Download as pdf or txt
You might also like
- Introduction To Six Sigma and Process Improvement 2nd Edition Evans Solutions Manual 1Document28 pagesIntroduction To Six Sigma and Process Improvement 2nd Edition Evans Solutions Manual 1adam98% (48)
- Structural Steel ContractDocument3 pagesStructural Steel ContractRini ButarbutarNo ratings yet
- Operation's Management ReviewerDocument16 pagesOperation's Management ReviewerAnna Jo100% (2)
- Assignment MAT Daubek IsmailovDocument13 pagesAssignment MAT Daubek IsmailovDaubek IsmailovNo ratings yet
- CGC-ITP-MECH-002-Irrigation SystemDocument6 pagesCGC-ITP-MECH-002-Irrigation SystemSajad Pk100% (1)
- Jit Production To Reduce Inventory Level-SynopsisDocument5 pagesJit Production To Reduce Inventory Level-SynopsisNageshwar SinghNo ratings yet
- Proposal Haile 2Document7 pagesProposal Haile 2birhanubic23No ratings yet
- 17ME664 TQM Module 4Document31 pages17ME664 TQM Module 4Mohsin MominNo ratings yet
- Introduction To Six Sigma and Process Improvement 2Nd Edition Evans Solutions Manual Full Chapter PDFDocument36 pagesIntroduction To Six Sigma and Process Improvement 2Nd Edition Evans Solutions Manual Full Chapter PDFlisa.velasco914100% (15)
- Innovation Performance MeasurementDocument19 pagesInnovation Performance MeasurementHaythem AYACHINo ratings yet
- A Proposed White-Collar Workforce Performance Measurement FrameworkDocument19 pagesA Proposed White-Collar Workforce Performance Measurement FrameworkP S Lakshmi KanthanNo ratings yet
- Practical Improvement Planning For FactoriesDocument158 pagesPractical Improvement Planning For FactoriesIrani MohsenNo ratings yet
- Implementation of The 5S System As A Factor For Improving The Quality Management PDFDocument6 pagesImplementation of The 5S System As A Factor For Improving The Quality Management PDFEva Eh GiàNo ratings yet
- MGT510 Mid Term Important Subjective by RanaDocument25 pagesMGT510 Mid Term Important Subjective by Ranabhatti's style bhattiNo ratings yet
- Om CH-1Document19 pagesOm CH-1shitay senbetaNo ratings yet
- Acknowledgment 1111Document30 pagesAcknowledgment 1111Alfan KotadiaNo ratings yet
- Total Quality Management in The Food Industry - Cu PDFDocument6 pagesTotal Quality Management in The Food Industry - Cu PDFJonilo UrgelNo ratings yet
- Implementing Manufacturing Execution Systems Within Large OrganisationsDocument75 pagesImplementing Manufacturing Execution Systems Within Large OrganisationsBramwill BruindersNo ratings yet
- Methods of Research - Term PaperDocument6 pagesMethods of Research - Term PaperOLAOLUWANLESI ADANLAWO ELISHANo ratings yet
- TQM - Lean and Six SigmaDocument4 pagesTQM - Lean and Six SigmaMohamad AbrarNo ratings yet
- Jasdeep SynopsisDocument8 pagesJasdeep SynopsisNageshwar SinghNo ratings yet
- Synopsis ON "A Detailed Study On Just in Time Production To Reduce Inventory Level in Cipla Limitd"Document8 pagesSynopsis ON "A Detailed Study On Just in Time Production To Reduce Inventory Level in Cipla Limitd"Nageshwar SinghNo ratings yet
- Chapter 1 ObjectivesDocument9 pagesChapter 1 ObjectivesMuhammad NadeemNo ratings yet
- KPI of Maintenance Management in Beverage IndustryDocument8 pagesKPI of Maintenance Management in Beverage IndustryDon AndrianoNo ratings yet
- Final Project MalathiDocument73 pagesFinal Project MalathiLashPrabhaSekarNo ratings yet
- Competitive Capability Assessment of Industrial Companies Within The Framework of Advanced Innovation Design ApproachDocument1 pageCompetitive Capability Assessment of Industrial Companies Within The Framework of Advanced Innovation Design Approachjoshua laraNo ratings yet
- IT Requirements of Business Process Management in Practice - An Empirical StudyDocument8 pagesIT Requirements of Business Process Management in Practice - An Empirical StudySumit KainthNo ratings yet
- IE Assignment (6-B) PDFDocument36 pagesIE Assignment (6-B) PDFhuzayfa ShaikhNo ratings yet
- Activity1 Introduction To Operations ManagementDocument5 pagesActivity1 Introduction To Operations Managementnisperos.majanelleNo ratings yet
- Chapter-Ii Review of LiteratureDocument39 pagesChapter-Ii Review of LiteratureDrPallati SujendraNo ratings yet
- Operations Management - AssignmentDocument6 pagesOperations Management - AssignmentPrashant ThakareNo ratings yet
- Unesco - Eolss Sample Chapters: Principles and Tools of Total Quality ManagementDocument0 pagesUnesco - Eolss Sample Chapters: Principles and Tools of Total Quality ManagementKin SkyeNo ratings yet
- CSP NouraDocument17 pagesCSP NouraRose DallyNo ratings yet
- To Analyze The Use of Statistical Tool/S For Cost Effectiveness and Quality of ProductsDocument11 pagesTo Analyze The Use of Statistical Tool/S For Cost Effectiveness and Quality of ProductsInternational Organization of Scientific Research (IOSR)No ratings yet
- Research ProposalDocument19 pagesResearch ProposalMuhammad Mazhar JavedNo ratings yet
- White Paper On Business Process LifecycleDocument29 pagesWhite Paper On Business Process LifecycleGimrees SamNo ratings yet
- Footwear Streamline Hidalgo MéxicoDocument26 pagesFootwear Streamline Hidalgo MéxicoSinedine MXNo ratings yet
- Amm PDFDocument13 pagesAmm PDFShruti AirenNo ratings yet
- Performance Measurement System Design A Literature Review and Research Agenda PDFDocument5 pagesPerformance Measurement System Design A Literature Review and Research Agenda PDFgvzh54d3No ratings yet
- Quality Management EssayDocument9 pagesQuality Management Essayselinasimpson331No ratings yet
- Strategy, Structure, and Performance in Product Development: Observations From The AutoDocument49 pagesStrategy, Structure, and Performance in Product Development: Observations From The AutoSumeet LadsaongikarNo ratings yet
- Impact From 5sDocument7 pagesImpact From 5sNisaa RahmiNo ratings yet
- Q Bank IE ME 361Document22 pagesQ Bank IE ME 361govind bhardwajNo ratings yet
- MGT510-MidTerm-By Rana Abubakar KhanDocument24 pagesMGT510-MidTerm-By Rana Abubakar KhanSaqib MalghaniNo ratings yet
- MAKALAH B.inggris Manajemen Produksi EgaDocument14 pagesMAKALAH B.inggris Manajemen Produksi EgaTrodjenNo ratings yet
- Module 3Document47 pagesModule 3ashir807No ratings yet
- Final MRPDocument25 pagesFinal MRPGodwilNo ratings yet
- A Framework For The AnalysisDocument42 pagesA Framework For The AnalysisAfzaal AliNo ratings yet
- Bourne, M. & Neely A. (2000) PDFDocument6 pagesBourne, M. & Neely A. (2000) PDFJasper de VeenNo ratings yet
- Chapter (1) : Methodology and An: 1-1 IntroductionDocument176 pagesChapter (1) : Methodology and An: 1-1 IntroductionDhruv SarmaNo ratings yet
- Downtime in The Automotive Industry Production ProDocument18 pagesDowntime in The Automotive Industry Production ProWesley SupervilleNo ratings yet
- Article Review 1Document10 pagesArticle Review 1seid negashNo ratings yet
- Chapter 3Document63 pagesChapter 3prachi singlaNo ratings yet
- Six Sigma in Telco's PDFDocument7 pagesSix Sigma in Telco's PDFsiebrand982100% (2)
- IntroductionDocument3 pagesIntroductionAgNo ratings yet
- New Product 2Document14 pagesNew Product 2IAEME PublicationNo ratings yet
- TQM Implementation Project Report - SCDLDocument50 pagesTQM Implementation Project Report - SCDLSantosh Kumar MahtoNo ratings yet
- Chapter 5 SummaryDocument5 pagesChapter 5 SummaryMarioNo ratings yet
- Step 1 - Identifying Problems, Opportunities, and ObjectivesDocument9 pagesStep 1 - Identifying Problems, Opportunities, and ObjectivesAshley Brian Morales0% (1)
- Full TextDocument19 pagesFull Textjose ordoñezNo ratings yet
- Operations Research EM - 505: Lecture - 8: TransportationDocument3 pagesOperations Research EM - 505: Lecture - 8: TransportationTropic ThunderNo ratings yet
- Lecture 14 - InventoryDocument1 pageLecture 14 - InventoryTropic ThunderNo ratings yet
- ICM Envelopes Budgets and Rules Final 20160614Document2 pagesICM Envelopes Budgets and Rules Final 20160614Tropic ThunderNo ratings yet
- Digital ReceiptDocument1 pageDigital ReceiptTropic ThunderNo ratings yet
- Process PlansDocument1 pageProcess PlansTropic ThunderNo ratings yet
- Concurrent EngineeringDocument1 pageConcurrent EngineeringTropic ThunderNo ratings yet
- Code Holes Sprocket Holes Hole Numbering Sequence: Dia 0.072 Inch Dia 0.046 InchDocument1 pageCode Holes Sprocket Holes Hole Numbering Sequence: Dia 0.072 Inch Dia 0.046 InchTropic ThunderNo ratings yet
- Productivity Improvement Via Lean Manufacturing (For NED Students)Document1 pageProductivity Improvement Via Lean Manufacturing (For NED Students)Tropic ThunderNo ratings yet
- National Guard Black Belt Training: Takt TimeDocument15 pagesNational Guard Black Belt Training: Takt TimeTropic ThunderNo ratings yet
- Supply Chain Design and Analysis PDFDocument14 pagesSupply Chain Design and Analysis PDFTropic Thunder100% (1)
- 4 Unit 2 - Solid State Welding (SSW)Document33 pages4 Unit 2 - Solid State Welding (SSW)Aditya Kumar100% (2)
- Mivec: MIVEC (Mitsubishi Innovative Valve Timing Electronic Control System)Document5 pagesMivec: MIVEC (Mitsubishi Innovative Valve Timing Electronic Control System)alibababujanglapokNo ratings yet
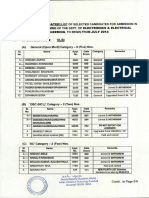
- Fourth & Final (Updated) List Mtech Electronics & Electrical Engineering, JULY 2014Document9 pagesFourth & Final (Updated) List Mtech Electronics & Electrical Engineering, JULY 2014S SharmaNo ratings yet
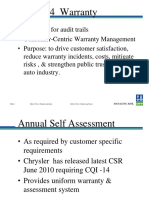
- CQI 14 Warranty June 2013Document10 pagesCQI 14 Warranty June 2013bhavyamanglaNo ratings yet
- Item Description of Works Unit Rate (S$) 1 Piling 1.1 Timber PilesDocument115 pagesItem Description of Works Unit Rate (S$) 1 Piling 1.1 Timber PilesyisangNo ratings yet
- Press Release: Best of NAIOP Northern Virginia Award WinnersDocument3 pagesPress Release: Best of NAIOP Northern Virginia Award WinnersAnonymous Feglbx5No ratings yet
- DE50AV Horizonal Auger Packer Brochure 2016 PDFDocument18 pagesDE50AV Horizonal Auger Packer Brochure 2016 PDFJoão BaptistaNo ratings yet
- PR01301 Eurol Product CatalogueDocument57 pagesPR01301 Eurol Product CatalogueMarco LizanaNo ratings yet
- MC 1-04 Web PDFDocument24 pagesMC 1-04 Web PDFDiogo CordovaNo ratings yet
- BS 1212 Part 3Document22 pagesBS 1212 Part 3Simon Law100% (1)
- KNVV SAP Table - Customer Master Sales Data: Field Data Element Data Type Length ChecktableDocument3 pagesKNVV SAP Table - Customer Master Sales Data: Field Data Element Data Type Length ChecktableersinghbadalNo ratings yet
- NASA Eng Drawing Practices Vol1 Aerospace N Ground Support EquipmentDocument44 pagesNASA Eng Drawing Practices Vol1 Aerospace N Ground Support EquipmentWeerachart KulsirikasemNo ratings yet
- Ware House 3PL ProcessesDocument119 pagesWare House 3PL ProcessesSudeep SahuNo ratings yet
- How To... Select Multiple Values in A Dropdown BoxDocument15 pagesHow To... Select Multiple Values in A Dropdown Boxkalicharan13No ratings yet
- Commuters' Perceptions of Public Transport Service in South AfricaDocument13 pagesCommuters' Perceptions of Public Transport Service in South AfricaCentre of Excellence for Scientific & Research Journalism, COES&RJ-JLLCNo ratings yet
- Design For Manufacturing and Assembly Web ReferencesDocument3 pagesDesign For Manufacturing and Assembly Web ReferencesGopinath GangadhariNo ratings yet
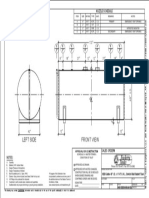
- Front View Left Side: Nozzle ScheduleDocument1 pageFront View Left Side: Nozzle ScheduleAlex WilmerNo ratings yet
- Certification 22000 Di Industri Kemasan Pangan: Analisis Pemenuhan Persyaratan Food Safety SystemDocument8 pagesCertification 22000 Di Industri Kemasan Pangan: Analisis Pemenuhan Persyaratan Food Safety SystemPeris tiantoNo ratings yet
- An RFID-based Tracking System For Denim Production ProcessesDocument14 pagesAn RFID-based Tracking System For Denim Production Processessilo olisNo ratings yet
- Prepared by Mr. Amit Manglani, Assistant Professor, Department of Commerce, GGVDocument7 pagesPrepared by Mr. Amit Manglani, Assistant Professor, Department of Commerce, GGVsaranya pugazhenthiNo ratings yet
- Installation Process: TITLE: EQUIPMENT/FURNISHING - 751A3000200-200 - Sink ReplacementDocument8 pagesInstallation Process: TITLE: EQUIPMENT/FURNISHING - 751A3000200-200 - Sink Replacementagungrizky.batNo ratings yet
- Advanced Cost AccountingDocument27 pagesAdvanced Cost AccountingSumit RajpuraNo ratings yet
- Quiz Questiob by SiarusDocument2 pagesQuiz Questiob by SiarusSiarus Sahbiat PriomNo ratings yet
- Surge Arrestors and Insulator CatalogueDocument4 pagesSurge Arrestors and Insulator CatalogueLucas MlbNo ratings yet
- Db2 Reorg HelpDocument2 pagesDb2 Reorg Helpkoool_kingNo ratings yet
- 10895-2 UsDocument11 pages10895-2 Usabdo alkawanNo ratings yet
- Corporate Profile - SHPLDocument47 pagesCorporate Profile - SHPLprakash iyerNo ratings yet
- Energy Data Management: SAP Solution in Detail SAP For UtilitiesDocument20 pagesEnergy Data Management: SAP Solution in Detail SAP For UtilitieschiboogimanNo ratings yet