Download as pdf or txt
You might also like
- LNG Process TrainDocument23 pagesLNG Process TrainMuhammad Shariq Khan100% (11)
- Steam and Gas Turbine by R Yadav PDF 133 HOT: DownloadDocument3 pagesSteam and Gas Turbine by R Yadav PDF 133 HOT: DownloadBhagyesh PathakNo ratings yet
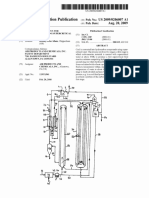
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNo ratings yet
- Gypsum As CatalystDocument7 pagesGypsum As CatalystNoor AkmalNo ratings yet
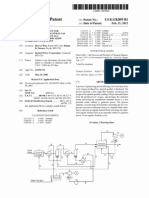
- United States Patent (10) Patent No.: US 8,118,895 B1Document4 pagesUnited States Patent (10) Patent No.: US 8,118,895 B1Heny IsmawatiNo ratings yet
- Combustion Characteristics of Lignite-Water Slurries: Reha Yavuzac, Sadriye KQ@kbayraka and Alan WilliamsbDocument7 pagesCombustion Characteristics of Lignite-Water Slurries: Reha Yavuzac, Sadriye KQ@kbayraka and Alan WilliamsbCemilo KoyunoNo ratings yet
- Investigation of Effect of Different Drying TechniquesDocument9 pagesInvestigation of Effect of Different Drying TechniquesGanesh SamdaniNo ratings yet
- Rotary Kiln Cement 1Document13 pagesRotary Kiln Cement 1iimcaemdwNo ratings yet
- Coal Ater SlurryDocument13 pagesCoal Ater SlurryranjanNo ratings yet
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861100% (1)
- Saving of Coke Oven Gas by Reduction of Smoke Pushing of Recovery Type Coke PlantDocument7 pagesSaving of Coke Oven Gas by Reduction of Smoke Pushing of Recovery Type Coke PlantPriyatam KumarNo ratings yet
- Water GasDocument3 pagesWater GassayantikaNo ratings yet
- Acetylene Production-2023 4Document31 pagesAcetylene Production-2023 4Divyansh NagarNo ratings yet
- Application of A Boiler Performance Model To Evaluate Lo 1997Document1 pageApplication of A Boiler Performance Model To Evaluate Lo 1997Ahmad HamzahNo ratings yet
- Steam Boiler Performance-1Document27 pagesSteam Boiler Performance-1Fagbolagun IdowuNo ratings yet
- LRC DryerDocument6 pagesLRC DryeriimcaemdwNo ratings yet
- Feasibility of In-Situ Combustion of Tar From A Tarmat ReservoirDocument16 pagesFeasibility of In-Situ Combustion of Tar From A Tarmat ReservoirReservorio UagrmNo ratings yet
- Fluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsDocument10 pagesFluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsShambhu MehtaNo ratings yet
- Re-Evaluate Recycling Options For The Claus UnitDocument5 pagesRe-Evaluate Recycling Options For The Claus Unitbakhtiari_afNo ratings yet
- Hydrogen Rich Syngas Production From Oxy-Steam Gasification of A Lignite Coal - A Design and Optimization Study Robert Mota, Gautham Krishnamoorthy, Oyebola Dada, Steven A BensonDocument31 pagesHydrogen Rich Syngas Production From Oxy-Steam Gasification of A Lignite Coal - A Design and Optimization Study Robert Mota, Gautham Krishnamoorthy, Oyebola Dada, Steven A BensonHa M ZaNo ratings yet
- Lurgi Gasifier Coal Gasification in IndiaDocument14 pagesLurgi Gasifier Coal Gasification in IndiaSarita ShitNo ratings yet
- Thermal Power PlantDocument44 pagesThermal Power PlantArun kumar rouniyar100% (1)
- Agitation ReviewDocument9 pagesAgitation ReviewPurushottam Karthik JanaswamyNo ratings yet
- Kovar Tube as a Potential Catalyst for Conversion of Tar Produced from Biomass GasificationDocument11 pagesKovar Tube as a Potential Catalyst for Conversion of Tar Produced from Biomass Gasifications.h.m.aljbourNo ratings yet
- BoilerDocument28 pagesBoilerHassan Funsho AkandeNo ratings yet
- Copperbasedcatalystsupport Chilukuri 2009Document5 pagesCopperbasedcatalystsupport Chilukuri 2009leonardoNo ratings yet
- Report On Underground Coal Gasification: Assignment 1Document21 pagesReport On Underground Coal Gasification: Assignment 1Prabhu PrasadNo ratings yet
- Boiler Steam Generation Distribution 1712008851Document37 pagesBoiler Steam Generation Distribution 1712008851sukhvinderNo ratings yet
- Upgrading of Calcium Sulfate Using A Supercritical Co2 Brayton Cycle Coupled To Concentrating Solar Power: Temperature-Reducing DecompositionDocument16 pagesUpgrading of Calcium Sulfate Using A Supercritical Co2 Brayton Cycle Coupled To Concentrating Solar Power: Temperature-Reducing DecompositionIJAR JOURNAL100% (1)
- Molten Salt Processes: Molten Iron Atgas ProcessDocument6 pagesMolten Salt Processes: Molten Iron Atgas ProcessSarita ShitNo ratings yet
- Combustion Analysis of Coal-Water Slurry Fuel Prepared From Plant Coal and Recovered Coal FinesDocument7 pagesCombustion Analysis of Coal-Water Slurry Fuel Prepared From Plant Coal and Recovered Coal Finesarsalan322No ratings yet
- Rice Husk Gas Stove2Document10 pagesRice Husk Gas Stove2sdsdnNo ratings yet
- Efficiency of A Modified Conical Metallic Cooking Stove Incorporating Clay For Optimal Charcoal Consumption in Kara Region - TogoDocument8 pagesEfficiency of A Modified Conical Metallic Cooking Stove Incorporating Clay For Optimal Charcoal Consumption in Kara Region - TogoIJAR JOURNALNo ratings yet
- Thermodynamics Review ProblemsDocument3 pagesThermodynamics Review ProblemssayanNo ratings yet
- J Fuel 2021 120469Document10 pagesJ Fuel 2021 120469Roni GustiwaNo ratings yet
- Report On Sulphur RecoveryDocument9 pagesReport On Sulphur Recoveryvidit SinghNo ratings yet
- (143170606) 12 - PettinauDocument2 pages(143170606) 12 - PettinauKiki Maria NababanNo ratings yet
- IR-CFB Boilers: Supercritical Once-Through Developments For Power GenerationDocument11 pagesIR-CFB Boilers: Supercritical Once-Through Developments For Power Generationömür arasNo ratings yet
- Advancements in Sulfur Recovery ProcessesDocument21 pagesAdvancements in Sulfur Recovery Processesprateek kumarNo ratings yet
- Underground Coal Gasification (UCG)Document10 pagesUnderground Coal Gasification (UCG)partha das sharmaNo ratings yet
- Numerical and Experimental Study On Biased Tube Temperature Problem in Tangential Firing BoilerDocument22 pagesNumerical and Experimental Study On Biased Tube Temperature Problem in Tangential Firing BoilerraitoNo ratings yet
- Shale OilDocument9 pagesShale OilAyad DariNo ratings yet
- Us 2710883Document2 pagesUs 2710883onixexenNo ratings yet
- AcetyleneDocument13 pagesAcetyleneImtiaz AliNo ratings yet
- Coal GasificationDocument17 pagesCoal GasificationSaroj KumarNo ratings yet
- Integrated Gasification Combined Cycle (Igcc) : CharacteristicsDocument4 pagesIntegrated Gasification Combined Cycle (Igcc) : CharacteristicsDanielNo ratings yet
- The Implementation of A Steam Transformer PDFDocument9 pagesThe Implementation of A Steam Transformer PDFASHIL PRABHAKARNo ratings yet
- Chandrapur CTPS 15 Days Training ReportDocument21 pagesChandrapur CTPS 15 Days Training ReportUday Wankar0% (1)
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- IntroductionDocument23 pagesIntroductionPABLO URIZ CEREZONo ratings yet
- A Large-Capacity Pressurized-Fluidized-Bed-Combustion-Boiler Combined-Cycle Power PlantDocument5 pagesA Large-Capacity Pressurized-Fluidized-Bed-Combustion-Boiler Combined-Cycle Power PlantDhanasekaran RNo ratings yet
- Thermal Power Plant NewDocument13 pagesThermal Power Plant NewSiva Surya PerisettiNo ratings yet
- 08 Steam Raising: Boiler Operation/designDocument1 page08 Steam Raising: Boiler Operation/designNorman IskandarNo ratings yet
- Ref 3 Lu2012Document9 pagesRef 3 Lu2012erlan rosyadiNo ratings yet
- E Ciency Studies of Combination Tube Boilers: Alexandria Engineering JournalDocument10 pagesE Ciency Studies of Combination Tube Boilers: Alexandria Engineering JournalGeslane SchepersNo ratings yet
- Biomass CocombustionDocument10 pagesBiomass Cocombustionbdave29No ratings yet
- 43 Optimization Lime KilnDocument10 pages43 Optimization Lime KilnAris parkerNo ratings yet
- An Integrated Catalytic Approach For The Production of Hydrogen by GlycerolDocument6 pagesAn Integrated Catalytic Approach For The Production of Hydrogen by GlycerolMahdy HajienayatiNo ratings yet
- Engineering Bulletin No 1: Boiler and Furnace TestingFrom EverandEngineering Bulletin No 1: Boiler and Furnace TestingRating: 4.5 out of 5 stars4.5/5 (2)
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Xi CH 2 Atomic Structure PDFDocument6 pagesXi CH 2 Atomic Structure PDFMehak JiwaniNo ratings yet
- States of Matter Notes PDFDocument14 pagesStates of Matter Notes PDFalien xNo ratings yet
- SPE 94373 Optimize Separator Operating Pressures To Reduce Flash LossesDocument8 pagesSPE 94373 Optimize Separator Operating Pressures To Reduce Flash LossesArmando PedroNo ratings yet
- Oxygen Removal - BrochureDocument1 pageOxygen Removal - BrochureAnna OlszewskaNo ratings yet
- Types of Fluid Flow PDFDocument6 pagesTypes of Fluid Flow PDFvinod KolarNo ratings yet
- Chapter 15A - Fluids at RestDocument30 pagesChapter 15A - Fluids at Restosborne kachajeNo ratings yet
- Molecular SpeedsDocument6 pagesMolecular SpeedsDanny PhantomNo ratings yet
- Basic Cycle Development Techniques For Lyophilized ProductsDocument7 pagesBasic Cycle Development Techniques For Lyophilized Productshasan_j688675No ratings yet
- CPF Flare Load SummaryDocument4 pagesCPF Flare Load SummaryMohamed Mehdi FAKHFAKHNo ratings yet
- Lab ReportDocument6 pagesLab Reportsagarchawla100% (5)
- Turbo MachineryDocument4 pagesTurbo MachineryRoshan ShanmughanNo ratings yet
- GATE Chemical Engineering 2003 PDFDocument12 pagesGATE Chemical Engineering 2003 PDFVenkatesh ChNo ratings yet
- Me-6031 2-3Document2 pagesMe-6031 2-3Varsha BundelNo ratings yet
- Homework No 7Document2 pagesHomework No 7WaleedNo ratings yet
- Mass Transfer Project 1 PDFDocument25 pagesMass Transfer Project 1 PDFwasie kebire0% (1)
- Physics and Chemistry of Water and Ice: Phys. Chem. Chem. PhysDocument3 pagesPhysics and Chemistry of Water and Ice: Phys. Chem. Chem. Physget2csNo ratings yet
- Graphene Review 2019Document18 pagesGraphene Review 2019viscairsyad96No ratings yet
- DATOS PARA DIFERENTES MEZCLAS 1butanol Agua Acetona 2 PropanolDocument9 pagesDATOS PARA DIFERENTES MEZCLAS 1butanol Agua Acetona 2 PropanolAndresDiazNo ratings yet
- LOOS - BoilerDocument20 pagesLOOS - Boilerdepinfor lusofabrilNo ratings yet
- Notes On Gas LawsDocument3 pagesNotes On Gas Lawslendi meiNo ratings yet
- Material Balance in Oil ReservoirsDocument7 pagesMaterial Balance in Oil ReservoirsTeja MulyawanNo ratings yet
- Calculation Sheet Flare Knock Out Drum: Sheet No: Job No: REV Date Made by Chkd. by Appr. by DescriptionDocument2 pagesCalculation Sheet Flare Knock Out Drum: Sheet No: Job No: REV Date Made by Chkd. by Appr. by Descriptionsanjay100% (4)
- Pipeline DryingDocument14 pagesPipeline DryingMAHESH CHANDNo ratings yet
- 01.07.01 Flow Diagram 1245 8984Document1 page01.07.01 Flow Diagram 1245 8984周庆卓No ratings yet
- What Is Pressure VesselDocument2 pagesWhat Is Pressure Vesselasarwar83No ratings yet
- Muhammad Alfan Ali Fauz - 10221042 - Tugas Pekan 11Document3 pagesMuhammad Alfan Ali Fauz - 10221042 - Tugas Pekan 11Yudda AlfarizhanNo ratings yet
- Thermodynamics ME 2105 Credit: 4.0: Vapor Power CyclesDocument36 pagesThermodynamics ME 2105 Credit: 4.0: Vapor Power CyclesSourav KarmakerNo ratings yet
- Properties of Steam PDFDocument15 pagesProperties of Steam PDFnitesh_n2840100% (1)
- Topic 7 - Flow of Compressible FluidsDocument85 pagesTopic 7 - Flow of Compressible Fluidszairulh7No ratings yet