Download as pdf or txt
You might also like
- Full Download Test Bank For Diversity and Society Race Ethnicity and Gender 6th Edition Joseph F Healey Andi Stepnick PDF Full ChapterDocument36 pagesFull Download Test Bank For Diversity and Society Race Ethnicity and Gender 6th Edition Joseph F Healey Andi Stepnick PDF Full Chapterreportermaterw8s84n100% (20)
- Thank You!: WOOD StoreDocument10 pagesThank You!: WOOD StoreLibrado Morales ZamoraNo ratings yet
- 58-72 Car 59-60 El CaminoDocument157 pages58-72 Car 59-60 El CaminotruckshopNo ratings yet
- ShopNotes #17 (Vol. 03) - Easy To Build Sawhorse - Text-5Document1 pageShopNotes #17 (Vol. 03) - Easy To Build Sawhorse - Text-5adanNo ratings yet
- Make An Awesome Viking Helmet!: The Complete Guide To Do It Yourself Foam HelmetryDocument16 pagesMake An Awesome Viking Helmet!: The Complete Guide To Do It Yourself Foam HelmetryCaiserNo ratings yet
- Model Airplane News Magazine 1994-02Document82 pagesModel Airplane News Magazine 1994-02António OliveiraNo ratings yet
- Weird Tales v45n03Document100 pagesWeird Tales v45n03Bert WinkeliersNo ratings yet
- Laser CuttingDocument15 pagesLaser CuttingRenee JonesNo ratings yet
- TC Owners ManualDocument28 pagesTC Owners ManualAdrian BernaNo ratings yet
- 04 - Foundrywork For The AmateurDocument95 pages04 - Foundrywork For The Amateurj43951048100% (1)
- Penguin Clock Assembly Drawings PDFDocument25 pagesPenguin Clock Assembly Drawings PDFHelenaNo ratings yet
- 49-57 CarDocument149 pages49-57 CartruckshopNo ratings yet
- Ls Installation InstructionsDocument14 pagesLs Installation Instructionsdalekilgore84No ratings yet
- Materials, Supplies, & Cutting Diagram: Large Craftsman TableDocument1 pageMaterials, Supplies, & Cutting Diagram: Large Craftsman TableDavid TuaineNo ratings yet
- Computer Desk - 002pdfDocument12 pagesComputer Desk - 002pdfShahin R KrishnaNo ratings yet
- Plansnow MilkpaintDocument3 pagesPlansnow MilkpaintTa JavoNo ratings yet
- 8400 A Cross PDFDocument2 pages8400 A Cross PDFJoao CarlosNo ratings yet
- Scroll Saw Magic p51 Mustang AirplaneDocument39 pagesScroll Saw Magic p51 Mustang AirplaneLuc Poiret100% (1)
- Cove CalculationsDocument1 pageCove Calculationsflerzi100% (1)
- Un Super Casse TeteDocument1 pageUn Super Casse TetePhillipe El HageNo ratings yet
- Table Saw AlingmentDocument8 pagesTable Saw AlingmentEd BozmanNo ratings yet
- Machine Cut DovetailsDocument4 pagesMachine Cut DovetailsFrancois VaaltynNo ratings yet
- 94 Shooting-BoardDocument6 pages94 Shooting-Boardbjørn vidar andersenNo ratings yet
- New-Fangled Workbench: With Six Pipe Clamps and Some Dressed Framing LumberDocument4 pagesNew-Fangled Workbench: With Six Pipe Clamps and Some Dressed Framing LumberBaldomero Esquivel100% (1)
- Build Log Medicine Man - EnglishDocument13 pagesBuild Log Medicine Man - Englishpatatduif100% (1)
- 015 PDFDocument108 pages015 PDFlorenapipNo ratings yet
- Brooklyn Dodger - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Document4 pagesBrooklyn Dodger - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Bob KowalskiNo ratings yet
- Mediator Sloop Print AuthorizationDocument1 pageMediator Sloop Print AuthorizationindumarnicaraguaNo ratings yet
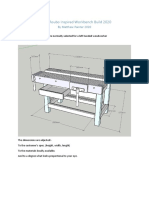
- Matthew Painter Bench Plans 2020Document5 pagesMatthew Painter Bench Plans 2020chingotcluNo ratings yet
- Disc Sander Circle JigDocument1 pageDisc Sander Circle JigFrancois VaaltynNo ratings yet
- Foundations 2012 Childcare CatalogDocument19 pagesFoundations 2012 Childcare CatalogFoundationsCPNo ratings yet
- Unknown 3Document87 pagesUnknown 3Bozidar VasiljevicNo ratings yet
- Vought SBU-1 BomberDocument7 pagesVought SBU-1 BomberAviation/Space History LibraryNo ratings yet
- 41-48 2011 WebDocument64 pages41-48 2011 WebBlaster Web ServicesNo ratings yet
- Lapped Dovetail: To The Data FilesDocument6 pagesLapped Dovetail: To The Data Filescimentamos100% (1)
- Duck Pull Toy: Project 19247EZDocument3 pagesDuck Pull Toy: Project 19247EZBSulliNo ratings yet
- 10ER ManualDocument20 pages10ER ManualMatt RanumNo ratings yet
- SN05416 - Mobile Tool CartDocument9 pagesSN05416 - Mobile Tool CartMalNo ratings yet
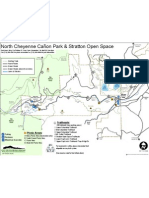
- Nchey pg13Document1 pageNchey pg13fernlover3901No ratings yet
- #P11-16 Sleigh: Here's A Festive Sleigh Project That Will Be The Envy of All Who See It! 11" LongDocument7 pages#P11-16 Sleigh: Here's A Festive Sleigh Project That Will Be The Envy of All Who See It! 11" LongRaul VidalNo ratings yet
- American Woodworker - 079-2000-04Document74 pagesAmerican Woodworker - 079-2000-04api-19759721100% (3)
- Pawnee Parts - FullDocument1 pagePawnee Parts - FullAlejandro LabléeNo ratings yet
- Steam Punks Guide WebDocument31 pagesSteam Punks Guide WebBobYates100% (3)
- Jeep Pedal Car Plans 03Document7 pagesJeep Pedal Car Plans 03vadim12345No ratings yet
- American Woodworker 149-Aug, Sept 2010Document84 pagesAmerican Woodworker 149-Aug, Sept 2010Mirjana LukicNo ratings yet
- Craftsman Molding Set PDFDocument9 pagesCraftsman Molding Set PDFDan100% (1)
- 02 PDFDocument76 pages02 PDFGeorge Vlad AndronicNo ratings yet
- Bowl Basics 2Document5 pagesBowl Basics 2api-522254901No ratings yet
- Table Saw LocationDocument2 pagesTable Saw LocationShane TwogoodNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve Goodrichardppz124No ratings yet
- Spliced Puzzle Joint - Australian Woodsmith #177, 2023 - 복사본Document6 pagesSpliced Puzzle Joint - Australian Woodsmith #177, 2023 - 복사본김동원No ratings yet
- Adirondack ChairDocument10 pagesAdirondack ChairNiltonNo ratings yet
- How To Build A Workbench: Simple DIY Woodworking ProjectDocument10 pagesHow To Build A Workbench: Simple DIY Woodworking ProjectJd DiazNo ratings yet
- Database of Wood For Ship-Modellers: Notes Prior To Reading This DocumentDocument9 pagesDatabase of Wood For Ship-Modellers: Notes Prior To Reading This DocumentOmar LeivaNo ratings yet
- Choosing and Using a New CAT: Getting the Most from Your Schmidt Cassegrain or Any Catadioptric TelescopeFrom EverandChoosing and Using a New CAT: Getting the Most from Your Schmidt Cassegrain or Any Catadioptric TelescopeNo ratings yet
- Project Street Rod: The Step-by-step Restoration of a Popular Vintage CarFrom EverandProject Street Rod: The Step-by-step Restoration of a Popular Vintage CarNo ratings yet
- Laser Cutter Operation and File Preparation LABDocument6 pagesLaser Cutter Operation and File Preparation LABmohamad eslamiNo ratings yet
- Laser Guide For Public PDFDocument5 pagesLaser Guide For Public PDFAnonymous AmiVBHNo ratings yet
- ANSI RD1.0 - 2006 - Standard For Steel Roof DeckDocument5 pagesANSI RD1.0 - 2006 - Standard For Steel Roof DeckDaniel PereiraNo ratings yet
- My Left Foot SummaryDocument3 pagesMy Left Foot SummaryCinaramaNo ratings yet
- Medieval AAH PaperDocument4 pagesMedieval AAH PaperShawn FerreiraNo ratings yet
- A Girl'S Guide To Nail Art: Digitalcommons@UriDocument2 pagesA Girl'S Guide To Nail Art: Digitalcommons@UrimasbassNo ratings yet
- NBK Terracota Installation InstructionDocument5 pagesNBK Terracota Installation Instructiony2kareinNo ratings yet
- Perspective WorksheetsDocument7 pagesPerspective Worksheetsapi-289049024No ratings yet
- Crochet Magazine Summer 2014Document100 pagesCrochet Magazine Summer 2014sabinas7782% (17)
- Cast vs. Calendered VinylDocument4 pagesCast vs. Calendered VinylbaanaadiNo ratings yet
- Imagine FXDocument132 pagesImagine FXKrist Miha93% (15)
- Art Appreciation PrefinalsDocument139 pagesArt Appreciation PrefinalsClaire BarbaNo ratings yet
- Maria Gough Diego Rivera's Mexican SketchbookDocument19 pagesMaria Gough Diego Rivera's Mexican SketchbookRobert E. HowardNo ratings yet
- Water Colour Painting 1000091455Document358 pagesWater Colour Painting 1000091455JelenaJovanović100% (2)
- 3 - Mesopotamian ArtDocument62 pages3 - Mesopotamian Artahmedessamaee654No ratings yet
- Jane Eyre Lyric Differences Between Cast Recording and ScoreDocument25 pagesJane Eyre Lyric Differences Between Cast Recording and ScoreCasey on the KeysNo ratings yet
- GEC 07 Finals 22-23Document5 pagesGEC 07 Finals 22-23jellibethremortaNo ratings yet
- Summative Test in Arts (2ND QuarterDocument2 pagesSummative Test in Arts (2ND QuarterJovelyn Takilid67% (3)
- Modern Art History Eassy 1Document9 pagesModern Art History Eassy 1api-293652411No ratings yet
- 1 Colonial PeriodDocument42 pages1 Colonial PeriodVeronica San OgapongNo ratings yet
- Funny StoriesDocument21 pagesFunny StoriesPablo Esteban AedoNo ratings yet
- Egyptian Beliefs About Animals PDFDocument7 pagesEgyptian Beliefs About Animals PDFVivalo MocaNo ratings yet
- Kuthira MalikaDocument3 pagesKuthira MalikaAnonymous 6IawWpfNo ratings yet
- Romanticism PDFDocument31 pagesRomanticism PDFloklkioNo ratings yet
- Localizing Images: Cultural Aspects and Visual MetaphorsDocument10 pagesLocalizing Images: Cultural Aspects and Visual MetaphorsSamartha VashishthaNo ratings yet
- ( (MASCIL-LOGO) ) (1) : ( (Example Task N0. 2) )Document2 pages( (MASCIL-LOGO) ) (1) : ( (Example Task N0. 2) )Kanti Warih Ade IndrianiNo ratings yet
- Lesson Plan Mural - AugustDocument2 pagesLesson Plan Mural - Augustapi-638396164No ratings yet
- Police Photography PDFDocument3 pagesPolice Photography PDFanon_234569225100% (1)
- Reg.-Irreg Verbs PDFDocument39 pagesReg.-Irreg Verbs PDFFredy Carrasco VillalbaNo ratings yet
- 6640 Product SpecificationDocument176 pages6640 Product SpecificationCristi KasztaNo ratings yet
- Georgian Style ArchitectureDocument17 pagesGeorgian Style Architectureapi-275480960No ratings yet