
Lubrication and Bearing Module.
Lubrication and Bearing Module.
You might also like
- 10A.10.11.13 Xcel Energy Outdoor Lighting ManualDocument209 pages10A.10.11.13 Xcel Energy Outdoor Lighting ManualCharlesNo ratings yet
- Hvac PM Service Checklist ContractorDocument1 pageHvac PM Service Checklist Contractorudupiganesh3069100% (2)
- Machinery Lubrication Specialist MaterialsDocument219 pagesMachinery Lubrication Specialist MaterialsBatoktoy100% (12)
- en Bearing Damage and Failure AnalysisDocument106 pagesen Bearing Damage and Failure Analysisacicuencano100% (5)
- MLT Preparation Handbook Section 1Document22 pagesMLT Preparation Handbook Section 1BHOOPALA KRISHNAN MOTHILAL100% (2)
- Equipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Document46 pagesEquipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Anthony MayNo ratings yet
- Standard Lift Plan Form 16-2 FillableDocument2 pagesStandard Lift Plan Form 16-2 Fillableudhay100% (1)
- Maintenance Engineering Lecture Module I PDFDocument52 pagesMaintenance Engineering Lecture Module I PDFAnandaKrishnan NairNo ratings yet
- Cat App and AlignmentDocument28 pagesCat App and AlignmentJameel KhanNo ratings yet
- Bearing Instal at Ion and Maintenance GuideDocument130 pagesBearing Instal at Ion and Maintenance GuideTeodoru Horia Adrian80% (5)
- NATCOM Alignment TrainingDocument133 pagesNATCOM Alignment TrainingMohamed M. AfifiNo ratings yet
- Maintenance of Journal (Babbitt) BearingsDocument34 pagesMaintenance of Journal (Babbitt) BearingsNilav Kumar100% (2)
- BearingDocument41 pagesBearingM.IBRAHEEM100% (1)
- LubricationDocument123 pagesLubricationNael75% (4)
- Couplings - A Basic Introduction To Different Types of CouplingsDocument38 pagesCouplings - A Basic Introduction To Different Types of CouplingsMohsin MurtazaNo ratings yet
- Orbit ReferenceDocument25 pagesOrbit ReferenceIlku100% (1)
- Bearing & LubricationDocument34 pagesBearing & LubricationRakesh Gairola100% (1)
- Lubrication For Journal BearingDocument25 pagesLubrication For Journal BearingNguyễn Thanh SơnNo ratings yet
- Journal Bearing DesignDocument94 pagesJournal Bearing DesignRamkumar P100% (2)
- 1Q05 GasTurbineVibMonitoringDocument15 pages1Q05 GasTurbineVibMonitoringDimas Aji Kharisma CakraNo ratings yet
- Geometry and Dimensional Tolerances of Engine BearingsDocument8 pagesGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlNo ratings yet
- Gear Box Failure AnalysisDocument39 pagesGear Box Failure AnalysisAli Hasnain100% (1)
- Basic Vibration AnalysisDocument52 pagesBasic Vibration Analysisgpradipta100% (4)
- Best Practices in Bearing Maint & ReliabilityDocument35 pagesBest Practices in Bearing Maint & Reliabilitysen_subhasis_58100% (1)
- Technical Studies & Research Center Mechanical Technology Branch Mechatronics Graduate Program Machine Element, Course Fall 2008-09Document30 pagesTechnical Studies & Research Center Mechanical Technology Branch Mechatronics Graduate Program Machine Element, Course Fall 2008-09PRASAD326100% (11)
- 3 - Simon MillsDocument35 pages3 - Simon MillsRajesh PotluriNo ratings yet
- Failure Analysis of BearingsDocument14 pagesFailure Analysis of Bearingsmaidul.islam100% (2)
- Condition Monitoring For Steam Turbines Part IIDocument31 pagesCondition Monitoring For Steam Turbines Part IIempswookNo ratings yet
- Bearing Power PointDocument57 pagesBearing Power Pointkesai100% (1)
- PDMS Balance 0512 - Field BalancingDocument83 pagesPDMS Balance 0512 - Field Balancingramnadh803181100% (1)
- Alignment StandardsDocument6 pagesAlignment StandardsFidelFornolles100% (2)
- Troubleshooting Rolling Element Bearing ProblemsDocument24 pagesTroubleshooting Rolling Element Bearing ProblemsnekoNcenNo ratings yet
- 04-Bearing Retention and Clearances PDFDocument31 pages04-Bearing Retention and Clearances PDFchanayireNo ratings yet
- Root Cause AC Motor Failure Analysis With Focus On Shaft FailuresDocument43 pagesRoot Cause AC Motor Failure Analysis With Focus On Shaft Failuresharshal161987100% (1)
- Case Study - Bearing FailureDocument24 pagesCase Study - Bearing FailureRateesh Venugopalan100% (2)
- Effects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncDocument10 pagesEffects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncjamariekoniNo ratings yet
- Coupling Inspection SOP GSE FinalDocument11 pagesCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- Oil Whirl and Whip Instabilities - Within Journal Bearings PDFDocument3 pagesOil Whirl and Whip Instabilities - Within Journal Bearings PDFNitesh Garg0% (1)
- VibrationDocument24 pagesVibrationDaniel Codina100% (2)
- Vibration AnalysisDocument10 pagesVibration AnalysisYasser BayoumyNo ratings yet
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- BalancingDocument40 pagesBalancingdax100% (3)
- Two Plane Balancing Example With DAQmxDocument10 pagesTwo Plane Balancing Example With DAQmxJim ToewsNo ratings yet
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Generator VibrationDocument4 pagesGenerator VibrationsatyandaruNo ratings yet
- WB - Bearings - Poster - FINAL - US SizeDocument1 pageWB - Bearings - Poster - FINAL - US SizeAditya Shiva AppallaNo ratings yet
- Mechanical Seals ModuleDocument93 pagesMechanical Seals ModuleAnthony May100% (1)
- Faq of Module 1Document3 pagesFaq of Module 1Ahmed AlhawyNo ratings yet
- Tribology Module 01 NotesDocument19 pagesTribology Module 01 NotesVinayaka G P89% (9)
- Wear in Hydrodynamic Journal Bearings ADocument13 pagesWear in Hydrodynamic Journal Bearings ADjamel DjamNo ratings yet
- Dme-2 byDocument81 pagesDme-2 byHauaisnNo ratings yet
- Trade of Vehicle Body Repair: Lead LoadingDocument25 pagesTrade of Vehicle Body Repair: Lead LoadingerdolNo ratings yet
- 17MEL76 Design Lab WebsiteDocument48 pages17MEL76 Design Lab Websiteshivaling battarkiNo ratings yet
- Shock Absorber Repair Course 2Document8 pagesShock Absorber Repair Course 2ScribdTranslationsNo ratings yet
- Lect 1-9 NotesDocument102 pagesLect 1-9 NotesDevang SinghNo ratings yet
- Seal Self Study Guide PDFDocument114 pagesSeal Self Study Guide PDFhalder_kalyan9216No ratings yet
- Subject Tribology SyllabusDocument3 pagesSubject Tribology SyllabusbmdbmdbmdNo ratings yet
- PowerGen LifeExtension ForWebSite DRoberts 082807Document21 pagesPowerGen LifeExtension ForWebSite DRoberts 082807Craig LatimerNo ratings yet
- Tribological Problems and How To Reduce ThemDocument4 pagesTribological Problems and How To Reduce ThemMark Nassef NaguibNo ratings yet
- Bearing Seals GasketDocument7 pagesBearing Seals GasketajayNo ratings yet
- Application of User Defined Subroutine U PDFDocument58 pagesApplication of User Defined Subroutine U PDFmatmean100% (2)
- TribologyDocument16 pagesTribologyKavya M BhatNo ratings yet
- Lec. 01) TRIBOLOGY OutlinesDocument17 pagesLec. 01) TRIBOLOGY OutlinesAhmedAhmedNo ratings yet
- Seal Self Study GuideDocument114 pagesSeal Self Study GuideCristian SNo ratings yet
- G 3CPF 1331 955 0302 - 0Document1 pageG 3CPF 1331 955 0302 - 0Anthony MayNo ratings yet
- G 3CPF 1331 952 0001 - 0Document1 pageG 3CPF 1331 952 0001 - 0Anthony MayNo ratings yet
- L&T Hydrocarbon Engineering: Approved For ConstructionDocument6 pagesL&T Hydrocarbon Engineering: Approved For ConstructionAnthony MayNo ratings yet
- ADR ColdStartDocument1 pageADR ColdStartAnthony MayNo ratings yet
- 110 T 8069Document8 pages110 T 8069Anthony MayNo ratings yet
- Z03 AersqDocument6 pagesZ03 AersqAnthony MayNo ratings yet
- RPT ComputersDocument4 pagesRPT ComputersAnthony MayNo ratings yet
- Fi Chier 0005Document7 pagesFi Chier 0005Anthony MayNo ratings yet
- Mechanical Seals ModuleDocument93 pagesMechanical Seals ModuleAnthony May100% (1)
- Alignment Module.Document64 pagesAlignment Module.Anthony MayNo ratings yet
- Profile Geogabinfra PDFDocument19 pagesProfile Geogabinfra PDFदेवराज सिंह गहरवारNo ratings yet
- GASA2Document2 pagesGASA2johnnycollideNo ratings yet
- Iron Oxide Pigments For Producing Coloured Concrete PDSDocument2 pagesIron Oxide Pigments For Producing Coloured Concrete PDSLily ShubinaNo ratings yet
- Final - Inspection Report - Fog HornDocument16 pagesFinal - Inspection Report - Fog HornmillimeterNo ratings yet
- E1239Document11 pagesE1239LLNo ratings yet
- Retrofitting of BridgesDocument30 pagesRetrofitting of Bridgesmanu_696No ratings yet
- Material API 610Document8 pagesMaterial API 610mishraenggNo ratings yet
- Titan CF Filter Manual 2014Document4 pagesTitan CF Filter Manual 2014Yareli de la CruzNo ratings yet
- Construction - Sewerage and Water Board of New OrleansDocument48 pagesConstruction - Sewerage and Water Board of New OrleansJAGUAR GAMINGNo ratings yet
- 3-Way Ball Valve (Spears)Document4 pages3-Way Ball Valve (Spears)Chan Chi Wong PenNo ratings yet
- Architectural Record - November 2016Document222 pagesArchitectural Record - November 2016MarcoRossi67% (3)
- Pillars, Professional Column - DSWA - Waller and Dyker, Winter 2010/3Document2 pagesPillars, Professional Column - DSWA - Waller and Dyker, Winter 2010/3Mark JurusNo ratings yet
- Backprop DesignDocument3 pagesBackprop DesignLem TeohNo ratings yet
- Hilti Expansion Bolts - CapacityDocument9 pagesHilti Expansion Bolts - CapacitykevinisonlineNo ratings yet
- 04-APRECO Pressure Reliefe Vent DS-SGV-2021-1.2Document2 pages04-APRECO Pressure Reliefe Vent DS-SGV-2021-1.2Nenad MilenkovicNo ratings yet
- McMaster-Carr Nail CatalogueDocument1 pageMcMaster-Carr Nail CatalogueKK0605No ratings yet
- Sparte Parts - Boomer L1CDocument1,091 pagesSparte Parts - Boomer L1CManuelNo ratings yet
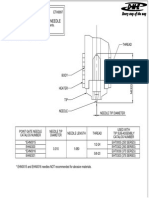
- Installation Data For: 250 & 375 Series Point Gate NeedleDocument2 pagesInstallation Data For: 250 & 375 Series Point Gate NeedleEsteban Vanegas AlvarezNo ratings yet
- Data Centre Essentials Design Construction and Operation of Data Centres For The Non Expert Vincent Fogarty Full Chapter PDFDocument70 pagesData Centre Essentials Design Construction and Operation of Data Centres For The Non Expert Vincent Fogarty Full Chapter PDFbejanzyli100% (5)
- Hilton Garden Inn: Weekly Schedule of Works 2nd FloorDocument2 pagesHilton Garden Inn: Weekly Schedule of Works 2nd FloorDeenNo ratings yet
- Keypoint Company ProfileDocument20 pagesKeypoint Company Profilemaze cyberNo ratings yet
- Sprinkler ESFRDocument4 pagesSprinkler ESFRGustavo Torres CabañasNo ratings yet
- PPR Piping System Catalog - enDocument278 pagesPPR Piping System Catalog - enMohsin KhanNo ratings yet
- Hydril Pressure Control GL Annular Blowout Preventer: Drilling & ProductionDocument2 pagesHydril Pressure Control GL Annular Blowout Preventer: Drilling & ProductionbjmaqueyNo ratings yet
- Nexiez-Lite Catalog PDFDocument8 pagesNexiez-Lite Catalog PDFpramods_8No ratings yet
- Design of Reinforced Concrete Floor Systems: Professional Development SeriesDocument7 pagesDesign of Reinforced Concrete Floor Systems: Professional Development SeriesJCS100% (1)

































































































Download as doc, pdf, or txt
You might also like
- 10A.10.11.13 Xcel Energy Outdoor Lighting ManualDocument209 pages10A.10.11.13 Xcel Energy Outdoor Lighting ManualCharlesNo ratings yet
- Hvac PM Service Checklist ContractorDocument1 pageHvac PM Service Checklist Contractorudupiganesh3069100% (2)
- Machinery Lubrication Specialist MaterialsDocument219 pagesMachinery Lubrication Specialist MaterialsBatoktoy100% (12)
- en Bearing Damage and Failure AnalysisDocument106 pagesen Bearing Damage and Failure Analysisacicuencano100% (5)
- MLT Preparation Handbook Section 1Document22 pagesMLT Preparation Handbook Section 1BHOOPALA KRISHNAN MOTHILAL100% (2)
- Equipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Document46 pagesEquipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Anthony MayNo ratings yet
- Standard Lift Plan Form 16-2 FillableDocument2 pagesStandard Lift Plan Form 16-2 Fillableudhay100% (1)
- Maintenance Engineering Lecture Module I PDFDocument52 pagesMaintenance Engineering Lecture Module I PDFAnandaKrishnan NairNo ratings yet
- Cat App and AlignmentDocument28 pagesCat App and AlignmentJameel KhanNo ratings yet
- Bearing Instal at Ion and Maintenance GuideDocument130 pagesBearing Instal at Ion and Maintenance GuideTeodoru Horia Adrian80% (5)
- NATCOM Alignment TrainingDocument133 pagesNATCOM Alignment TrainingMohamed M. AfifiNo ratings yet
- Maintenance of Journal (Babbitt) BearingsDocument34 pagesMaintenance of Journal (Babbitt) BearingsNilav Kumar100% (2)
- BearingDocument41 pagesBearingM.IBRAHEEM100% (1)
- LubricationDocument123 pagesLubricationNael75% (4)
- Couplings - A Basic Introduction To Different Types of CouplingsDocument38 pagesCouplings - A Basic Introduction To Different Types of CouplingsMohsin MurtazaNo ratings yet
- Orbit ReferenceDocument25 pagesOrbit ReferenceIlku100% (1)
- Bearing & LubricationDocument34 pagesBearing & LubricationRakesh Gairola100% (1)
- Lubrication For Journal BearingDocument25 pagesLubrication For Journal BearingNguyễn Thanh SơnNo ratings yet
- Journal Bearing DesignDocument94 pagesJournal Bearing DesignRamkumar P100% (2)
- 1Q05 GasTurbineVibMonitoringDocument15 pages1Q05 GasTurbineVibMonitoringDimas Aji Kharisma CakraNo ratings yet
- Geometry and Dimensional Tolerances of Engine BearingsDocument8 pagesGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlNo ratings yet
- Gear Box Failure AnalysisDocument39 pagesGear Box Failure AnalysisAli Hasnain100% (1)
- Basic Vibration AnalysisDocument52 pagesBasic Vibration Analysisgpradipta100% (4)
- Best Practices in Bearing Maint & ReliabilityDocument35 pagesBest Practices in Bearing Maint & Reliabilitysen_subhasis_58100% (1)
- Technical Studies & Research Center Mechanical Technology Branch Mechatronics Graduate Program Machine Element, Course Fall 2008-09Document30 pagesTechnical Studies & Research Center Mechanical Technology Branch Mechatronics Graduate Program Machine Element, Course Fall 2008-09PRASAD326100% (11)
- 3 - Simon MillsDocument35 pages3 - Simon MillsRajesh PotluriNo ratings yet
- Failure Analysis of BearingsDocument14 pagesFailure Analysis of Bearingsmaidul.islam100% (2)
- Condition Monitoring For Steam Turbines Part IIDocument31 pagesCondition Monitoring For Steam Turbines Part IIempswookNo ratings yet
- Bearing Power PointDocument57 pagesBearing Power Pointkesai100% (1)
- PDMS Balance 0512 - Field BalancingDocument83 pagesPDMS Balance 0512 - Field Balancingramnadh803181100% (1)
- Alignment StandardsDocument6 pagesAlignment StandardsFidelFornolles100% (2)
- Troubleshooting Rolling Element Bearing ProblemsDocument24 pagesTroubleshooting Rolling Element Bearing ProblemsnekoNcenNo ratings yet
- 04-Bearing Retention and Clearances PDFDocument31 pages04-Bearing Retention and Clearances PDFchanayireNo ratings yet
- Root Cause AC Motor Failure Analysis With Focus On Shaft FailuresDocument43 pagesRoot Cause AC Motor Failure Analysis With Focus On Shaft Failuresharshal161987100% (1)
- Case Study - Bearing FailureDocument24 pagesCase Study - Bearing FailureRateesh Venugopalan100% (2)
- Effects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncDocument10 pagesEffects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncjamariekoniNo ratings yet
- Coupling Inspection SOP GSE FinalDocument11 pagesCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- Oil Whirl and Whip Instabilities - Within Journal Bearings PDFDocument3 pagesOil Whirl and Whip Instabilities - Within Journal Bearings PDFNitesh Garg0% (1)
- VibrationDocument24 pagesVibrationDaniel Codina100% (2)
- Vibration AnalysisDocument10 pagesVibration AnalysisYasser BayoumyNo ratings yet
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- BalancingDocument40 pagesBalancingdax100% (3)
- Two Plane Balancing Example With DAQmxDocument10 pagesTwo Plane Balancing Example With DAQmxJim ToewsNo ratings yet
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Generator VibrationDocument4 pagesGenerator VibrationsatyandaruNo ratings yet
- WB - Bearings - Poster - FINAL - US SizeDocument1 pageWB - Bearings - Poster - FINAL - US SizeAditya Shiva AppallaNo ratings yet
- Mechanical Seals ModuleDocument93 pagesMechanical Seals ModuleAnthony May100% (1)
- Faq of Module 1Document3 pagesFaq of Module 1Ahmed AlhawyNo ratings yet
- Tribology Module 01 NotesDocument19 pagesTribology Module 01 NotesVinayaka G P89% (9)
- Wear in Hydrodynamic Journal Bearings ADocument13 pagesWear in Hydrodynamic Journal Bearings ADjamel DjamNo ratings yet
- Dme-2 byDocument81 pagesDme-2 byHauaisnNo ratings yet
- Trade of Vehicle Body Repair: Lead LoadingDocument25 pagesTrade of Vehicle Body Repair: Lead LoadingerdolNo ratings yet
- 17MEL76 Design Lab WebsiteDocument48 pages17MEL76 Design Lab Websiteshivaling battarkiNo ratings yet
- Shock Absorber Repair Course 2Document8 pagesShock Absorber Repair Course 2ScribdTranslationsNo ratings yet
- Lect 1-9 NotesDocument102 pagesLect 1-9 NotesDevang SinghNo ratings yet
- Seal Self Study Guide PDFDocument114 pagesSeal Self Study Guide PDFhalder_kalyan9216No ratings yet
- Subject Tribology SyllabusDocument3 pagesSubject Tribology SyllabusbmdbmdbmdNo ratings yet
- PowerGen LifeExtension ForWebSite DRoberts 082807Document21 pagesPowerGen LifeExtension ForWebSite DRoberts 082807Craig LatimerNo ratings yet
- Tribological Problems and How To Reduce ThemDocument4 pagesTribological Problems and How To Reduce ThemMark Nassef NaguibNo ratings yet
- Bearing Seals GasketDocument7 pagesBearing Seals GasketajayNo ratings yet
- Application of User Defined Subroutine U PDFDocument58 pagesApplication of User Defined Subroutine U PDFmatmean100% (2)
- TribologyDocument16 pagesTribologyKavya M BhatNo ratings yet
- Lec. 01) TRIBOLOGY OutlinesDocument17 pagesLec. 01) TRIBOLOGY OutlinesAhmedAhmedNo ratings yet
- Seal Self Study GuideDocument114 pagesSeal Self Study GuideCristian SNo ratings yet
- G 3CPF 1331 955 0302 - 0Document1 pageG 3CPF 1331 955 0302 - 0Anthony MayNo ratings yet
- G 3CPF 1331 952 0001 - 0Document1 pageG 3CPF 1331 952 0001 - 0Anthony MayNo ratings yet
- L&T Hydrocarbon Engineering: Approved For ConstructionDocument6 pagesL&T Hydrocarbon Engineering: Approved For ConstructionAnthony MayNo ratings yet
- ADR ColdStartDocument1 pageADR ColdStartAnthony MayNo ratings yet
- 110 T 8069Document8 pages110 T 8069Anthony MayNo ratings yet
- Z03 AersqDocument6 pagesZ03 AersqAnthony MayNo ratings yet
- RPT ComputersDocument4 pagesRPT ComputersAnthony MayNo ratings yet
- Fi Chier 0005Document7 pagesFi Chier 0005Anthony MayNo ratings yet
- Mechanical Seals ModuleDocument93 pagesMechanical Seals ModuleAnthony May100% (1)
- Alignment Module.Document64 pagesAlignment Module.Anthony MayNo ratings yet
- Profile Geogabinfra PDFDocument19 pagesProfile Geogabinfra PDFदेवराज सिंह गहरवारNo ratings yet
- GASA2Document2 pagesGASA2johnnycollideNo ratings yet
- Iron Oxide Pigments For Producing Coloured Concrete PDSDocument2 pagesIron Oxide Pigments For Producing Coloured Concrete PDSLily ShubinaNo ratings yet
- Final - Inspection Report - Fog HornDocument16 pagesFinal - Inspection Report - Fog HornmillimeterNo ratings yet
- E1239Document11 pagesE1239LLNo ratings yet
- Retrofitting of BridgesDocument30 pagesRetrofitting of Bridgesmanu_696No ratings yet
- Material API 610Document8 pagesMaterial API 610mishraenggNo ratings yet
- Titan CF Filter Manual 2014Document4 pagesTitan CF Filter Manual 2014Yareli de la CruzNo ratings yet
- Construction - Sewerage and Water Board of New OrleansDocument48 pagesConstruction - Sewerage and Water Board of New OrleansJAGUAR GAMINGNo ratings yet
- 3-Way Ball Valve (Spears)Document4 pages3-Way Ball Valve (Spears)Chan Chi Wong PenNo ratings yet
- Architectural Record - November 2016Document222 pagesArchitectural Record - November 2016MarcoRossi67% (3)
- Pillars, Professional Column - DSWA - Waller and Dyker, Winter 2010/3Document2 pagesPillars, Professional Column - DSWA - Waller and Dyker, Winter 2010/3Mark JurusNo ratings yet
- Backprop DesignDocument3 pagesBackprop DesignLem TeohNo ratings yet
- Hilti Expansion Bolts - CapacityDocument9 pagesHilti Expansion Bolts - CapacitykevinisonlineNo ratings yet
- 04-APRECO Pressure Reliefe Vent DS-SGV-2021-1.2Document2 pages04-APRECO Pressure Reliefe Vent DS-SGV-2021-1.2Nenad MilenkovicNo ratings yet
- McMaster-Carr Nail CatalogueDocument1 pageMcMaster-Carr Nail CatalogueKK0605No ratings yet
- Sparte Parts - Boomer L1CDocument1,091 pagesSparte Parts - Boomer L1CManuelNo ratings yet
- Installation Data For: 250 & 375 Series Point Gate NeedleDocument2 pagesInstallation Data For: 250 & 375 Series Point Gate NeedleEsteban Vanegas AlvarezNo ratings yet
- Data Centre Essentials Design Construction and Operation of Data Centres For The Non Expert Vincent Fogarty Full Chapter PDFDocument70 pagesData Centre Essentials Design Construction and Operation of Data Centres For The Non Expert Vincent Fogarty Full Chapter PDFbejanzyli100% (5)
- Hilton Garden Inn: Weekly Schedule of Works 2nd FloorDocument2 pagesHilton Garden Inn: Weekly Schedule of Works 2nd FloorDeenNo ratings yet
- Keypoint Company ProfileDocument20 pagesKeypoint Company Profilemaze cyberNo ratings yet
- Sprinkler ESFRDocument4 pagesSprinkler ESFRGustavo Torres CabañasNo ratings yet
- PPR Piping System Catalog - enDocument278 pagesPPR Piping System Catalog - enMohsin KhanNo ratings yet
- Hydril Pressure Control GL Annular Blowout Preventer: Drilling & ProductionDocument2 pagesHydril Pressure Control GL Annular Blowout Preventer: Drilling & ProductionbjmaqueyNo ratings yet
- Nexiez-Lite Catalog PDFDocument8 pagesNexiez-Lite Catalog PDFpramods_8No ratings yet
- Design of Reinforced Concrete Floor Systems: Professional Development SeriesDocument7 pagesDesign of Reinforced Concrete Floor Systems: Professional Development SeriesJCS100% (1)