Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ufc 1 200 01 PDFDocument28 pagesUfc 1 200 01 PDFadangkoswaraNo ratings yet
- Annex V-Bill of Quantities (BoQ)Document18 pagesAnnex V-Bill of Quantities (BoQ)SCReddy100% (1)
- 123Document1 page123rahulmnm007No ratings yet
- g10 Fr4 DatasheetDocument1 pageg10 Fr4 DatasheetrajendaranNo ratings yet
- Fact-Sheet-No.-28-Aug-2018 Oxyfuel Safety - Check Valves and Flashback ArrestorsDocument3 pagesFact-Sheet-No.-28-Aug-2018 Oxyfuel Safety - Check Valves and Flashback ArrestorsCarlos BustamanteNo ratings yet
- The Global Wgs 84 CoordinateDocument3 pagesThe Global Wgs 84 CoordinateBenedicta Dian AlfandaNo ratings yet
- GDT - Milde Daniel-Not BadDocument8 pagesGDT - Milde Daniel-Not BadPraveen CoolNo ratings yet
- Static Strength Analysis of Pin-Loaded LugsDocument6 pagesStatic Strength Analysis of Pin-Loaded LugsAlfonso BautistaNo ratings yet
- Ce TopicDocument8 pagesCe TopicKyle MarfsNo ratings yet
- Design and Fabrication of Angular DrillingDocument8 pagesDesign and Fabrication of Angular DrillingvasanthNo ratings yet
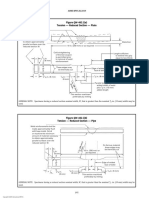
- Figure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Document2 pagesFigure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Carlos Lluen AquinoNo ratings yet
- AA RW 555 Templ LoDocument1 pageAA RW 555 Templ LoRahul KumarNo ratings yet
- PM1000 6000 PLSED310053EN - (Print)Document18 pagesPM1000 6000 PLSED310053EN - (Print)JoseVela82No ratings yet
- Brochure ZWCAD Mechanical 2019Document2 pagesBrochure ZWCAD Mechanical 2019Viet NguyenNo ratings yet
- EEVX.1 RhrterDocument29 pagesEEVX.1 RhrterKais BahrouniNo ratings yet
- Sonardyne Scout USBLDocument3 pagesSonardyne Scout USBLZair VaikamNo ratings yet
- SATS SAR Rectangular Portals: (Rail Application Stormwater Culvert) - Class 1 LoadingDocument1 pageSATS SAR Rectangular Portals: (Rail Application Stormwater Culvert) - Class 1 LoadingEphraim BarezNo ratings yet
- Used Water Submission ProceduresDocument26 pagesUsed Water Submission Procedurescloud6521100% (1)
- MDocument13 pagesMWarren RiveraNo ratings yet
- Conex Brochure 2017Document2 pagesConex Brochure 2017Lmf DanielNo ratings yet
- Shreeji Multi-Tech ServicesDocument4 pagesShreeji Multi-Tech ServicesSHREEJI MULTIT-ECHNo ratings yet
- Safety Ralay g9sbDocument10 pagesSafety Ralay g9sbDragoslav DjorovicNo ratings yet
- Tension Control SystemsDocument2 pagesTension Control SystemsSheik HassanNo ratings yet
- Gorman-Rupp Pumps - Selection & Application of Self-Priming Centrifugal PumpsDocument8 pagesGorman-Rupp Pumps - Selection & Application of Self-Priming Centrifugal PumpsVic Van PeborghNo ratings yet
- Dremel 2012-2013 PDFDocument70 pagesDremel 2012-2013 PDFMarcelo AlegreNo ratings yet
- As 1334.12-1996 Methods of Testing Conveyor and Elevator Belting Determination of Combustion Propagation CharDocument2 pagesAs 1334.12-1996 Methods of Testing Conveyor and Elevator Belting Determination of Combustion Propagation CharSAI Global - APAC0% (1)
- Canon Pixma TS8350Document2 pagesCanon Pixma TS8350Mr. ZaiNo ratings yet
- tb0-104 Tibco Software Certification Tibco Software Inc Tibco Enterprise Message Service 4 ExamDocument6 pagestb0-104 Tibco Software Certification Tibco Software Inc Tibco Enterprise Message Service 4 ExamSathykanth YoginathNo ratings yet
- Robust Data Synchronization With IBM Tivoli Directory Integrator Sg246164Document510 pagesRobust Data Synchronization With IBM Tivoli Directory Integrator Sg246164bupbechanhNo ratings yet
- Critical Design Configuration Control LimitationsDocument3 pagesCritical Design Configuration Control LimitationsHESTI BASUKINo ratings yet