Download as pdf or txt
You might also like
- Weld Toe Burr Grinding ProcedureDocument3 pagesWeld Toe Burr Grinding ProcedureGaurav1 KhamkarNo ratings yet
- GB50236-98 Welding Code For Construction and Inspection of Field Equipment and Industrial PipingDocument198 pagesGB50236-98 Welding Code For Construction and Inspection of Field Equipment and Industrial PipingGiuseppe LucianiNo ratings yet
- Sfa-5 10Document23 pagesSfa-5 10Allen RosonNo ratings yet
- HK CS2 - 2012Document50 pagesHK CS2 - 2012bobbyccwNo ratings yet
- GB1499.2 2007Document5 pagesGB1499.2 2007lwin_oo243567% (3)
- 85 Book1-01022018eDocument279 pages85 Book1-01022018eDomNo ratings yet
- PVC Waterstop - Design Guide: Suggested Master SpecificationDocument4 pagesPVC Waterstop - Design Guide: Suggested Master Specificationarvin jay santarinNo ratings yet
- Cost Benefit Analysis of Steel Protection OptionsDocument4 pagesCost Benefit Analysis of Steel Protection Optionsmgonelli14No ratings yet
- Q345B PDFDocument2 pagesQ345B PDFAbdelkader DraïNo ratings yet
- Abs Vessel RulesDocument18 pagesAbs Vessel Rulesharikrishnanpd3327No ratings yet
- En 10225Document1 pageEn 10225cornelrusuNo ratings yet
- ChosunDocument201 pagesChosunsanketpavi21No ratings yet
- SurfacingDocument14 pagesSurfacingrahul063No ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationVIKRANTNo ratings yet
- DLT 5019-94 Specification For Manufacture-Erection and Formal Acceptance of Gate Hoist in Hydraulic and Hydroelectric ProjectsDocument50 pagesDLT 5019-94 Specification For Manufacture-Erection and Formal Acceptance of Gate Hoist in Hydraulic and Hydroelectric ProjectsAlexander GotteNo ratings yet
- Learn More About Charpy Impact TestingDocument25 pagesLearn More About Charpy Impact TestingGodwin A.udo-akanNo ratings yet
- Voestalpine Heavy Plate TTD ALDUR E 14012013Document13 pagesVoestalpine Heavy Plate TTD ALDUR E 14012013Dragan JerčićNo ratings yet
- Comparison Between PC Wire Test Result and JIS G3536 and SD Rev.F.Document1 pageComparison Between PC Wire Test Result and JIS G3536 and SD Rev.F.Jun Xian WaiNo ratings yet
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDocument15 pagesMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiNo ratings yet
- VicRoads Section 631 - Protective Treatment of SteelworkDocument17 pagesVicRoads Section 631 - Protective Treatment of Steelworkbraden100% (1)
- Páginas de Steel Structutures PDFDocument75 pagesPáginas de Steel Structutures PDFWilliam PolNo ratings yet
- Industries: The Manila'S Expert EngineersDocument12 pagesIndustries: The Manila'S Expert EngineersJohn Carlos Moralidad CriticaNo ratings yet
- Rimmed Vs Killed SteelDocument1 pageRimmed Vs Killed SteelMuthuKumarNo ratings yet
- Aws 5.36Document2 pagesAws 5.36ManikandanNo ratings yet
- Astm A572m PDFDocument4 pagesAstm A572m PDFrianaseptianiNo ratings yet
- AB 036090 001 Joints For Cement Lined Pipe PDFDocument1 pageAB 036090 001 Joints For Cement Lined Pipe PDFfdfazfzNo ratings yet
- NB-T 47003.1-2009 钢制焊接常压容器Document92 pagesNB-T 47003.1-2009 钢制焊接常压容器Yu Chen100% (1)
- Steel Ss41p Jis g3101Document7 pagesSteel Ss41p Jis g3101mahmoud_allam3No ratings yet
- Reaffirmed 1998Document11 pagesReaffirmed 1998Jagan NathanNo ratings yet
- A 1031 - 04 Qtewmze - PDFDocument4 pagesA 1031 - 04 Qtewmze - PDFqueno1No ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- Comparativereviewofawsd 11 Csaw 471 Andcsaw 59Document25 pagesComparativereviewofawsd 11 Csaw 471 Andcsaw 59qc_531040655No ratings yet
- Vecom - Japanese BlackDocument2 pagesVecom - Japanese Blackdiaccessltd_17172961No ratings yet
- GB50017-2003 EngDocument61 pagesGB50017-2003 Engpich222No ratings yet
- En 10016-2Document12 pagesEn 10016-2Andrei BalázsNo ratings yet
- Difference Between Stainless Steel Grade SS316 & SS316LDocument1 pageDifference Between Stainless Steel Grade SS316 & SS316LSableen SinghNo ratings yet
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- Modern Prestressed Concrete Highway Bridge SuperstructuresDocument255 pagesModern Prestressed Concrete Highway Bridge Superstructuresandrijapopovic100% (1)
- SherardizingDocument2 pagesSherardizingRichard HockleyNo ratings yet
- BS 7334-8-Measuring Instruments For BuildingDocument25 pagesBS 7334-8-Measuring Instruments For BuildinggadNo ratings yet
- 5083 Aluminum Plate SuppliersDocument9 pages5083 Aluminum Plate Supplierssanghvi overseas incNo ratings yet
- Hobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)Document2 pagesHobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)RodrigoNo ratings yet
- Jis G3452Document7 pagesJis G3452Bahtiar Anak LaNangNo ratings yet
- Control of CorrosionDocument12 pagesControl of CorrosionSyed ShahbazNo ratings yet
- Concrete Quality Control Planning According To UNI EN 13670Document10 pagesConcrete Quality Control Planning According To UNI EN 13670Querubin R Yolando Jr.No ratings yet
- TWI Paper On Fatigue and GridingDocument42 pagesTWI Paper On Fatigue and GridingKatsaras SotirisNo ratings yet
- Astm A6Document5 pagesAstm A6SHYAM SINGHNo ratings yet
- ES 49BranchConnections PDFDocument7 pagesES 49BranchConnections PDFprabuharan89No ratings yet
- Cracks in WeldsDocument19 pagesCracks in Weldsjesycuban100% (1)
- JIS Seamless PipeDocument8 pagesJIS Seamless PipeJay PanalanginNo ratings yet
- SAMJIN Product Catalog - EngDocument32 pagesSAMJIN Product Catalog - EngHetoreNo ratings yet
- Dillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedDocument4 pagesDillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedBui Chi TamNo ratings yet
- 13 - Q+T Steels & Welding Q+T SteelsDocument22 pages13 - Q+T Steels & Welding Q+T SteelsbbqarNo ratings yet
- Steels For Oil - Gas - ExplorationDocument16 pagesSteels For Oil - Gas - Explorationدكتور مهندس جمال الشربينىNo ratings yet
- Dillimax 690 eDocument4 pagesDillimax 690 ePrabhakar TiwariNo ratings yet
- X-Cor Boiler Plates and Pressure Vessel Steels en PDFDocument8 pagesX-Cor Boiler Plates and Pressure Vessel Steels en PDFIgor GrujićNo ratings yet
- IslahDocument2 pagesIslahnecdet_karagülleNo ratings yet
- Ruukki Hot Rolled Steels Processing of Material WeldingDocument11 pagesRuukki Hot Rolled Steels Processing of Material Weldingprince5621No ratings yet
- Fine-Grain Structural Steels, Normalised Rolled: Mechanical PropertiesDocument2 pagesFine-Grain Structural Steels, Normalised Rolled: Mechanical PropertieswentropremNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- CV of Mr. K V PrakashDocument4 pagesCV of Mr. K V PrakashmechkashanNo ratings yet
- 003Document27 pages003NeoNo ratings yet
- KG-SSG-109 REV. F Drawing No.: Edge Break Edge Break 1 1 1000 4850Document1 pageKG-SSG-109 REV. F Drawing No.: Edge Break Edge Break 1 1 1000 4850mechkashanNo ratings yet
- SS 1.4313Document2 pagesSS 1.4313mechkashanNo ratings yet
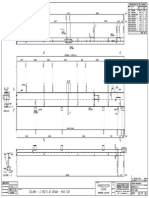
- Column - 1 Req'D As Drawn - MKD C38: Issue FabricationDocument1 pageColumn - 1 Req'D As Drawn - MKD C38: Issue FabricationmechkashanNo ratings yet
- BV Guide GMED - enDocument63 pagesBV Guide GMED - enmechkashanNo ratings yet
- R 600Document1 pageR 600Sergio Choque lopezNo ratings yet
- Ejhg 201324Document7 pagesEjhg 201324sssssNo ratings yet
- Proceeding 1 (Cellulolytic and Proteolytic Yeast)Document6 pagesProceeding 1 (Cellulolytic and Proteolytic Yeast)Syifa AuliaNo ratings yet
- Seminar Report ON " Bendable Concrete"Document30 pagesSeminar Report ON " Bendable Concrete"Nagesh Chitari83% (6)
- Experimental Behaviour of Aluminium T-Stub Connections: Connections in Steel Structures V - Amsterdam - June 3-4, 2004 65Document12 pagesExperimental Behaviour of Aluminium T-Stub Connections: Connections in Steel Structures V - Amsterdam - June 3-4, 2004 65DjordjeDjNo ratings yet
- Goulds Pumps 3175Document15 pagesGoulds Pumps 3175Mohamed KishkNo ratings yet
- Reverse Transcription Polymerase Chain Reaction - WikipediaDocument86 pagesReverse Transcription Polymerase Chain Reaction - WikipediaSayyed MoinNo ratings yet
- States of Matter-Iii SolidsDocument6 pagesStates of Matter-Iii SolidsMansoor SarwarNo ratings yet
- 1 s2.0 S2213956722002365 MainDocument10 pages1 s2.0 S2213956722002365 MainResego PhiriNo ratings yet
- PublishedneemfullpaperDocument6 pagesPublishedneemfullpaperClinton John Evangelista JuadiongNo ratings yet
- 0571 s16 QP 1 PDFDocument14 pages0571 s16 QP 1 PDFjordan lesegoNo ratings yet
- 13-09-2020 - JR - Super60 (In Com) - Jee-Adv (2016-P2) - WTA-12 - Question Paper PDFDocument18 pages13-09-2020 - JR - Super60 (In Com) - Jee-Adv (2016-P2) - WTA-12 - Question Paper PDFbadisa booksNo ratings yet
- PI e LDLC - PRECIP 4Document2 pagesPI e LDLC - PRECIP 4Zumaira AbbasNo ratings yet
- 04 Samss 041Document6 pages04 Samss 041Awais CheemaNo ratings yet
- PRIMO Lubricants CatalogDocument26 pagesPRIMO Lubricants CatalogPrimo Talk100% (3)
- PaprikaDocument9 pagesPaprikaKeropkerop KeropNo ratings yet
- Growth CurveDocument4 pagesGrowth Curvedinchus_106No ratings yet
- Power and Industrial Plant Engineering 1Document7 pagesPower and Industrial Plant Engineering 1Ella Grace GalangNo ratings yet
- CSIR Chemical Sciences Solved December 2012Document57 pagesCSIR Chemical Sciences Solved December 2012Srinidhi A BelieverNo ratings yet
- GalvanizingDocument4 pagesGalvanizingAlsonChinNo ratings yet
- Electrolysis SummaryDocument1 pageElectrolysis SummaryrgblackmanNo ratings yet
- European Foundation Design For Seasonally Frozen GroundDocument127 pagesEuropean Foundation Design For Seasonally Frozen GroundLevente SikoNo ratings yet
- Q/Lam&Ijfiij E@ Rmf5 ?M - : Fa-DwDocument5 pagesQ/Lam&Ijfiij E@ Rmf5 ?M - : Fa-Dwsingaravelan narayanasamyNo ratings yet
- Common Header Line For Pump TestingDocument8 pagesCommon Header Line For Pump TestingNovesa NurgirisiaNo ratings yet
- NPNs and Kidney Function TestsDocument10 pagesNPNs and Kidney Function TestsAngelo Jude CobachaNo ratings yet
- Salt Analysis ProcedureDocument8 pagesSalt Analysis ProcedureIzuku MidoriaNo ratings yet
- Iq345 100 QC QCP 00411 - RaDocument15 pagesIq345 100 QC QCP 00411 - RaMelih SENTURKNo ratings yet
- Basic Microfluidic ConceptsDocument3 pagesBasic Microfluidic ConceptsKanika SinghNo ratings yet
- Chemical: Fuel Is Any Material That StoresDocument4 pagesChemical: Fuel Is Any Material That StoreshenybamNo ratings yet
- MSDS TSSDocument1 pageMSDS TSSArdhy LazuardyNo ratings yet