Download as pdf or txt
You might also like
- KF Ball Iom Series p3 m3Document13 pagesKF Ball Iom Series p3 m3Arifin ZakyNo ratings yet
- ISO 7597 - 2013 - Hook With LatchDocument18 pagesISO 7597 - 2013 - Hook With LatchRoby MastreNo ratings yet
- Caterpillar Engine Test - 3512 9RZDocument1 pageCaterpillar Engine Test - 3512 9RZMTU650100% (1)
- 1-4081 - Print - 08!08!2017. VHP Main Bearing ThermocoupleDocument2 pages1-4081 - Print - 08!08!2017. VHP Main Bearing ThermocoupleShahzad AhmadNo ratings yet
- Air Starters - Series 150bmpDocument16 pagesAir Starters - Series 150bmpAntonio SerranoNo ratings yet
- Data Source Book P-7475HDocument51 pagesData Source Book P-7475HJoão13@No ratings yet
- FCCU Reactor and Transfer Line CokingDocument4 pagesFCCU Reactor and Transfer Line Cokingsaleh4060No ratings yet
- API 5L Pipe Specifications - American Piping Products PDFDocument8 pagesAPI 5L Pipe Specifications - American Piping Products PDFpradeep anbalaganNo ratings yet
- Torques Con Lubricante y UpgradeDocument17 pagesTorques Con Lubricante y UpgradeJed MayNo ratings yet
- Mud Gas Separator For Gas ServiceDocument2 pagesMud Gas Separator For Gas ServiceKapwell LimitedNo ratings yet
- Properties of Ss410Document5 pagesProperties of Ss410gregkilatonNo ratings yet
- The Advantages of Temet 25 Shaft Material OptDocument2 pagesThe Advantages of Temet 25 Shaft Material Optoceanmaster66No ratings yet
- Test 3512 DI TADocument3 pagesTest 3512 DI TAChoaib FoukNo ratings yet
- AIR1707B - Patterns of O-Ring FailuresDocument20 pagesAIR1707B - Patterns of O-Ring FailuresEmiliya Emiliya100% (1)
- Sa 193&sa 193M PDFDocument18 pagesSa 193&sa 193M PDFGabriel RodríguezNo ratings yet
- SEC VIII D1 B PT UF - Part UF Requirements For Pressure Vessels Fabricated by ForgingDocument6 pagesSEC VIII D1 B PT UF - Part UF Requirements For Pressure Vessels Fabricated by ForgingJoel SantaellaNo ratings yet
- Uk-Standard Asme Bladder AccumulatorDocument3 pagesUk-Standard Asme Bladder AccumulatorRamin SoadNo ratings yet
- CLLK07 & 08 Technical Parameters BrochureDocument2 pagesCLLK07 & 08 Technical Parameters BrochureAlmario Sagun0% (1)
- Astm A291Document4 pagesAstm A291Mohammed TariqNo ratings yet
- R1A4016R B12A1H1A A: Q Series PumpsDocument40 pagesR1A4016R B12A1H1A A: Q Series Pumpseaglego00No ratings yet
- 20 RR NOV 300Q-5 Technical Data SheetsDocument2 pages20 RR NOV 300Q-5 Technical Data SheetsJorge SoriaNo ratings yet
- kfp3 Ball ValvesDocument20 pageskfp3 Ball ValvesKristy DavisNo ratings yet
- D VipDocument6 pagesD VipClemente Rafael Marval EscalonaNo ratings yet
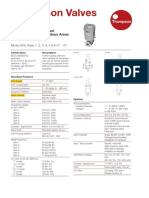
- Maxseal Direct Solenoid-Operated Control Valve For Hazardous Areas Ex EsDocument2 pagesMaxseal Direct Solenoid-Operated Control Valve For Hazardous Areas Ex EstariqNo ratings yet
- HaleyDocument28 pagesHaleyOrlando EsquivelNo ratings yet
- Viking: Product ManualDocument26 pagesViking: Product ManualMailson Apaza KatataNo ratings yet
- cmp100 General InformationDocument61 pagescmp100 General InformationPitipong SunkhongNo ratings yet
- Toolbox7 PDFDocument24 pagesToolbox7 PDFLidijaSpaseskaNo ratings yet
- 2.01 Dixie ProfileDocument8 pages2.01 Dixie ProfileИгорь Ширенин100% (1)
- 4 Marine Design Machining TENMATDocument49 pages4 Marine Design Machining TENMATDanar BayuNo ratings yet
- Caterpillar C32 Genset Test SpecDocument3 pagesCaterpillar C32 Genset Test SpecHendra MechanicNo ratings yet
- Rotary Positive Displacement Pumps, Ships Use: Standard Specification ForDocument8 pagesRotary Positive Displacement Pumps, Ships Use: Standard Specification ForMelisa MackNo ratings yet
- JGK-T ArielDocument4 pagesJGK-T Arielrsilayen951No ratings yet
- HPS2200 Pump & GearboxDocument2 pagesHPS2200 Pump & GearboxFrederik CañabiNo ratings yet
- What Is The Basic Principle of CompressorDocument2 pagesWhat Is The Basic Principle of CompressorannoymouspersonNo ratings yet
- Duraflo - DF596Document9 pagesDuraflo - DF596Anibal Jose Cruz LarezNo ratings yet
- API 650 Manhole Torque Values PDFDocument2 pagesAPI 650 Manhole Torque Values PDFRufina Reyes100% (1)
- Techlok Hubs PDFDocument6 pagesTechlok Hubs PDFG.SWAMINo ratings yet
- G3516 GenEnd Data SheetsDocument9 pagesG3516 GenEnd Data SheetsEdisson SanabriaNo ratings yet
- Rexnord Elastomer CouplingDocument20 pagesRexnord Elastomer Couplingidontlikeebooks100% (1)
- ESP Is The Static PressureDocument7 pagesESP Is The Static PressureArlene DeiparineNo ratings yet
- Altronic DD20 Annunciator and TachmotersDocument31 pagesAltronic DD20 Annunciator and TachmotersVladimirNo ratings yet
- Coolin 1Document59 pagesCoolin 1Sherif AdelNo ratings yet
- Original Series METAL Pumps: Simplify Your ProcessDocument47 pagesOriginal Series METAL Pumps: Simplify Your ProcessalexanderNo ratings yet
- PIM130B1 - Daihatsu DT Series Archived JUN PDFDocument5 pagesPIM130B1 - Daihatsu DT Series Archived JUN PDFAnonymous XGsiY6rNo ratings yet
- Flanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsDocument3 pagesFlanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsHakan ŞahinoğluNo ratings yet
- Astm D-1298-85Document8 pagesAstm D-1298-85Juan Camilo RuizNo ratings yet
- Shaft ConnectionsDocument6 pagesShaft ConnectionsDr_M_SolimanNo ratings yet
- Part 2 Navy e July10Document226 pagesPart 2 Navy e July10Marco MorrisNo ratings yet
- Vibration Mounts: Evolo® Series: Evolo® 633: Grade A-DDocument0 pagesVibration Mounts: Evolo® Series: Evolo® 633: Grade A-Daleksandar_djordjicNo ratings yet
- NF 16101 Explained PDFDocument8 pagesNF 16101 Explained PDFhammouche_soufianeNo ratings yet
- Elwood Parts and Service ManualDocument75 pagesElwood Parts and Service Manualdindin6666No ratings yet
- Cabezotes Gardner DenverDocument8 pagesCabezotes Gardner DenverChristian CardenasNo ratings yet
- 884 and 885 Hydraulic Benders: Instruction ManualDocument40 pages884 and 885 Hydraulic Benders: Instruction ManualAnonymous wKvJXBJ2iNo ratings yet
- API RP 687-2001 (2015) Ut BabbitpdfDocument1 pageAPI RP 687-2001 (2015) Ut BabbitpdfudomNo ratings yet
- Install The Correct Fuel Line Hose: (MPI) Multi-Purpose Fuel and Injection Hose-SAE 30R9Document1 pageInstall The Correct Fuel Line Hose: (MPI) Multi-Purpose Fuel and Injection Hose-SAE 30R9Andy PriceNo ratings yet
- 0743 MA0711 WDocument1 page0743 MA0711 WJose Luis RattiaNo ratings yet
- Plug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History KopyaDocument9 pagesPlug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History Kopyaerdal aydinNo ratings yet
- Flujo de Aguas SomerasDocument2 pagesFlujo de Aguas SomerasMiguel Angel Rodriguez MayNo ratings yet
- Carrillo Irene Paper 27-Ene2015Document13 pagesCarrillo Irene Paper 27-Ene2015Dharampreet DehalNo ratings yet
- Cloud PointDocument49 pagesCloud PointRickgableNo ratings yet
- Chemical-Kinetics-Ppt XIIDocument41 pagesChemical-Kinetics-Ppt XIIAnonymous RuslwNZZlNo ratings yet
- Experiment 9Document5 pagesExperiment 9Rohit BiswasNo ratings yet
- Chapter 3. Study of Acids, Bases and Salts: Page No: 62Document14 pagesChapter 3. Study of Acids, Bases and Salts: Page No: 62Sucheta DasNo ratings yet
- 7M-2 Plate Heat ExchangerDocument18 pages7M-2 Plate Heat ExchangerZhengwei YinNo ratings yet
- ChemPlusChem - 2020 - Pilgrim - Metal Organic Frameworks and Metal Organic Cages A PerspectiveDocument16 pagesChemPlusChem - 2020 - Pilgrim - Metal Organic Frameworks and Metal Organic Cages A PerspectiveRahaf AljboriNo ratings yet
- Heat Transfer by Radiation: Prof. Eckehard SpechtDocument45 pagesHeat Transfer by Radiation: Prof. Eckehard Specht一然 曹No ratings yet
- Optical Mineralogy: Minerals in Plane Polarised LightDocument29 pagesOptical Mineralogy: Minerals in Plane Polarised LightRidho FirdausmanNo ratings yet
- Kaplan, Nuclear Physics PDFDocument783 pagesKaplan, Nuclear Physics PDFKavish Bhardwaj97% (29)
- IIT JEE 2007 Paper 1 Solutions by NarayanaDocument28 pagesIIT JEE 2007 Paper 1 Solutions by NarayanaAbhinav100% (4)
- 2018 Tutorial 5Document4 pages2018 Tutorial 5YemukelaniNo ratings yet
- Commonwealth of Australia Warning: Do Not Remove This NoticeDocument40 pagesCommonwealth of Australia Warning: Do Not Remove This NoticeDerek ChoyNo ratings yet
- 3 - Nurizqie Aprilia Iswati - 1811012220018Document10 pages3 - Nurizqie Aprilia Iswati - 1811012220018Nia inayahNo ratings yet
- Optimising Sweep Gas Flow in A Flare HeaderDocument5 pagesOptimising Sweep Gas Flow in A Flare HeaderMahesh100% (1)
- Second Sem DefinitionsDocument4 pagesSecond Sem Definitionsdhany aarunNo ratings yet
- ME ProductCatalogDocument20 pagesME ProductCatalogNoman Abu-FarhaNo ratings yet
- Calibration of Congo Red ColorDocument12 pagesCalibration of Congo Red ColorJelena MitrovicNo ratings yet
- Received October 10, 2008Document6 pagesReceived October 10, 2008trungkunmingNo ratings yet
- Term Exam in Gen Chem 2018Document6 pagesTerm Exam in Gen Chem 2018seph bronNo ratings yet
- Water Vapor Pressure FormulationsDocument8 pagesWater Vapor Pressure FormulationsEsteban Calderón NavarroNo ratings yet
- Henniker Plasma Surface Testing OverviewDocument7 pagesHenniker Plasma Surface Testing OverviewLenti TiborNo ratings yet
- Experimental Determination of Fouling Factor On Plate Heat Exchangers in District Heating System PDFDocument8 pagesExperimental Determination of Fouling Factor On Plate Heat Exchangers in District Heating System PDFarianaseriNo ratings yet
- Born-Haber Cycles: AQA Chemistry A2 Stretch and Challenge © Nelson Thornes LTD 2009 1Document2 pagesBorn-Haber Cycles: AQA Chemistry A2 Stretch and Challenge © Nelson Thornes LTD 2009 1Paul MurrayNo ratings yet
- DastekDocument95 pagesDastekNur Hidayanti100% (1)
- A Method To Calculate Functions of The Product of G and F Used in Wilson's GF Matrix MethodDocument4 pagesA Method To Calculate Functions of The Product of G and F Used in Wilson's GF Matrix MethodEditor IJTSRDNo ratings yet
- A Review of Methods of Molecular Weight Determination of PolymersDocument4 pagesA Review of Methods of Molecular Weight Determination of PolymerspejvakNo ratings yet
- Mass Spectrometry Fundamental LC-MSDocument24 pagesMass Spectrometry Fundamental LC-MSdangerous067% (3)
- Paper 4 - Set A Key 14 National Certification Examination FOR Energy Auditors - August, 2013Document14 pagesPaper 4 - Set A Key 14 National Certification Examination FOR Energy Auditors - August, 2013Muthiah Chidambaram MuthiahNo ratings yet
- Float Glass Colouring by Ion ExchangeDocument5 pagesFloat Glass Colouring by Ion ExchangeAntonValyNo ratings yet
- Trilite CatalogueDocument24 pagesTrilite Cataloguejycortes100% (1)