
Ravi Agarwal Practical Training Report A4
Ravi Agarwal Practical Training Report A4
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Still R60-20 R60-22 R60-25 R60-30 R60-35 R60-40 R60-45 R60-50 Electric Fork Truck Service Repair Workshop Manual DownloadDocument251 pagesStill R60-20 R60-22 R60-25 R60-30 R60-35 R60-40 R60-45 R60-50 Electric Fork Truck Service Repair Workshop Manual DownloadDanut BalabanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Marketing Plan - Tesla MotorsDocument19 pagesMarketing Plan - Tesla MotorsHampton Abbott86% (14)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cylinder ManufacturingDocument6 pagesCylinder ManufacturingRavi AgarwalNo ratings yet
- Wheel AlignmentDocument37 pagesWheel AlignmentRavi Agarwal0% (2)
- Design Calculation For LPG Gas CylinderDocument4 pagesDesign Calculation For LPG Gas CylinderRavi Agarwal0% (2)
- Price List of Automobile in NepalDocument1 pagePrice List of Automobile in NepalSaroj Acharya0% (1)
- Model Questions - Jaiib Principles of Banking - Module A & BDocument7 pagesModel Questions - Jaiib Principles of Banking - Module A & BatgsganeshNo ratings yet
- RtgsDocument2 pagesRtgsRavi AgarwalNo ratings yet
- Basic Revision Request LetterDocument1 pageBasic Revision Request LetterRavi AgarwalNo ratings yet
- Rtu Performa For Migration CertificateDocument3 pagesRtu Performa For Migration CertificateRavi AgarwalNo ratings yet
- Back Away Back Down Back Into Back Off Back Out Back Out ofDocument15 pagesBack Away Back Down Back Into Back Off Back Out Back Out ofRavi AgarwalNo ratings yet
- District Wise Polytechnic Colleges in Rajasthan As On 20.11.2011Document7 pagesDistrict Wise Polytechnic Colleges in Rajasthan As On 20.11.2011Ravi AgarwalNo ratings yet
- IMDocument183 pagesIMRavi AgarwalNo ratings yet
- Exam FormDocument1 pageExam FormRavi AgarwalNo ratings yet
- Derating of EarthDocument15 pagesDerating of EarthRavi AgarwalNo ratings yet
- Eathe in Brief: Mode First (Base Case) : Mode Second (100% Room Cooling)Document4 pagesEathe in Brief: Mode First (Base Case) : Mode Second (100% Room Cooling)Ravi AgarwalNo ratings yet
- Banking Terms: Banking Terminology 1. What Is A Repo Rate?Document9 pagesBanking Terms: Banking Terminology 1. What Is A Repo Rate?Ravi AgarwalNo ratings yet
- InsuranceDocument2 pagesInsuranceRavi AgarwalNo ratings yet
- Projet in BriefDocument3 pagesProjet in BriefRavi AgarwalNo ratings yet
- Trainning For CNC Shop: Safety Instruction Self& MachineDocument1 pageTrainning For CNC Shop: Safety Instruction Self& MachineRavi AgarwalNo ratings yet
- XR Analysis Dimension ReportDocument2 pagesXR Analysis Dimension ReportRavi AgarwalNo ratings yet
- LPG Gas Cylinder DesignDocument1 pageLPG Gas Cylinder DesignRavi AgarwalNo ratings yet
- 1 Safety EmissionsDocument25 pages1 Safety EmissionsBorneo BudiNo ratings yet
- IbusDocument5 pagesIbusPopescu IustinNo ratings yet
- Schema Elettrico MTS1200Document1 pageSchema Elettrico MTS1200Superleggera upmapNo ratings yet
- Wheeled Excavator - Js160W: Static DimensionsDocument16 pagesWheeled Excavator - Js160W: Static DimensionsHire-minibus Lithuania Buso-nuomaNo ratings yet
- Muscle ToolsDocument16 pagesMuscle ToolsJessie BechaydaNo ratings yet
- CVT DiagnosticsDocument6 pagesCVT Diagnosticscherokewag100% (2)
- Filter Overview With Service Intervals and Capacities: 6M Final Tier 4 (FT4) Series Row-Crop Tractors - 6145MDocument2 pagesFilter Overview With Service Intervals and Capacities: 6M Final Tier 4 (FT4) Series Row-Crop Tractors - 6145Mrobert dbcNo ratings yet
- SELCOM (Recambios de Puertas HIDRA 3201)Document102 pagesSELCOM (Recambios de Puertas HIDRA 3201)Ivan MorenoNo ratings yet
- Инструкция руководство по эксплуатации Kia Cerato LD PDFDocument355 pagesИнструкция руководство по эксплуатации Kia Cerato LD PDFParascoviaCebotariNo ratings yet
- Automobile Engineering Assignment QuestionsDocument5 pagesAutomobile Engineering Assignment Questionsrkrajesh86100% (1)
- IMMO BYPASS On - Line Offer enDocument14 pagesIMMO BYPASS On - Line Offer enPetrica Dan DinuNo ratings yet
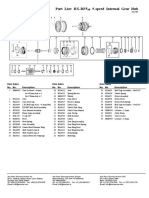
- Part List: RX-RF5 5-Speed Internal Gear HubDocument2 pagesPart List: RX-RF5 5-Speed Internal Gear HubTomislav KoprekNo ratings yet
- Kia Carens Pager Brochure MobileDocument21 pagesKia Carens Pager Brochure MobileRavindra RathoreNo ratings yet
- 25 NNCVC Spring Summer 2013Document32 pages25 NNCVC Spring Summer 2013George William Roy BeckleyNo ratings yet
- Toyota Vitz Honda Fit LSD - A4Document1 pageToyota Vitz Honda Fit LSD - A4Mauricio GuerreroNo ratings yet
- Most Expensive Car in The World - Google SearchDocument1 pageMost Expensive Car in The World - Google Searchr7wdqhnpzwNo ratings yet
- Golf No. 803 / 1: Fuses in InteriorDocument47 pagesGolf No. 803 / 1: Fuses in InteriorVali VladNo ratings yet
- 8r Final Tier 4 Series Tractors 8245r 8270r 8295r 8320r 8335r 8345r 8370r PDFDocument2 pages8r Final Tier 4 Series Tractors 8245r 8270r 8295r 8320r 8335r 8345r 8370r PDFRafael DelaiNo ratings yet
- Touchscreen CalibrationDocument4 pagesTouchscreen CalibrationphdserviciiNo ratings yet
- Print-Toyota Service InformationDocument8 pagesPrint-Toyota Service InformationRoger Javier Quispe LopezNo ratings yet
- An Acquisition of Proton by Geely. Who Pains, Who Gains?Document19 pagesAn Acquisition of Proton by Geely. Who Pains, Who Gains?Syafiq Shuhaimi100% (1)
- Kwp2000 Plus Car ListDocument15 pagesKwp2000 Plus Car Listmanto mantoNo ratings yet
- Toyota PickupDocument11 pagesToyota Pickupalexberhane3No ratings yet
- 1269767GTDocument186 pages1269767GTJuan CortezNo ratings yet
- 8202/wiring & ClampDocument9 pages8202/wiring & ClampMax K.No ratings yet
- Repair Parts Manual: MODEL NO. 42L17G60 (96042015802) Lawn TractorDocument40 pagesRepair Parts Manual: MODEL NO. 42L17G60 (96042015802) Lawn TractorArisa Maquinaria S,A de C,V Zamora Michocan MexicoNo ratings yet
- Tabulation For EDPM SBADocument1 pageTabulation For EDPM SBATishana ThompsonNo ratings yet
























































































Download as doc, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Still R60-20 R60-22 R60-25 R60-30 R60-35 R60-40 R60-45 R60-50 Electric Fork Truck Service Repair Workshop Manual DownloadDocument251 pagesStill R60-20 R60-22 R60-25 R60-30 R60-35 R60-40 R60-45 R60-50 Electric Fork Truck Service Repair Workshop Manual DownloadDanut BalabanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Marketing Plan - Tesla MotorsDocument19 pagesMarketing Plan - Tesla MotorsHampton Abbott86% (14)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cylinder ManufacturingDocument6 pagesCylinder ManufacturingRavi AgarwalNo ratings yet
- Wheel AlignmentDocument37 pagesWheel AlignmentRavi Agarwal0% (2)
- Design Calculation For LPG Gas CylinderDocument4 pagesDesign Calculation For LPG Gas CylinderRavi Agarwal0% (2)
- Price List of Automobile in NepalDocument1 pagePrice List of Automobile in NepalSaroj Acharya0% (1)
- Model Questions - Jaiib Principles of Banking - Module A & BDocument7 pagesModel Questions - Jaiib Principles of Banking - Module A & BatgsganeshNo ratings yet
- RtgsDocument2 pagesRtgsRavi AgarwalNo ratings yet
- Basic Revision Request LetterDocument1 pageBasic Revision Request LetterRavi AgarwalNo ratings yet
- Rtu Performa For Migration CertificateDocument3 pagesRtu Performa For Migration CertificateRavi AgarwalNo ratings yet
- Back Away Back Down Back Into Back Off Back Out Back Out ofDocument15 pagesBack Away Back Down Back Into Back Off Back Out Back Out ofRavi AgarwalNo ratings yet
- District Wise Polytechnic Colleges in Rajasthan As On 20.11.2011Document7 pagesDistrict Wise Polytechnic Colleges in Rajasthan As On 20.11.2011Ravi AgarwalNo ratings yet
- IMDocument183 pagesIMRavi AgarwalNo ratings yet
- Exam FormDocument1 pageExam FormRavi AgarwalNo ratings yet
- Derating of EarthDocument15 pagesDerating of EarthRavi AgarwalNo ratings yet
- Eathe in Brief: Mode First (Base Case) : Mode Second (100% Room Cooling)Document4 pagesEathe in Brief: Mode First (Base Case) : Mode Second (100% Room Cooling)Ravi AgarwalNo ratings yet
- Banking Terms: Banking Terminology 1. What Is A Repo Rate?Document9 pagesBanking Terms: Banking Terminology 1. What Is A Repo Rate?Ravi AgarwalNo ratings yet
- InsuranceDocument2 pagesInsuranceRavi AgarwalNo ratings yet
- Projet in BriefDocument3 pagesProjet in BriefRavi AgarwalNo ratings yet
- Trainning For CNC Shop: Safety Instruction Self& MachineDocument1 pageTrainning For CNC Shop: Safety Instruction Self& MachineRavi AgarwalNo ratings yet
- XR Analysis Dimension ReportDocument2 pagesXR Analysis Dimension ReportRavi AgarwalNo ratings yet
- LPG Gas Cylinder DesignDocument1 pageLPG Gas Cylinder DesignRavi AgarwalNo ratings yet
- 1 Safety EmissionsDocument25 pages1 Safety EmissionsBorneo BudiNo ratings yet
- IbusDocument5 pagesIbusPopescu IustinNo ratings yet
- Schema Elettrico MTS1200Document1 pageSchema Elettrico MTS1200Superleggera upmapNo ratings yet
- Wheeled Excavator - Js160W: Static DimensionsDocument16 pagesWheeled Excavator - Js160W: Static DimensionsHire-minibus Lithuania Buso-nuomaNo ratings yet
- Muscle ToolsDocument16 pagesMuscle ToolsJessie BechaydaNo ratings yet
- CVT DiagnosticsDocument6 pagesCVT Diagnosticscherokewag100% (2)
- Filter Overview With Service Intervals and Capacities: 6M Final Tier 4 (FT4) Series Row-Crop Tractors - 6145MDocument2 pagesFilter Overview With Service Intervals and Capacities: 6M Final Tier 4 (FT4) Series Row-Crop Tractors - 6145Mrobert dbcNo ratings yet
- SELCOM (Recambios de Puertas HIDRA 3201)Document102 pagesSELCOM (Recambios de Puertas HIDRA 3201)Ivan MorenoNo ratings yet
- Инструкция руководство по эксплуатации Kia Cerato LD PDFDocument355 pagesИнструкция руководство по эксплуатации Kia Cerato LD PDFParascoviaCebotariNo ratings yet
- Automobile Engineering Assignment QuestionsDocument5 pagesAutomobile Engineering Assignment Questionsrkrajesh86100% (1)
- IMMO BYPASS On - Line Offer enDocument14 pagesIMMO BYPASS On - Line Offer enPetrica Dan DinuNo ratings yet
- Part List: RX-RF5 5-Speed Internal Gear HubDocument2 pagesPart List: RX-RF5 5-Speed Internal Gear HubTomislav KoprekNo ratings yet
- Kia Carens Pager Brochure MobileDocument21 pagesKia Carens Pager Brochure MobileRavindra RathoreNo ratings yet
- 25 NNCVC Spring Summer 2013Document32 pages25 NNCVC Spring Summer 2013George William Roy BeckleyNo ratings yet
- Toyota Vitz Honda Fit LSD - A4Document1 pageToyota Vitz Honda Fit LSD - A4Mauricio GuerreroNo ratings yet
- Most Expensive Car in The World - Google SearchDocument1 pageMost Expensive Car in The World - Google Searchr7wdqhnpzwNo ratings yet
- Golf No. 803 / 1: Fuses in InteriorDocument47 pagesGolf No. 803 / 1: Fuses in InteriorVali VladNo ratings yet
- 8r Final Tier 4 Series Tractors 8245r 8270r 8295r 8320r 8335r 8345r 8370r PDFDocument2 pages8r Final Tier 4 Series Tractors 8245r 8270r 8295r 8320r 8335r 8345r 8370r PDFRafael DelaiNo ratings yet
- Touchscreen CalibrationDocument4 pagesTouchscreen CalibrationphdserviciiNo ratings yet
- Print-Toyota Service InformationDocument8 pagesPrint-Toyota Service InformationRoger Javier Quispe LopezNo ratings yet
- An Acquisition of Proton by Geely. Who Pains, Who Gains?Document19 pagesAn Acquisition of Proton by Geely. Who Pains, Who Gains?Syafiq Shuhaimi100% (1)
- Kwp2000 Plus Car ListDocument15 pagesKwp2000 Plus Car Listmanto mantoNo ratings yet
- Toyota PickupDocument11 pagesToyota Pickupalexberhane3No ratings yet
- 1269767GTDocument186 pages1269767GTJuan CortezNo ratings yet
- 8202/wiring & ClampDocument9 pages8202/wiring & ClampMax K.No ratings yet
- Repair Parts Manual: MODEL NO. 42L17G60 (96042015802) Lawn TractorDocument40 pagesRepair Parts Manual: MODEL NO. 42L17G60 (96042015802) Lawn TractorArisa Maquinaria S,A de C,V Zamora Michocan MexicoNo ratings yet
- Tabulation For EDPM SBADocument1 pageTabulation For EDPM SBATishana ThompsonNo ratings yet