
Sustarinc ds2012
Sustarinc ds2012
You might also like
- En 1.4301Document1 pageEn 1.4301sheinilaNo ratings yet
- AICC Score Cracking With Winter AddendumDocument20 pagesAICC Score Cracking With Winter AddendumJavier Martinez CañalNo ratings yet
- O Ring BrochureDocument36 pagesO Ring BrochureJesus N RodriguezNo ratings yet
- Trovidur ds2012Document2 pagesTrovidur ds2012Nick BesterNo ratings yet
- ASTM 52100 Material Del Tornillo de PotenciaDocument3 pagesASTM 52100 Material Del Tornillo de PotenciaEsteban CarrilloNo ratings yet
- Polyacetal Copolymer POM-C Engineering ThermoplasticsDocument9 pagesPolyacetal Copolymer POM-C Engineering Thermoplasticshudi_leksonoNo ratings yet
- PETg Data SheetDocument4 pagesPETg Data SheetVikram BorkhediyaNo ratings yet
- Ball Valve TJ (21 Sep 16)Document24 pagesBall Valve TJ (21 Sep 16)TeukuJoharNo ratings yet
- Machining Guidelines - For Semi Finished Plastics PDFDocument28 pagesMachining Guidelines - For Semi Finished Plastics PDFDhean AdhaNo ratings yet
- PE100 TechHandbook PDFDocument64 pagesPE100 TechHandbook PDFIvan CastroNo ratings yet
- PTA WeldingDocument11 pagesPTA Weldingpavi32No ratings yet
- ST Lawrence Ultra-MetDocument6 pagesST Lawrence Ultra-Metmpcd07No ratings yet
- Machine Builders Curbell PlasticsDocument4 pagesMachine Builders Curbell PlasticsVishal V BhagwatNo ratings yet
- Chemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpDocument13 pagesChemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpEdinsonNo ratings yet
- Man Tek CouplingsDocument8 pagesMan Tek CouplingsBenjamin StricklandNo ratings yet
- Chilled Water Fittings - CoDocument209 pagesChilled Water Fittings - CoHarish MenonNo ratings yet
- Coatings and InhibitorDocument23 pagesCoatings and Inhibitordip_maan100% (1)
- Specialty Plastics-Liquid Crystal PolymersDocument28 pagesSpecialty Plastics-Liquid Crystal PolymersAshutosh SachanNo ratings yet
- Design Fab B E 09122014Document44 pagesDesign Fab B E 09122014HermanNo ratings yet
- Machining Guidelines For Semi Finished PlasticsDocument28 pagesMachining Guidelines For Semi Finished PlasticsRedRobynNo ratings yet
- ABS (Acrylonitrile Butadiene Styrene) :: S.R. No. Propery ASTM Test Method Units ABS FR Physical MechanicalDocument1 pageABS (Acrylonitrile Butadiene Styrene) :: S.R. No. Propery ASTM Test Method Units ABS FR Physical Mechanicalshailesh284No ratings yet
- Fabricating and Machining UHMWPE PDFDocument2 pagesFabricating and Machining UHMWPE PDFganeshNo ratings yet
- Current Research in Plastic GearsDocument31 pagesCurrent Research in Plastic GearsAvinash Upmanyu BhardwajNo ratings yet
- Leading High Heat-Resistant PolymersDocument12 pagesLeading High Heat-Resistant PolymerstilakmirleNo ratings yet
- Industrial Tour ReportDocument31 pagesIndustrial Tour ReportVipul AgarwalNo ratings yet
- PEER Seals CatalogDocument64 pagesPEER Seals CatalogRodatecnia Javier100% (1)
- Ficha Tecnica PikotekDocument2 pagesFicha Tecnica Pikoteking_arriagaNo ratings yet
- MCS Staubli Z515eDocument16 pagesMCS Staubli Z515eleheteNo ratings yet
- Rubber Seal - O Rings - IRIDocument35 pagesRubber Seal - O Rings - IRIGnaneshNo ratings yet
- O Ring WikipediaDocument8 pagesO Ring WikipediaLong NguyenNo ratings yet
- Automotive Applications Guide: Fluid Transfer Wiring Harness Electric Motor Battery Systems Sensors/Fiber OpticsDocument2 pagesAutomotive Applications Guide: Fluid Transfer Wiring Harness Electric Motor Battery Systems Sensors/Fiber OpticsHpPevilionNo ratings yet
- Alumec PDFDocument7 pagesAlumec PDFetamil87No ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Acetal Info FinalDocument3 pagesAcetal Info FinalSteven WhitacreNo ratings yet
- Non Metallic Flat GasketsDocument4 pagesNon Metallic Flat GasketsMarko ZoricicNo ratings yet
- PV Specificna Velicina Za PA6 Plastiku - QUADRANT-Products - Applications - GuideDocument44 pagesPV Specificna Velicina Za PA6 Plastiku - QUADRANT-Products - Applications - Guide022freeNo ratings yet
- PlasticDocument2 pagesPlasticfirdoshkhan715No ratings yet
- Loctite 243™: Technical Data SheetDocument4 pagesLoctite 243™: Technical Data SheetRadu_ISNo ratings yet
- Austenitic Stainless Steel 1.4304 1.4307Document1 pageAustenitic Stainless Steel 1.4304 1.4307arunava001No ratings yet
- Prime Surface Plate CoilDocument12 pagesPrime Surface Plate CoilGrimmo1979No ratings yet
- Machining Instructions Quadrant EPP Version 2014Document19 pagesMachining Instructions Quadrant EPP Version 2014aldiNo ratings yet
- Hard Chrome PlatingDocument2 pagesHard Chrome PlatingGuru SamyNo ratings yet
- Devcon Plastic Steel Putty (A) - TDSDocument3 pagesDevcon Plastic Steel Putty (A) - TDSsibi_s_raj100% (2)
- LCP PresentationDocument14 pagesLCP Presentationlakhancipet100% (1)
- Style 38 Bolted Couplings For Steel PipeDocument3 pagesStyle 38 Bolted Couplings For Steel PipeAndrres UlloaNo ratings yet
- Philippine Agricultural Engineering Standard Paes 319: 2002 Engineering Materials - Engineering Plastics - Specifications and ApplicationsDocument7 pagesPhilippine Agricultural Engineering Standard Paes 319: 2002 Engineering Materials - Engineering Plastics - Specifications and ApplicationsMario Labitad Anore Jr.No ratings yet
- Paes Combined MachineDocument212 pagesPaes Combined MachineMaria Joana Abueva TabadaNo ratings yet
- ABS Catalog PDFDocument47 pagesABS Catalog PDFDenise Koh Chin HuiNo ratings yet
- Azolla Af 46 TdsDocument1 pageAzolla Af 46 TdsahmetNo ratings yet
- Welding WireDocument20 pagesWelding WirefoxmancementNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Metallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsFrom EverandMetallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyFrom EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- AtlanticDocument92 pagesAtlanticNarcis Iulian BoteaNo ratings yet
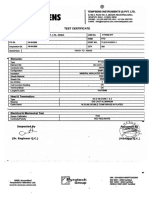
- ., TEMPSENS: Test CertificateDocument19 pages., TEMPSENS: Test CertificateSher Bahadur VermaNo ratings yet
- 1 s2.0 S025789721630901X MainDocument7 pages1 s2.0 S025789721630901X MainBrunoNo ratings yet
- 112 517 PDFDocument17 pages112 517 PDFSidra MasoodNo ratings yet
- Cross Laminated Timber Design GuideDocument10 pagesCross Laminated Timber Design GuideMihai CarceieNo ratings yet
- Chemrite 530Document2 pagesChemrite 530ICPL-RWPNo ratings yet
- Plastic As A Packing MaterialDocument53 pagesPlastic As A Packing MaterialPratyush SahooNo ratings yet
- Calcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForDocument4 pagesCalcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForMina RemonNo ratings yet
- CarbonFiberReinforcedPolymer JRMCoDocument44 pagesCarbonFiberReinforcedPolymer JRMCoAbhishek PawarNo ratings yet
- Product Information Navisyn De: DescriptionDocument2 pagesProduct Information Navisyn De: DescriptionGabriel NogueiraNo ratings yet
- Acrylic Sheet ClearDocument2 pagesAcrylic Sheet ClearVoon Jong JongNo ratings yet
- Anchors - Dewalt - UltraconDocument13 pagesAnchors - Dewalt - UltraconJAlejandroSeguraNo ratings yet
- Tensile TestingDocument11 pagesTensile TestingSenanga KeppitipolaNo ratings yet
- Template 03 PDFDocument2 pagesTemplate 03 PDFdeivy erazoNo ratings yet
- Lijadora de Palma DW412 DewaltDocument35 pagesLijadora de Palma DW412 DewaltMARIA FERNo ratings yet
- Reactive Bondbreakers Utilize Chemistry To Extend Lifting TimelinesDocument7 pagesReactive Bondbreakers Utilize Chemistry To Extend Lifting TimelinesEdu TiltupNo ratings yet
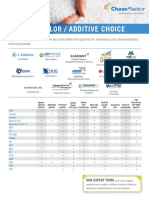
- Color ChoiceDocument2 pagesColor ChoicealdozenNo ratings yet
- Technical Specifications FacadeDocument34 pagesTechnical Specifications Facadevijay rajanNo ratings yet
- Traveling & Cabtyre CablesDocument44 pagesTraveling & Cabtyre Cables이종욱No ratings yet
- Overview and Present Status of Technical Textiles in IndiaDocument34 pagesOverview and Present Status of Technical Textiles in IndiaRohit SinghNo ratings yet
- d30 - ENERTITE MD 1602-10 - Ed04 - ENDocument6 pagesd30 - ENERTITE MD 1602-10 - Ed04 - ENMangalagiu BogdanNo ratings yet
- Spesifikasi Barang ListrikDocument2 pagesSpesifikasi Barang ListriksaypunyaNo ratings yet
- Insulated Rescue Hook and Static Discharge StickDocument1 pageInsulated Rescue Hook and Static Discharge SticksolwingsNo ratings yet
- Structural Analysis - LLDocument7 pagesStructural Analysis - LLDenish GondudeNo ratings yet
- Mobil Standard Fire ProofingDocument16 pagesMobil Standard Fire ProofingAnonymous yCpjZF1rFNo ratings yet
- STP 518-1983Document173 pagesSTP 518-1983ahmadmubarakaliasNo ratings yet
- Low Cost ConstructionDocument14 pagesLow Cost Constructionkaushita banerjeeNo ratings yet
- Glazing A - IKA Group - Silicone Sealant Indonesia 1Document4 pagesGlazing A - IKA Group - Silicone Sealant Indonesia 1Riry SuprianaNo ratings yet
- VDW Dental DT LIGHT POST Productbroschure enDocument8 pagesVDW Dental DT LIGHT POST Productbroschure enjunjanNo ratings yet
























































































Download as pdf or txt
You might also like
- En 1.4301Document1 pageEn 1.4301sheinilaNo ratings yet
- AICC Score Cracking With Winter AddendumDocument20 pagesAICC Score Cracking With Winter AddendumJavier Martinez CañalNo ratings yet
- O Ring BrochureDocument36 pagesO Ring BrochureJesus N RodriguezNo ratings yet
- Trovidur ds2012Document2 pagesTrovidur ds2012Nick BesterNo ratings yet
- ASTM 52100 Material Del Tornillo de PotenciaDocument3 pagesASTM 52100 Material Del Tornillo de PotenciaEsteban CarrilloNo ratings yet
- Polyacetal Copolymer POM-C Engineering ThermoplasticsDocument9 pagesPolyacetal Copolymer POM-C Engineering Thermoplasticshudi_leksonoNo ratings yet
- PETg Data SheetDocument4 pagesPETg Data SheetVikram BorkhediyaNo ratings yet
- Ball Valve TJ (21 Sep 16)Document24 pagesBall Valve TJ (21 Sep 16)TeukuJoharNo ratings yet
- Machining Guidelines - For Semi Finished Plastics PDFDocument28 pagesMachining Guidelines - For Semi Finished Plastics PDFDhean AdhaNo ratings yet
- PE100 TechHandbook PDFDocument64 pagesPE100 TechHandbook PDFIvan CastroNo ratings yet
- PTA WeldingDocument11 pagesPTA Weldingpavi32No ratings yet
- ST Lawrence Ultra-MetDocument6 pagesST Lawrence Ultra-Metmpcd07No ratings yet
- Machine Builders Curbell PlasticsDocument4 pagesMachine Builders Curbell PlasticsVishal V BhagwatNo ratings yet
- Chemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpDocument13 pagesChemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpEdinsonNo ratings yet
- Man Tek CouplingsDocument8 pagesMan Tek CouplingsBenjamin StricklandNo ratings yet
- Chilled Water Fittings - CoDocument209 pagesChilled Water Fittings - CoHarish MenonNo ratings yet
- Coatings and InhibitorDocument23 pagesCoatings and Inhibitordip_maan100% (1)
- Specialty Plastics-Liquid Crystal PolymersDocument28 pagesSpecialty Plastics-Liquid Crystal PolymersAshutosh SachanNo ratings yet
- Design Fab B E 09122014Document44 pagesDesign Fab B E 09122014HermanNo ratings yet
- Machining Guidelines For Semi Finished PlasticsDocument28 pagesMachining Guidelines For Semi Finished PlasticsRedRobynNo ratings yet
- ABS (Acrylonitrile Butadiene Styrene) :: S.R. No. Propery ASTM Test Method Units ABS FR Physical MechanicalDocument1 pageABS (Acrylonitrile Butadiene Styrene) :: S.R. No. Propery ASTM Test Method Units ABS FR Physical Mechanicalshailesh284No ratings yet
- Fabricating and Machining UHMWPE PDFDocument2 pagesFabricating and Machining UHMWPE PDFganeshNo ratings yet
- Current Research in Plastic GearsDocument31 pagesCurrent Research in Plastic GearsAvinash Upmanyu BhardwajNo ratings yet
- Leading High Heat-Resistant PolymersDocument12 pagesLeading High Heat-Resistant PolymerstilakmirleNo ratings yet
- Industrial Tour ReportDocument31 pagesIndustrial Tour ReportVipul AgarwalNo ratings yet
- PEER Seals CatalogDocument64 pagesPEER Seals CatalogRodatecnia Javier100% (1)
- Ficha Tecnica PikotekDocument2 pagesFicha Tecnica Pikoteking_arriagaNo ratings yet
- MCS Staubli Z515eDocument16 pagesMCS Staubli Z515eleheteNo ratings yet
- Rubber Seal - O Rings - IRIDocument35 pagesRubber Seal - O Rings - IRIGnaneshNo ratings yet
- O Ring WikipediaDocument8 pagesO Ring WikipediaLong NguyenNo ratings yet
- Automotive Applications Guide: Fluid Transfer Wiring Harness Electric Motor Battery Systems Sensors/Fiber OpticsDocument2 pagesAutomotive Applications Guide: Fluid Transfer Wiring Harness Electric Motor Battery Systems Sensors/Fiber OpticsHpPevilionNo ratings yet
- Alumec PDFDocument7 pagesAlumec PDFetamil87No ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Acetal Info FinalDocument3 pagesAcetal Info FinalSteven WhitacreNo ratings yet
- Non Metallic Flat GasketsDocument4 pagesNon Metallic Flat GasketsMarko ZoricicNo ratings yet
- PV Specificna Velicina Za PA6 Plastiku - QUADRANT-Products - Applications - GuideDocument44 pagesPV Specificna Velicina Za PA6 Plastiku - QUADRANT-Products - Applications - Guide022freeNo ratings yet
- PlasticDocument2 pagesPlasticfirdoshkhan715No ratings yet
- Loctite 243™: Technical Data SheetDocument4 pagesLoctite 243™: Technical Data SheetRadu_ISNo ratings yet
- Austenitic Stainless Steel 1.4304 1.4307Document1 pageAustenitic Stainless Steel 1.4304 1.4307arunava001No ratings yet
- Prime Surface Plate CoilDocument12 pagesPrime Surface Plate CoilGrimmo1979No ratings yet
- Machining Instructions Quadrant EPP Version 2014Document19 pagesMachining Instructions Quadrant EPP Version 2014aldiNo ratings yet
- Hard Chrome PlatingDocument2 pagesHard Chrome PlatingGuru SamyNo ratings yet
- Devcon Plastic Steel Putty (A) - TDSDocument3 pagesDevcon Plastic Steel Putty (A) - TDSsibi_s_raj100% (2)
- LCP PresentationDocument14 pagesLCP Presentationlakhancipet100% (1)
- Style 38 Bolted Couplings For Steel PipeDocument3 pagesStyle 38 Bolted Couplings For Steel PipeAndrres UlloaNo ratings yet
- Philippine Agricultural Engineering Standard Paes 319: 2002 Engineering Materials - Engineering Plastics - Specifications and ApplicationsDocument7 pagesPhilippine Agricultural Engineering Standard Paes 319: 2002 Engineering Materials - Engineering Plastics - Specifications and ApplicationsMario Labitad Anore Jr.No ratings yet
- Paes Combined MachineDocument212 pagesPaes Combined MachineMaria Joana Abueva TabadaNo ratings yet
- ABS Catalog PDFDocument47 pagesABS Catalog PDFDenise Koh Chin HuiNo ratings yet
- Azolla Af 46 TdsDocument1 pageAzolla Af 46 TdsahmetNo ratings yet
- Welding WireDocument20 pagesWelding WirefoxmancementNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Metallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsFrom EverandMetallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyFrom EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- AtlanticDocument92 pagesAtlanticNarcis Iulian BoteaNo ratings yet
- ., TEMPSENS: Test CertificateDocument19 pages., TEMPSENS: Test CertificateSher Bahadur VermaNo ratings yet
- 1 s2.0 S025789721630901X MainDocument7 pages1 s2.0 S025789721630901X MainBrunoNo ratings yet
- 112 517 PDFDocument17 pages112 517 PDFSidra MasoodNo ratings yet
- Cross Laminated Timber Design GuideDocument10 pagesCross Laminated Timber Design GuideMihai CarceieNo ratings yet
- Chemrite 530Document2 pagesChemrite 530ICPL-RWPNo ratings yet
- Plastic As A Packing MaterialDocument53 pagesPlastic As A Packing MaterialPratyush SahooNo ratings yet
- Calcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForDocument4 pagesCalcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForMina RemonNo ratings yet
- CarbonFiberReinforcedPolymer JRMCoDocument44 pagesCarbonFiberReinforcedPolymer JRMCoAbhishek PawarNo ratings yet
- Product Information Navisyn De: DescriptionDocument2 pagesProduct Information Navisyn De: DescriptionGabriel NogueiraNo ratings yet
- Acrylic Sheet ClearDocument2 pagesAcrylic Sheet ClearVoon Jong JongNo ratings yet
- Anchors - Dewalt - UltraconDocument13 pagesAnchors - Dewalt - UltraconJAlejandroSeguraNo ratings yet
- Tensile TestingDocument11 pagesTensile TestingSenanga KeppitipolaNo ratings yet
- Template 03 PDFDocument2 pagesTemplate 03 PDFdeivy erazoNo ratings yet
- Lijadora de Palma DW412 DewaltDocument35 pagesLijadora de Palma DW412 DewaltMARIA FERNo ratings yet
- Reactive Bondbreakers Utilize Chemistry To Extend Lifting TimelinesDocument7 pagesReactive Bondbreakers Utilize Chemistry To Extend Lifting TimelinesEdu TiltupNo ratings yet
- Color ChoiceDocument2 pagesColor ChoicealdozenNo ratings yet
- Technical Specifications FacadeDocument34 pagesTechnical Specifications Facadevijay rajanNo ratings yet
- Traveling & Cabtyre CablesDocument44 pagesTraveling & Cabtyre Cables이종욱No ratings yet
- Overview and Present Status of Technical Textiles in IndiaDocument34 pagesOverview and Present Status of Technical Textiles in IndiaRohit SinghNo ratings yet
- d30 - ENERTITE MD 1602-10 - Ed04 - ENDocument6 pagesd30 - ENERTITE MD 1602-10 - Ed04 - ENMangalagiu BogdanNo ratings yet
- Spesifikasi Barang ListrikDocument2 pagesSpesifikasi Barang ListriksaypunyaNo ratings yet
- Insulated Rescue Hook and Static Discharge StickDocument1 pageInsulated Rescue Hook and Static Discharge SticksolwingsNo ratings yet
- Structural Analysis - LLDocument7 pagesStructural Analysis - LLDenish GondudeNo ratings yet
- Mobil Standard Fire ProofingDocument16 pagesMobil Standard Fire ProofingAnonymous yCpjZF1rFNo ratings yet
- STP 518-1983Document173 pagesSTP 518-1983ahmadmubarakaliasNo ratings yet
- Low Cost ConstructionDocument14 pagesLow Cost Constructionkaushita banerjeeNo ratings yet
- Glazing A - IKA Group - Silicone Sealant Indonesia 1Document4 pagesGlazing A - IKA Group - Silicone Sealant Indonesia 1Riry SuprianaNo ratings yet
- VDW Dental DT LIGHT POST Productbroschure enDocument8 pagesVDW Dental DT LIGHT POST Productbroschure enjunjanNo ratings yet