Download as pdf or txt
You might also like
- Draft WPS For Carbon Steel PipeDocument2 pagesDraft WPS For Carbon Steel Pipeabet_singkong893025% (4)
- Iso 10721 2 en PDFDocument11 pagesIso 10721 2 en PDFSHYAM SINGH50% (2)
- DesInModCon PDFDocument278 pagesDesInModCon PDFJoseph Booker100% (3)
- BS en 14399-8-2018 - (2021-05-23 - 05-17-45 PM)Document24 pagesBS en 14399-8-2018 - (2021-05-23 - 05-17-45 PM)EmreNo ratings yet
- En 14399-4Document24 pagesEn 14399-4Asif Raza100% (1)
- 11.en 10025-2Document34 pages11.en 10025-2Akash GhuleNo ratings yet
- BS en 755 9 2008Document24 pagesBS en 755 9 2008Luis Sierra100% (1)
- En 10025 PDFDocument35 pagesEn 10025 PDFAbdelali88% (8)
- En 14399-6Document8 pagesEn 14399-6jrtestNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Investigation of Vortex Induced Vibrations On Wind Turbine Towers PDFDocument98 pagesInvestigation of Vortex Induced Vibrations On Wind Turbine Towers PDFJoseph BookerNo ratings yet
- Sheet MetalDocument8 pagesSheet MetalPrabir Kumar Pati100% (1)
- Definisi Mesin Bending Roll 4Document8 pagesDefinisi Mesin Bending Roll 4Kevin RustiawanNo ratings yet
- Bs en 14399 Parts 1 To 8Document7 pagesBs en 14399 Parts 1 To 8ramonyk_003558100% (1)
- En 15048 PPSDocument17 pagesEn 15048 PPSVera100% (1)
- 2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Document6 pages2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Dino NoNo ratings yet
- BS en 14399-3-2015Document32 pagesBS en 14399-3-2015WeldedSplice100% (3)
- En 1993 1 10 2005 PDFDocument19 pagesEn 1993 1 10 2005 PDFSuleyman HaliciogluNo ratings yet
- European Welding New-StandardsDocument39 pagesEuropean Welding New-StandardsJOECOOL67100% (3)
- BS en 14399-9 2009Document26 pagesBS en 14399-9 2009Kristina KaskNo ratings yet
- HD Bolts BS - 7419Document5 pagesHD Bolts BS - 7419Deana White100% (1)
- BS en 10020 2000Document12 pagesBS en 10020 2000Dang Thanh Tuan100% (2)
- Din en 14399 5Document11 pagesDin en 14399 5Walther LaricoNo ratings yet
- DVS 1619 EnglishDocument20 pagesDVS 1619 EnglishSlobodan Garic50% (2)
- BS en 14399-3 PDFDocument7 pagesBS en 14399-3 PDFClaudia Dutu100% (2)
- Aatc Spec 114012Document39 pagesAatc Spec 114012JD100% (1)
- Technical Lamination SDocument4 pagesTechnical Lamination SirmakNo ratings yet
- En 10219-1 PDFDocument39 pagesEn 10219-1 PDFASHISH100% (1)
- BS en 14399-6-2015Document14 pagesBS en 14399-6-2015WeldedSpliceNo ratings yet
- BS en 14399-4-2015Document24 pagesBS en 14399-4-2015WeldedSplice0% (2)
- Bs Na en 1991 1 6 2005Document12 pagesBs Na en 1991 1 6 2005talabizNo ratings yet
- BS en 10365-2017Document38 pagesBS en 10365-2017Martin Urriza VelazquezNo ratings yet
- En 10025Document16 pagesEn 10025Sorin Radu100% (1)
- BS en 1090-2 - 2008 and PD 6705-2 - 2010Document8 pagesBS en 1090-2 - 2008 and PD 6705-2 - 2010Yoshua YangNo ratings yet
- Aws A 2.4 PDFDocument118 pagesAws A 2.4 PDFWanderley FonsecaNo ratings yet
- Bapp A4 Stru Bro 2011Document24 pagesBapp A4 Stru Bro 2011Pete SwiftNo ratings yet
- TriMarkCatalog PDFDocument50 pagesTriMarkCatalog PDFCarlos Enrique Vina MirandaNo ratings yet
- Understanding - Unbrako Fasteners (Technical Brochure)Document48 pagesUnderstanding - Unbrako Fasteners (Technical Brochure)pavan_jssatebNo ratings yet
- SAPPCODocument12 pagesSAPPCOKelly Bates100% (1)
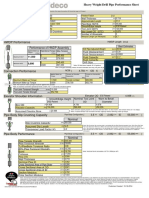
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular Assemblymsm.ele2009No ratings yet
- RASCO CatalogDocument17 pagesRASCO Catalogdesters1120No ratings yet
- QUOTATION For WINORAC 12 12 23Document4 pagesQUOTATION For WINORAC 12 12 23Kasarachi AmadiNo ratings yet
- Bühler Chain CatalogDocument32 pagesBühler Chain CatalogenricoorNo ratings yet
- HeavyWeight 3.5 25.58lbs NC-38Document3 pagesHeavyWeight 3.5 25.58lbs NC-38Инженер Луис А. ГарсиаNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument2 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyGarcia C L AlbertoNo ratings yet
- Automotive TestingDocument4 pagesAutomotive Testingtahera aqeelNo ratings yet
- Upvc Pipe FittingDocument38 pagesUpvc Pipe FittingRiyas UdheenNo ratings yet
- Unbrako Catalog FastenerDocument26 pagesUnbrako Catalog Fastenerdesign_rajeev100% (2)
- IronenDocument5 pagesIronencalimovNo ratings yet
- Pre StressingDocument48 pagesPre StressingRameshNo ratings yet
- HALFEN ConectoriDocument12 pagesHALFEN ConectoriSárközi Pál-ZoltánNo ratings yet
- KWH Wehogas BrochureDocument8 pagesKWH Wehogas BrochureDanny D.No ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyGarcia C L AlbertoNo ratings yet
- Böhler Folder Strip Cladding EN WEB PDFDocument0 pagesBöhler Folder Strip Cladding EN WEB PDFCarlos Bermejo AlvarezNo ratings yet
- 196 - MRC Material Submittal Sheet ChecklistDocument21 pages196 - MRC Material Submittal Sheet ChecklistSyed Mohammed ZakariaNo ratings yet
- Power Fitting CatalogDocument37 pagesPower Fitting CataloghcindustryNo ratings yet
- Scotch-W Scotch-Weld ProductDocument24 pagesScotch-W Scotch-Weld ProductAnca AnghelNo ratings yet
- Imbinari Tevi Tyco-GrinnelDocument41 pagesImbinari Tevi Tyco-GrinnelSorin StanNo ratings yet
- Company Name: Job InformationDocument7 pagesCompany Name: Job InformationAlvin LeongNo ratings yet
- Halfen Coupler Mechanical Rebar SplicingDocument33 pagesHalfen Coupler Mechanical Rebar Splicingcarlosfilipegomes3994No ratings yet
- Rexnord Correntes AgriculturaDocument15 pagesRexnord Correntes AgriculturaWilliam BorgesNo ratings yet
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDocument14 pagesAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89No ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohann ZabaletaNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Illustration of Fatigue Design of A Crane Runway BeamDocument3 pagesIllustration of Fatigue Design of A Crane Runway BeamJoseph BookerNo ratings yet
- 2017 JMJ Katalogs LVDocument41 pages2017 JMJ Katalogs LVJoseph BookerNo ratings yet
- The General Principles of Detailed Design at Ruukki Construction LTDDocument51 pagesThe General Principles of Detailed Design at Ruukki Construction LTDJoseph BookerNo ratings yet
- Technical: ManualDocument48 pagesTechnical: ManualJoseph BookerNo ratings yet
- AD 352 Fatigue Assessment of Crane Supporting Structures To Eurocode 3Document1 pageAD 352 Fatigue Assessment of Crane Supporting Structures To Eurocode 3Joseph BookerNo ratings yet
- Dudek I-Beams (Dib) Span Tables Floor AplicationsDocument4 pagesDudek I-Beams (Dib) Span Tables Floor AplicationsJoseph BookerNo ratings yet
- Dudek ETA 14 0181 Dudek I Beams ENDocument20 pagesDudek ETA 14 0181 Dudek I Beams ENJoseph BookerNo ratings yet
- WS TDG 36 Engineered Woods and Fabrication Specification 09-20Document14 pagesWS TDG 36 Engineered Woods and Fabrication Specification 09-20Joseph BookerNo ratings yet
- Dudek Roof-DetailDocument31 pagesDudek Roof-DetailJoseph BookerNo ratings yet
- WS TDG 35 Floor Diaphrams in Timber Buildings 09-20Document34 pagesWS TDG 35 Floor Diaphrams in Timber Buildings 09-20Joseph Booker100% (1)
- WS TDG 34 Timber Rivet Connection 09-20Document82 pagesWS TDG 34 Timber Rivet Connection 09-20Joseph BookerNo ratings yet
- Quick-Connect Moment Connection: Technical Design Guide Issued by Forest and Wood Products AustraliaDocument28 pagesQuick-Connect Moment Connection: Technical Design Guide Issued by Forest and Wood Products AustraliaJoseph BookerNo ratings yet
- NS2016 107Document8 pagesNS2016 107Joseph BookerNo ratings yet
- On Gust Buffeting Design of Slender Chimneys - Building Interference and FatigueDocument189 pagesOn Gust Buffeting Design of Slender Chimneys - Building Interference and FatigueJoseph Booker100% (1)
- Analysis of Fully Anchored Light-Frame Timber Shear Walls-Elastic ModelDocument12 pagesAnalysis of Fully Anchored Light-Frame Timber Shear Walls-Elastic ModelJoseph BookerNo ratings yet
- Custom Knifemaking 10 Projects... Tim McCreight PDF (S)Document219 pagesCustom Knifemaking 10 Projects... Tim McCreight PDF (S)preceptiveinquirer87% (15)
- BomDocument2 pagesBomkdfdfybNo ratings yet
- Lathe and Milling Operation: Experiment No: 01&02 Production Technology-IiDocument7 pagesLathe and Milling Operation: Experiment No: 01&02 Production Technology-IiPK KrishNo ratings yet
- MR4 Turning Process 8-19-09 FinalDocument27 pagesMR4 Turning Process 8-19-09 FinalNabil FikriNo ratings yet
- Thread ConnDocument2 pagesThread ConnHadirah Dunglah100% (1)
- Chapter 19-Bulk Deformation Processes IIDocument38 pagesChapter 19-Bulk Deformation Processes IIMuhammad Qasim QureshiNo ratings yet
- Face Drivers: For GrindingDocument12 pagesFace Drivers: For GrindingcoolsatishNo ratings yet
- Hot Dip Galvanizing - GDLCDocument13 pagesHot Dip Galvanizing - GDLCaselabollegalaNo ratings yet
- List of AWSDocument5 pagesList of AWSkoneidinNo ratings yet
- Documents - Pub Ss9208 Rev 48 Production Acceptance CriteriaDocument64 pagesDocuments - Pub Ss9208 Rev 48 Production Acceptance CriteriaflyinzeskyNo ratings yet
- WPQ Is 2062 Angad Chauhan W3 - 1GDocument2 pagesWPQ Is 2062 Angad Chauhan W3 - 1Gprod4150% (1)
- CarpentryDocument35 pagesCarpentrySadasiva Rao TNo ratings yet
- Mechanical Working of Metals (Extrusion and Drawing)Document50 pagesMechanical Working of Metals (Extrusion and Drawing)Alvin Garcia Palanca100% (1)
- Print 1Document2 pagesPrint 1polman cad08No ratings yet
- Pro Tools Hole Saw Notcher Operating InstructionsDocument12 pagesPro Tools Hole Saw Notcher Operating InstructionsFabio VianaNo ratings yet
- CNC Manual Part ProgrammeDocument23 pagesCNC Manual Part ProgrammePradip PatelNo ratings yet
- 6066 T6 Aircraft Aluminum Alloy Sheet SuppliersDocument12 pages6066 T6 Aircraft Aluminum Alloy Sheet Supplierssanghvi overseas incNo ratings yet
- Makerbot Replicator 2 Aluminum Z-Axis Stage Upgrade: InstructablesDocument10 pagesMakerbot Replicator 2 Aluminum Z-Axis Stage Upgrade: InstructablesViktar SamuelNo ratings yet
- Stoody 104TJ SAW005Document1 pageStoody 104TJ SAW005Juaros LeonNo ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- Journal of Cleaner Production: Vincent Aizebeoje Balogun, Paul Tarisai MativengaDocument8 pagesJournal of Cleaner Production: Vincent Aizebeoje Balogun, Paul Tarisai MativengaAnaMLondoñoNo ratings yet
- SCC500D Hydraulic Crawler CraneDocument86 pagesSCC500D Hydraulic Crawler CraneMohamed RashedNo ratings yet
- Combination Wrench SetsDocument1 pageCombination Wrench Setsfoobar2016No ratings yet
- Catálogo de Brocas WDX SUMITOMO IN472Document20 pagesCatálogo de Brocas WDX SUMITOMO IN472Wilson DantasNo ratings yet
- 1O Dayton Tech-BalllockDocument12 pages1O Dayton Tech-BalllockSIMONENo ratings yet
- Drill Collar LoresDocument4 pagesDrill Collar LoresAnsar AkhtarNo ratings yet
- Sem 1 Brazing With Oxyacetylene WeldingDocument3 pagesSem 1 Brazing With Oxyacetylene WeldingKamarul Nizam100% (1)