Download as pdf or txt
You might also like
- Astm D 256Document20 pagesAstm D 256IngJGM100% (4)
- Guided Notes - Cycles in Ecosystems 1Document6 pagesGuided Notes - Cycles in Ecosystems 1Yassine Koot33% (3)
- Aspen Plus ReportDocument66 pagesAspen Plus Reportsuleman205100% (1)
- Sweet Crude CompositionDocument278 pagesSweet Crude Compositionthermo_engineerNo ratings yet
- Upgrading of Heavy Crude Oils - CastillaDocument7 pagesUpgrading of Heavy Crude Oils - Castillapks24886No ratings yet
- H2S Measurement MethodsDocument3 pagesH2S Measurement Methodssummiullah-zafar-1773No ratings yet
- Reid Vapour PressureDocument2 pagesReid Vapour PressureShazia Nazz Malik100% (1)
- Cloud Point & Pour Point of Petroleum DistillatesDocument3 pagesCloud Point & Pour Point of Petroleum Distillatessaleh4060100% (1)
- Effect of Heavy Metals in Crude OilDocument6 pagesEffect of Heavy Metals in Crude OilDarl NwokomaNo ratings yet
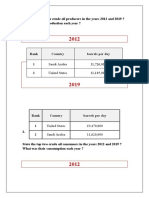
- State The Top Two Crude Oil Producers in The Years 2012 and 2019 ? What Was Their Production Each Year ?Document6 pagesState The Top Two Crude Oil Producers in The Years 2012 and 2019 ? What Was Their Production Each Year ?laoy aolNo ratings yet
- Fuel Field ManualDocument26 pagesFuel Field ManualFREDIELABRADORNo ratings yet
- Oxidation Stability of Distillate Fuel Oil (Accelerated Method)Document6 pagesOxidation Stability of Distillate Fuel Oil (Accelerated Method)Pablo Fabian Del RossoNo ratings yet
- Determination of Trace Oxygenates in Automotive Spark-Ignition Engine Fuel by Multidimensional Gas ChromatographyDocument17 pagesDetermination of Trace Oxygenates in Automotive Spark-Ignition Engine Fuel by Multidimensional Gas ChromatographyRayzha NoerfiqriNo ratings yet
- Compatibility Stability Test KitDocument2 pagesCompatibility Stability Test KitAnonymous DklM65UWfmNo ratings yet
- Crude OilDocument5 pagesCrude OilSyed Bakhtyar AhmedNo ratings yet
- Say BoltDocument5 pagesSay BoltStevie CoxNo ratings yet
- Flash and Fire Point and Aniline PointDocument12 pagesFlash and Fire Point and Aniline PointMaten NasradinNo ratings yet
- SARA Method D4124Document9 pagesSARA Method D4124mahamuninaresh1No ratings yet
- Refractive IndexDocument10 pagesRefractive Indexkarinadegoma100% (1)
- GASOLINE ChemistryDocument11 pagesGASOLINE ChemistryAayush PandeyNo ratings yet
- 2012 PHD Thesis Asok Tharanivasan - Shell 16000 - P Value PDFDocument211 pages2012 PHD Thesis Asok Tharanivasan - Shell 16000 - P Value PDFHimanshu SharmaNo ratings yet
- Prediction of Viscosities of Petroleum Fractions, Yavuz Yorulmaz, 2009Document13 pagesPrediction of Viscosities of Petroleum Fractions, Yavuz Yorulmaz, 2009Anonymous Xy309m9Sm9No ratings yet
- Guidelines For Operation On Fuels With Less Than 0 1 SulphurDocument24 pagesGuidelines For Operation On Fuels With Less Than 0 1 SulphurFuchsbauNo ratings yet
- Astm-D2106 2007 (2017)Document4 pagesAstm-D2106 2007 (2017)Manea GeorgeNo ratings yet
- Claus Tail Gas Treating Unit (TGTU)Document3 pagesClaus Tail Gas Treating Unit (TGTU)eragornNo ratings yet
- Astm D664-07 PDFDocument8 pagesAstm D664-07 PDFAugusto César Cardoso de MeloNo ratings yet
- Thermo Scientific Orion LaboratoryDocument100 pagesThermo Scientific Orion Laboratoryibnu samsiNo ratings yet
- 16 - Upgrading Olefins For Gasoline BlendingDocument21 pages16 - Upgrading Olefins For Gasoline BlendingAbhimanyu SharmaNo ratings yet
- Middle Distillate Fuel Storage Stability at 43 °C (110 °F) : Standard Test Method ForDocument6 pagesMiddle Distillate Fuel Storage Stability at 43 °C (110 °F) : Standard Test Method ForFlavia AliceNo ratings yet
- Crude Oil DistillationDocument7 pagesCrude Oil DistillationYasser AshourNo ratings yet
- Vegetable Oils: Composition and AnalysisDocument8 pagesVegetable Oils: Composition and AnalysisBianca AndreeaNo ratings yet
- (Hydrazine) LectDocument25 pages(Hydrazine) Lectabdo mahmoudNo ratings yet
- 1 DesalterDocument20 pages1 Desalterbakhtyar21No ratings yet
- Experiment Number (7) Determination of Octane Number by Shatox Sx-100M InstrumentalDocument8 pagesExperiment Number (7) Determination of Octane Number by Shatox Sx-100M InstrumentalHevin HassanNo ratings yet
- Gasoline FAQ 1Document9 pagesGasoline FAQ 1Claudia MmsNo ratings yet
- Natco Study On New Technology in DesaltersDocument31 pagesNatco Study On New Technology in Desaltersmohammad fallahNo ratings yet
- Amspec Techtalk - Pona PianoDocument4 pagesAmspec Techtalk - Pona PianoAshutosh MishraNo ratings yet
- Oil Refinery ProcessDocument44 pagesOil Refinery ProcessJunaid IqbalNo ratings yet
- Specific Gravity of Crude Oil PDFDocument3 pagesSpecific Gravity of Crude Oil PDFANKIT SHARMANo ratings yet
- D975Document18 pagesD975rimi7alNo ratings yet
- 3 Classification of PetroliumDocument42 pages3 Classification of PetroliumHatif AlamNo ratings yet
- D5016Sulfur in AshDocument3 pagesD5016Sulfur in AshAdam PerkasaNo ratings yet
- Physical Properties of Liquids and GasesDocument8 pagesPhysical Properties of Liquids and GasesGustavoSierraNo ratings yet
- Crude OilDocument75 pagesCrude Oilmohamed agamyNo ratings yet
- Gasoline PropertiesDocument6 pagesGasoline PropertiesbahadorNo ratings yet
- Solvent DewaxingDocument14 pagesSolvent Dewaxingابوالحروف العربي ابوالحروفNo ratings yet
- Base Number of Petroleum Products by Potentiometric Perchloric Acid TitrationDocument8 pagesBase Number of Petroleum Products by Potentiometric Perchloric Acid TitrationKatty AtocheNo ratings yet
- Crude Oil DesulphurizationDocument11 pagesCrude Oil DesulphurizationmartinNo ratings yet
- Chemical Species in Marine Fuel Oil: ASTM D7845-13Document4 pagesChemical Species in Marine Fuel Oil: ASTM D7845-13Ian RidzuanNo ratings yet
- Petroleum RefiningDocument74 pagesPetroleum Refiningmaidaimarine100% (1)
- Petroleum LectureDocument14 pagesPetroleum LectureAmer ShaierNo ratings yet
- Determination of Hydrogen Sulfide in Fuel Oils by Rapid Liquid Phase ExtractionDocument10 pagesDetermination of Hydrogen Sulfide in Fuel Oils by Rapid Liquid Phase ExtractionsasanNo ratings yet
- Uop TocDocument8 pagesUop TocKatan T. ShamranNo ratings yet
- Acidic Number of Fatty AcidDocument8 pagesAcidic Number of Fatty AcidKy ChangNo ratings yet
- SPE-63165-MS Emulsion Index PDFDocument12 pagesSPE-63165-MS Emulsion Index PDFGabriel EduardoNo ratings yet
- Electro DesaltingDocument2 pagesElectro DesaltingMohamed Youssef100% (1)
- Improving Fuel Quality by Whole Crude Oil HydrotreatingDocument10 pagesImproving Fuel Quality by Whole Crude Oil HydrotreatingAlexanderNo ratings yet
- Freeziing - and - Reffriigeratted - Sttorage - I CODEXDocument109 pagesFreeziing - and - Reffriigeratted - Sttorage - I CODEXSony GausNo ratings yet
- API GravityDocument3 pagesAPI Gravityargon sanjayaNo ratings yet
- D1686 - 10 Standard Test Method For Color of Solid Aro PDFDocument3 pagesD1686 - 10 Standard Test Method For Color of Solid Aro PDFJacques Blueq100% (1)
- Study of The Internal Diesel Injector Deposit PhenomenonDocument14 pagesStudy of The Internal Diesel Injector Deposit PhenomenonNarcisDanielPetreaNo ratings yet
- The Effect and Comparison of Biodiesel-Diesel Fuel On Crankcase Oil, Diesel Engine Performance and EmissionsDocument7 pagesThe Effect and Comparison of Biodiesel-Diesel Fuel On Crankcase Oil, Diesel Engine Performance and EmissionsMinim AllNo ratings yet
- The Eect of Biodiesel Oxidation On Engine Performance and EmissionsDocument9 pagesThe Eect of Biodiesel Oxidation On Engine Performance and EmissionsTeresa MataNo ratings yet
- User Manual: Uninterruptible Power SupplyDocument29 pagesUser Manual: Uninterruptible Power SupplyWilliam moreNo ratings yet
- Guide To The Application of The European STD en 50160 Final Draft 2003Document21 pagesGuide To The Application of The European STD en 50160 Final Draft 2003Gustavo AguayoNo ratings yet
- D1078-11 Standard Test Method For Distillation Range of Volatile Organic Liquids - IP 195-98Document9 pagesD1078-11 Standard Test Method For Distillation Range of Volatile Organic Liquids - IP 195-98Anbuchelvan CNo ratings yet
- Thesis - LE BAO HUYDocument73 pagesThesis - LE BAO HUYPhong NguyễnNo ratings yet
- Grupo Presion Del MotorDocument12 pagesGrupo Presion Del MotorGenaro GutierrezNo ratings yet
- Floating Good Ideas: Special Technology SupplementDocument4 pagesFloating Good Ideas: Special Technology SupplementRoberto carlos cuello GomezNo ratings yet
- Hysys FileDocument34 pagesHysys FileSyed Saad ShahNo ratings yet
- VOLTZ RPP BrochureDocument4 pagesVOLTZ RPP BrochureVoltzNo ratings yet
- Prometheus BoundDocument36 pagesPrometheus BoundGiovanni TapangNo ratings yet
- Anatomy of An Oil Analysis ReportDocument8 pagesAnatomy of An Oil Analysis ReportRuben_3115No ratings yet
- Battery Storage Solution: With Fronius GEN24 Plus and BYD Battery-Box Premium HVS/HVMDocument4 pagesBattery Storage Solution: With Fronius GEN24 Plus and BYD Battery-Box Premium HVS/HVMcipri1981No ratings yet
- Navier Stokes Eq NDocument12 pagesNavier Stokes Eq NSarath Chandra100% (1)
- 13/35 Pre-Test in Electrical Installation & Maintenance NC Ii QualificationDocument12 pages13/35 Pre-Test in Electrical Installation & Maintenance NC Ii QualificationMarc GelacioNo ratings yet
- BP-Statistical Review of World Energy 2014 WorkbookDocument60 pagesBP-Statistical Review of World Energy 2014 WorkbooktotpityiNo ratings yet
- Ambiance Lighting Product Range: ResidentialDocument3 pagesAmbiance Lighting Product Range: ResidentialmadhivananspNo ratings yet
- Catalogo Baterias CCB-OPzVDocument13 pagesCatalogo Baterias CCB-OPzVluis albornozNo ratings yet
- Basic Circuits, Laws, and Measurements: Chapter ObjectivesDocument20 pagesBasic Circuits, Laws, and Measurements: Chapter ObjectivesSneha PavithranNo ratings yet
- Thermodynamics and Heat Powered Cycles - MalestromDocument677 pagesThermodynamics and Heat Powered Cycles - Malestrompwanjotsingh100% (7)
- Chapter 18 ElectrochemistryDocument21 pagesChapter 18 ElectrochemistryRizza Mae RaferNo ratings yet
- SM Volvo Ew180c Wheeled ExcavatorDocument22 pagesSM Volvo Ew180c Wheeled ExcavatorAl AminNo ratings yet
- Modeling Front-End Converters: and Control of Three-Phase ActiveDocument6 pagesModeling Front-End Converters: and Control of Three-Phase ActiveAjay BhosaleNo ratings yet
- F510 Instruction ManualDocument438 pagesF510 Instruction ManualMitzi Coleene BuezaNo ratings yet
- Definition of Pad-Batch DyeingDocument4 pagesDefinition of Pad-Batch DyeingJuan CubasNo ratings yet
- s120 Line Infeed en PDFDocument174 pagess120 Line Infeed en PDFNick RivieraNo ratings yet
- Weld SolidificationDocument10 pagesWeld SolidificationRodrigo PrinceNo ratings yet
- The Romance of Engines - Takashi Suzuki Cap1-3-RedDocument17 pagesThe Romance of Engines - Takashi Suzuki Cap1-3-RedFrank Edwar Velasco RiveraNo ratings yet
- Chemistry MCQs Second Year FSCDocument73 pagesChemistry MCQs Second Year FSCArbab TufailNo ratings yet