
ChXPumpsandHydraulics FNL
ChXPumpsandHydraulics FNL
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cable Bracing SystemDocument10 pagesCable Bracing SystemAdrian DragusinNo ratings yet
- US-4406-8000093951 D-HSEF - CurveDocument6 pagesUS-4406-8000093951 D-HSEF - CurveAdrian DragusinNo ratings yet
- REXA Fit - Submersible Waste Water PumpsDocument22 pagesREXA Fit - Submersible Waste Water PumpsAdrian DragusinNo ratings yet
- Tabel Pompe NocchiDocument19 pagesTabel Pompe NocchiAdrian DragusinNo ratings yet
- Geostr C: Engineering and Testing ServicesDocument2 pagesGeostr C: Engineering and Testing ServicesTechnical Priyanka GroupNo ratings yet
- Quest Test 6 Wave Phenomena KEYDocument7 pagesQuest Test 6 Wave Phenomena KEYHa ViNo ratings yet
- Renewable Energy Sources and MethodsDocument225 pagesRenewable Energy Sources and MethodsSemir Đedović100% (1)
- Mayank Selection & Recruitment Process BluedartDocument5 pagesMayank Selection & Recruitment Process BluedartMayank SahuNo ratings yet
- Iso 7966 1993Document11 pagesIso 7966 1993Sci KelayNo ratings yet
- Ultra Dense NetworkDocument27 pagesUltra Dense NetworkYounesNo ratings yet
- Emerging Horizons in HRM FinalDocument72 pagesEmerging Horizons in HRM Finalprernanew100% (5)
- Aerospace Dissertation TopicsDocument7 pagesAerospace Dissertation TopicsPaySomeoneToDoMyPaperSanDiego100% (1)
- Lean StartupDocument10 pagesLean StartupAlfredo Romero GNo ratings yet
- RFQ-97 For Supply of Biscuit & Soap-2Document1 pageRFQ-97 For Supply of Biscuit & Soap-2Prodip Debnath NayanNo ratings yet
- Adam Izdebski & Michael Mulryan - Environment and Society in The Long LateDocument7 pagesAdam Izdebski & Michael Mulryan - Environment and Society in The Long Latecarlos murciaNo ratings yet
- Revised Copy of Wartsila 18V220SG ProjectDocument3 pagesRevised Copy of Wartsila 18V220SG ProjectZohaib AlamNo ratings yet
- 1 s2.0 S096098221730708X MainDocument5 pages1 s2.0 S096098221730708X Mainrotinda bilekNo ratings yet
- Commercial Negotiations NotesDocument14 pagesCommercial Negotiations NotesJoan Foster100% (1)
- MySQL Cheat Sheet PDFDocument2 pagesMySQL Cheat Sheet PDFEsha ShahNo ratings yet
- Verizon Wiretapping - Comments in Support of MR Cowie's ComplaintDocument8 pagesVerizon Wiretapping - Comments in Support of MR Cowie's ComplaintireportNo ratings yet
- 0 Theme 2 Stalin SOWDocument14 pages0 Theme 2 Stalin SOWEl DeNo ratings yet
- Front Wheel Assy. DrumDocument2 pagesFront Wheel Assy. DrumSoroj BiswasNo ratings yet
- 1g Rainbow Antimagic ColoringDocument9 pages1g Rainbow Antimagic ColoringRosanita NisviasariNo ratings yet
- IntroductionDocument15 pagesIntroductionMc Keteqman0% (2)
- MAN-PMI Off PDFDocument92 pagesMAN-PMI Off PDFarunNo ratings yet
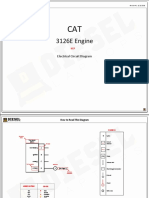
- 3126E Engine: Electrical Circuit DiagramDocument10 pages3126E Engine: Electrical Circuit DiagramPhil B.No ratings yet
- Minimum Wages in MaharashtraDocument6 pagesMinimum Wages in MaharashtrasalapeNo ratings yet
- Vacant Seats: 5-Year Integrated M.Sc. (Hons.) ProgrammesDocument2 pagesVacant Seats: 5-Year Integrated M.Sc. (Hons.) Programmesmana khantNo ratings yet
- Internship Report - AmtechDocument31 pagesInternship Report - AmtechRahil ShahNo ratings yet
- Flow of Communication: Emergency Response For Oil SpillageDocument5 pagesFlow of Communication: Emergency Response For Oil Spillagenarm nNo ratings yet
- 2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedDocument8 pages2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedAjit DeshmukhNo ratings yet
- Proces CostingDocument14 pagesProces CostingKenDedesNo ratings yet
- Parts List: JTR-MOL254/LBADocument74 pagesParts List: JTR-MOL254/LBAJoseNo ratings yet
- Free - Space W - Band Setup For The Electrical Characterization of Materials and MM - Wave ComponentsDocument44 pagesFree - Space W - Band Setup For The Electrical Characterization of Materials and MM - Wave ComponentsthomasNo ratings yet








































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cable Bracing SystemDocument10 pagesCable Bracing SystemAdrian DragusinNo ratings yet
- US-4406-8000093951 D-HSEF - CurveDocument6 pagesUS-4406-8000093951 D-HSEF - CurveAdrian DragusinNo ratings yet
- REXA Fit - Submersible Waste Water PumpsDocument22 pagesREXA Fit - Submersible Waste Water PumpsAdrian DragusinNo ratings yet
- Tabel Pompe NocchiDocument19 pagesTabel Pompe NocchiAdrian DragusinNo ratings yet
- Geostr C: Engineering and Testing ServicesDocument2 pagesGeostr C: Engineering and Testing ServicesTechnical Priyanka GroupNo ratings yet
- Quest Test 6 Wave Phenomena KEYDocument7 pagesQuest Test 6 Wave Phenomena KEYHa ViNo ratings yet
- Renewable Energy Sources and MethodsDocument225 pagesRenewable Energy Sources and MethodsSemir Đedović100% (1)
- Mayank Selection & Recruitment Process BluedartDocument5 pagesMayank Selection & Recruitment Process BluedartMayank SahuNo ratings yet
- Iso 7966 1993Document11 pagesIso 7966 1993Sci KelayNo ratings yet
- Ultra Dense NetworkDocument27 pagesUltra Dense NetworkYounesNo ratings yet
- Emerging Horizons in HRM FinalDocument72 pagesEmerging Horizons in HRM Finalprernanew100% (5)
- Aerospace Dissertation TopicsDocument7 pagesAerospace Dissertation TopicsPaySomeoneToDoMyPaperSanDiego100% (1)
- Lean StartupDocument10 pagesLean StartupAlfredo Romero GNo ratings yet
- RFQ-97 For Supply of Biscuit & Soap-2Document1 pageRFQ-97 For Supply of Biscuit & Soap-2Prodip Debnath NayanNo ratings yet
- Adam Izdebski & Michael Mulryan - Environment and Society in The Long LateDocument7 pagesAdam Izdebski & Michael Mulryan - Environment and Society in The Long Latecarlos murciaNo ratings yet
- Revised Copy of Wartsila 18V220SG ProjectDocument3 pagesRevised Copy of Wartsila 18V220SG ProjectZohaib AlamNo ratings yet
- 1 s2.0 S096098221730708X MainDocument5 pages1 s2.0 S096098221730708X Mainrotinda bilekNo ratings yet
- Commercial Negotiations NotesDocument14 pagesCommercial Negotiations NotesJoan Foster100% (1)
- MySQL Cheat Sheet PDFDocument2 pagesMySQL Cheat Sheet PDFEsha ShahNo ratings yet
- Verizon Wiretapping - Comments in Support of MR Cowie's ComplaintDocument8 pagesVerizon Wiretapping - Comments in Support of MR Cowie's ComplaintireportNo ratings yet
- 0 Theme 2 Stalin SOWDocument14 pages0 Theme 2 Stalin SOWEl DeNo ratings yet
- Front Wheel Assy. DrumDocument2 pagesFront Wheel Assy. DrumSoroj BiswasNo ratings yet
- 1g Rainbow Antimagic ColoringDocument9 pages1g Rainbow Antimagic ColoringRosanita NisviasariNo ratings yet
- IntroductionDocument15 pagesIntroductionMc Keteqman0% (2)
- MAN-PMI Off PDFDocument92 pagesMAN-PMI Off PDFarunNo ratings yet
- 3126E Engine: Electrical Circuit DiagramDocument10 pages3126E Engine: Electrical Circuit DiagramPhil B.No ratings yet
- Minimum Wages in MaharashtraDocument6 pagesMinimum Wages in MaharashtrasalapeNo ratings yet
- Vacant Seats: 5-Year Integrated M.Sc. (Hons.) ProgrammesDocument2 pagesVacant Seats: 5-Year Integrated M.Sc. (Hons.) Programmesmana khantNo ratings yet
- Internship Report - AmtechDocument31 pagesInternship Report - AmtechRahil ShahNo ratings yet
- Flow of Communication: Emergency Response For Oil SpillageDocument5 pagesFlow of Communication: Emergency Response For Oil Spillagenarm nNo ratings yet
- 2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedDocument8 pages2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedAjit DeshmukhNo ratings yet
- Proces CostingDocument14 pagesProces CostingKenDedesNo ratings yet
- Parts List: JTR-MOL254/LBADocument74 pagesParts List: JTR-MOL254/LBAJoseNo ratings yet
- Free - Space W - Band Setup For The Electrical Characterization of Materials and MM - Wave ComponentsDocument44 pagesFree - Space W - Band Setup For The Electrical Characterization of Materials and MM - Wave ComponentsthomasNo ratings yet