Download as pdf or txt
You might also like
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
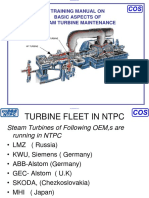
- Training Manual Consepts of Steam Turbine MaintenanceDocument102 pagesTraining Manual Consepts of Steam Turbine Maintenancemen100% (2)
- Typical Turbine System and DescriptionDocument85 pagesTypical Turbine System and DescriptionManjunath Aithal100% (1)
- Generator Stator End Winding Vibration Problems PDF FreeDocument5 pagesGenerator Stator End Winding Vibration Problems PDF Freeandikaubh100% (1)
- Packaged, Integrally Geared Centrifugal Air Compressors: ScopeDocument11 pagesPackaged, Integrally Geared Centrifugal Air Compressors: ScopeHonesto BautistaNo ratings yet
- Nice Paper On Rotor DynamicsDocument23 pagesNice Paper On Rotor Dynamicsfosroc1878580% (5)
- Machinery Diagnostic PlotsDocument16 pagesMachinery Diagnostic Plotsfazzlie100% (1)
- Steam Turbine - Q & A 1Document104 pagesSteam Turbine - Q & A 1rahul_choubey_9100% (7)
- D-11 Chapter 9 Turb Alignment and S P ClearancesDocument17 pagesD-11 Chapter 9 Turb Alignment and S P ClearancesHernan Giraut100% (3)
- Steam Turbine Vibration CharacteristicsDocument24 pagesSteam Turbine Vibration CharacteristicsVirgilio100% (3)
- Steam Turbine Thermal Stress Online Monitoring Technology - EPRI PDFDocument84 pagesSteam Turbine Thermal Stress Online Monitoring Technology - EPRI PDFChetan Atrai100% (3)
- Turbo SupervisionDocument140 pagesTurbo SupervisionRamalingamNo ratings yet
- Turbine Control TSIDocument4 pagesTurbine Control TSIIwan AbdurahmanNo ratings yet
- What Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor PerspectiveDocument10 pagesWhat Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor Perspectiveabdulyunus_amir100% (1)
- Vibrations in A Francis Turbine A Case StudyDocument4 pagesVibrations in A Francis Turbine A Case Studybukit_guestNo ratings yet
- Causes of Vibration For Steam TurbineDocument21 pagesCauses of Vibration For Steam TurbineAugustine Owo Ukpong100% (8)
- Turbine Supervisory System TSIDocument39 pagesTurbine Supervisory System TSImgkvpr100% (1)
- Siement Turbine Over Hauling ProcedureDocument75 pagesSiement Turbine Over Hauling Procedurerajurajangam100% (2)
- 48 Case HistoryDocument17 pages48 Case HistorySamir Benabdallah100% (1)
- Turbine Overspeed Systems and Required Response Times Rev B.01Document30 pagesTurbine Overspeed Systems and Required Response Times Rev B.01mfhaleem@pgesco.com100% (1)
- Steam Turbine Rotor Vibration FailuresDocument8 pagesSteam Turbine Rotor Vibration Failuressevero97100% (2)
- Steam Turbine UpgradesDocument16 pagesSteam Turbine UpgradesWBHopf100% (2)
- GUIDELINEFORFIELDTESTINGOFGASTURBINEANDCENTRIFUGALCOMPRESSORPERFORMANCEDocument94 pagesGUIDELINEFORFIELDTESTINGOFGASTURBINEANDCENTRIFUGALCOMPRESSORPERFORMANCERaba'i Yahaya100% (1)
- Turbine BalancingDocument3 pagesTurbine BalancingMeghali Borle100% (2)
- Steam Turbine Rotor RubsDocument4 pagesSteam Turbine Rotor RubsSantosh Kale100% (3)
- Power Plant Familiar Is at Ion V - IIIDocument164 pagesPower Plant Familiar Is at Ion V - IIISiva Kumar Tutika100% (2)
- Rotor Balancing Simulator: Fourth Year Graduation ProjectDocument38 pagesRotor Balancing Simulator: Fourth Year Graduation ProjectMahmoud SamirNo ratings yet
- O&M - TurbineDocument108 pagesO&M - TurbineRam Krishna100% (1)
- ORBIT AnalysisDocument4 pagesORBIT AnalysisManoj Paneri100% (1)
- Vibration SchoolDocument194 pagesVibration SchoolHéctor Rivera100% (1)
- Vibration MonitoringDocument67 pagesVibration MonitoringApurv Khandelwal100% (6)
- Basic Vibration AnalysisDocument52 pagesBasic Vibration Analysisgpradipta100% (4)
- 5 Successful Predictive Vibrations - March - 2012Document28 pages5 Successful Predictive Vibrations - March - 2012jorgemegok1860No ratings yet
- Steam Turbine Rotor CrackDocument11 pagesSteam Turbine Rotor Crackpoloko7100% (2)
- TurbineSupervisoryGuide PDFDocument28 pagesTurbineSupervisoryGuide PDFCormac MyersNo ratings yet
- Rotor Bow CharacteristicsDocument3 pagesRotor Bow Characteristicschdi100% (1)
- ARIPPA 2013 Generator Inspection and RepairsDocument34 pagesARIPPA 2013 Generator Inspection and Repairschandu_power1759No ratings yet
- GT Intro and Vibration Diagnostic Basics - Piedmont PDFDocument71 pagesGT Intro and Vibration Diagnostic Basics - Piedmont PDFAnonymous OFwyjaMy100% (1)
- d11 HP Ip Enhanced Steam PathDocument1 paged11 HP Ip Enhanced Steam PathJimena Rafael LeónNo ratings yet
- Reducing High Vibration of Unit-1 Cooling Tower C - Rev02Document25 pagesReducing High Vibration of Unit-1 Cooling Tower C - Rev02Andisyah PurdantoNo ratings yet
- 10 Components of A Successful Vibration Program 2Document5 pages10 Components of A Successful Vibration Program 2allmcbeallNo ratings yet
- Steam Turbine Overhaul1Document44 pagesSteam Turbine Overhaul1mister pogi100% (4)
- Troubleshooting Turbine Steam Path Damage MechanismsDocument40 pagesTroubleshooting Turbine Steam Path Damage MechanismsMas Zuhad100% (2)
- Orbit ReferenceDocument25 pagesOrbit ReferenceIlku100% (1)
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Dynamic of Bow RotorDocument20 pagesDynamic of Bow Rotormh1999100% (1)
- SENT Summary Report TG 500 Run Down 25th JUNE 2010Document35 pagesSENT Summary Report TG 500 Run Down 25th JUNE 2010jarotNo ratings yet
- Vibration MonitoringDocument53 pagesVibration MonitoringAmit Singh DehuryNo ratings yet
- Phase AnalysisDocument3 pagesPhase Analysisk_shah_777No ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Nov 2014 Steam Turbine Seal RubDocument10 pagesNov 2014 Steam Turbine Seal Rubrajmohan_kNo ratings yet
- A CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFDocument13 pagesA CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFJose PradoNo ratings yet
- Libyan Academy of Graduate StudyDocument42 pagesLibyan Academy of Graduate StudysamobuNo ratings yet
- Vibration Diagnostics As NDT Tool For Condition Monitoring in Power PlantsDocument6 pagesVibration Diagnostics As NDT Tool For Condition Monitoring in Power PlantsOdlanier José MendozaNo ratings yet
- TTS - The New Service Tool: The Service Magazine of The PRÜFTECHNIK GroupDocument0 pagesTTS - The New Service Tool: The Service Magazine of The PRÜFTECHNIK GroupMohammed AbdoNo ratings yet
- Condition MonitoringDocument37 pagesCondition Monitoringkedeejoshi100% (2)
- Gas Turbine ModelsDocument11 pagesGas Turbine ModelsEngr Mubeen100% (1)
- Ondition Onitoring: P - H N.SDocument39 pagesOndition Onitoring: P - H N.Sकृष्णकुमार दत्तात्रेय जोशीNo ratings yet
- KowaDocument46 pagesKowaRenzo Martin Manini RojasNo ratings yet
- Article Surge Control Analysis For Centrifugal CompressorsDocument3 pagesArticle Surge Control Analysis For Centrifugal CompressorsHatem Ali100% (1)
- Sleeve Bearinfdssdfsgs - Oil WhirlDocument1 pageSleeve Bearinfdssdfsgs - Oil WhirlHatem AliNo ratings yet
- Unbalance - Two Plane SDFSDFSDFDocument1 pageUnbalance - Two Plane SDFSDFSDFHatem AliNo ratings yet
- Unbalance - Oxzccxzcverhung RotorDocument2 pagesUnbalance - Oxzccxzcverhung RotorHatem AliNo ratings yet
- Balancing AsdasdsadsadcourseDocument3 pagesBalancing AsdasdsadsadcourseHatem AliNo ratings yet
- Alignment Ma Ster Class 2 DayDocument9 pagesAlignment Ma Ster Class 2 DayHatem AliNo ratings yet
- Tilting Pad Journal Bearings High Speed High LoadDocument11 pagesTilting Pad Journal Bearings High Speed High LoadHatem AliNo ratings yet
- Best Practices Steam Turbines PDFDocument24 pagesBest Practices Steam Turbines PDFMohammedBujairNo ratings yet
- 500MW Turbine O&M Manual Part - 1of3Document170 pages500MW Turbine O&M Manual Part - 1of3Banukiran Samboju100% (3)
- Boiler Feed Pump BFP - ReviewDocument29 pagesBoiler Feed Pump BFP - ReviewKarthi KeyanNo ratings yet
- Design and Layout Problem For A Combined GasDocument119 pagesDesign and Layout Problem For A Combined GasAshley Espeso VeluzNo ratings yet
- Manual B4601Document159 pagesManual B4601FER-ARTNo ratings yet
- In-Plant Training ReportDocument34 pagesIn-Plant Training ReportArun V Nair67% (3)
- Assignment No 3Document5 pagesAssignment No 3NomanNo ratings yet
- Mechanical Equipment: Norsok StandardDocument42 pagesMechanical Equipment: Norsok StandardGholamreza MahmoodiNo ratings yet
- Tata Power Mumbai CGPL Mundra UMPP - CompressedDocument60 pagesTata Power Mumbai CGPL Mundra UMPP - CompressedDipak GharpureNo ratings yet
- Bestway Cement Chakwal Waste Heat Recovery Power Plant Tapping Point Status of Steam Turbine and GeneratorDocument4 pagesBestway Cement Chakwal Waste Heat Recovery Power Plant Tapping Point Status of Steam Turbine and Generatorraobabar21No ratings yet
- Industrial Training ReportDocument27 pagesIndustrial Training ReportNitesh NagNo ratings yet
- Quiz#5 ME-523L IPEDocument1 pageQuiz#5 ME-523L IPEDominic LibradillaNo ratings yet
- Kamal 2005Document13 pagesKamal 2005Babak BakhtiNo ratings yet
- Oil Free TurbineDocument2 pagesOil Free TurbinesouchowNo ratings yet
- Syllabus - B. E. (Mechanical)Document73 pagesSyllabus - B. E. (Mechanical)Sukhman Singh PunianNo ratings yet
- Oral QuestionsDocument145 pagesOral QuestionsVinothen Raj100% (2)
- Power Palnt PerformanceDocument0 pagesPower Palnt PerformanceSHIVAJI CHOUDHURY100% (4)
- Centralized Control Main Equipment Operating Procedures Version II PDFDocument186 pagesCentralized Control Main Equipment Operating Procedures Version II PDFbakatNo ratings yet
- MUCLecture 2021 1013529Document10 pagesMUCLecture 2021 1013529mugentsukiyomi31No ratings yet
- Valve Point Loading of TurbinesDocument4 pagesValve Point Loading of TurbinesAmien Karim50% (2)
- 11 Diesel and Gas Turbine Worldwide 38TH Power Generation Odrer Survey 2014 PDFDocument5 pages11 Diesel and Gas Turbine Worldwide 38TH Power Generation Odrer Survey 2014 PDFaegean227100% (1)
- Power Projects ExperienceDocument224 pagesPower Projects ExperienceSurajPandeyNo ratings yet
- Mechanical Engineering Paper DDocument16 pagesMechanical Engineering Paper DAbhilash G NairNo ratings yet
- Flow CatalogueDocument20 pagesFlow CatalogueMinco100% (1)
- Boiler Other Steam Plant AccessoriesDocument5 pagesBoiler Other Steam Plant AccessoriesCollano M. Noel RogieNo ratings yet
- Steam TurbineDocument20 pagesSteam Turbinesachin140sNo ratings yet
- Condition Monitoring of Steam Turbines by Performance AnalysisDocument12 pagesCondition Monitoring of Steam Turbines by Performance AnalysisBao-Phuc NguyenNo ratings yet
- 20.06 - GEK110856j Steam Seal System RequirementsDocument24 pages20.06 - GEK110856j Steam Seal System RequirementsLIU100% (3)