campionario ColoriDocument105 pagesAlfa Romeo Campionario ColoriDomenico Bevilacqua100% (1)
- Docuprint Cm215 Series: User GuideDocument418 pagesDocuprint Cm215 Series: User GuideAdri FitriNo ratings yet
- Weld Crawler BrochureDocument2 pagesWeld Crawler BrochureEdgardo José Tamaronis LeonettNo ratings yet
- Vibrometer Hardware ManualDocument105 pagesVibrometer Hardware Manualsammar_100% (1)
- P9 Kodee ONeillDocument21 pagesP9 Kodee ONeilloneill21No ratings yet
- Implementation of 3D Scanner Using IR Distance Sensor Ijariie8280Document6 pagesImplementation of 3D Scanner Using IR Distance Sensor Ijariie8280MERYEM LAHBOUBNo ratings yet
- VT 3600 SMDocument104 pagesVT 3600 SMEMILIO LOPEZ ARANGONo ratings yet
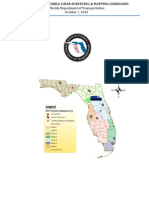
- TML GuidelinesDocument16 pagesTML GuidelinesThomas EnglishNo ratings yet
- Materi Kel 1 Hardware in ComputerDocument52 pagesMateri Kel 1 Hardware in Computervebriyanti fitriyahNo ratings yet
- TI012-9913 Reader Calibrations For CS123Document14 pagesTI012-9913 Reader Calibrations For CS123Iranildo BarbosaNo ratings yet
- Pharos IMFP For Ricoh Installation and Configuration Guide v1.5.4Document44 pagesPharos IMFP For Ricoh Installation and Configuration Guide v1.5.4anhNo ratings yet
- Leica ScanStation P40 P30 SFM v2-0-0 en PDFDocument270 pagesLeica ScanStation P40 P30 SFM v2-0-0 en PDFsmpelNo ratings yet
- Ricoh MP C2011SP: Digital Full Colour Multi Function PrinterDocument4 pagesRicoh MP C2011SP: Digital Full Colour Multi Function PrinterRj TechNo ratings yet
- Service Manual AR-5220Document112 pagesService Manual AR-5220Thiago Goulart MaiaNo ratings yet
- FARO - Focus 3D PDFDocument4 pagesFARO - Focus 3D PDFDidier CardenasNo ratings yet
- Fois, PMS, TamsDocument41 pagesFois, PMS, Tamsjeya chandranNo ratings yet
- LockiFi JournalDocument6 pagesLockiFi JournalRuel AlejandroNo ratings yet
- Proplanner PFEP Overview - 092912Document46 pagesProplanner PFEP Overview - 092912Proplanner AsiaNo ratings yet
- CM1415 Parts ListDocument28 pagesCM1415 Parts ListOFBA srlNo ratings yet
- EPSON Stylus Photo RX420-RX425-RX430 PDFDocument201 pagesEPSON Stylus Photo RX420-RX425-RX430 PDFStarbyte Printer Saul CiprianoNo ratings yet
- PCE Pharmacode Guide V04-05 enDocument19 pagesPCE Pharmacode Guide V04-05 enMaximo FerreiraNo ratings yet
- SpektekDocument4 pagesSpektekzainulNo ratings yet
- Samsung CLX-2160 (Service Manual)Document158 pagesSamsung CLX-2160 (Service Manual)info3551No ratings yet
- IP OP DevicesDocument9 pagesIP OP DevicesMalik Ali BiadNo ratings yet