Download as doc, pdf, or txt
You might also like
- Chapter 15 ProblemsDocument3 pagesChapter 15 ProblemsJoshua Phillip Austero FederisNo ratings yet
- Assignment 2Document1 pageAssignment 2dhrumilNo ratings yet
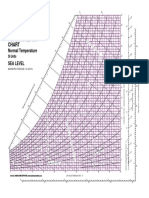
- Psychrometric ChartDocument1 pagePsychrometric ChartPeter CallánNo ratings yet
- Universal MotorDocument4 pagesUniversal MotorarunNo ratings yet
- Pns Paes 248 2010Document18 pagesPns Paes 248 2010Glaiza Abad FernandezNo ratings yet
- Comparison of Drying Behaviour Quality ADocument8 pagesComparison of Drying Behaviour Quality AMuhammad AssagafNo ratings yet
- Final Proposal Presentation ME Project1Document12 pagesFinal Proposal Presentation ME Project1Miguel Paolo LademoraNo ratings yet
- Design and Fabrication of A Convective Fish DryerDocument9 pagesDesign and Fabrication of A Convective Fish DryerOscarKonzultNo ratings yet
- Design and Fabrication of Solar Operated Sprayer For Agricultural PurposeDocument4 pagesDesign and Fabrication of Solar Operated Sprayer For Agricultural PurposeEzenwa ChiomaNo ratings yet
- Chapter 9 Cost EstimationDocument6 pagesChapter 9 Cost EstimationAli AhsanNo ratings yet
- Automatic Rice Transplantation Machine PDFDocument4 pagesAutomatic Rice Transplantation Machine PDFHidden Face01No ratings yet
- Design and Simulation of Bamboo Sprout Scalding Processing MachineDocument40 pagesDesign and Simulation of Bamboo Sprout Scalding Processing MachineBRYAN DEXTER ARCENo ratings yet
- Selected Applicants To Attend InterviewDocument39 pagesSelected Applicants To Attend Interviewmchaina Tv100% (1)
- Problem No. 2-2 (Compression)Document3 pagesProblem No. 2-2 (Compression)Jhun Michael LocusNo ratings yet
- Lesson 5. The Binary Vapor Rankine Power CyclesDocument1 pageLesson 5. The Binary Vapor Rankine Power CyclesSHERWIN MOSOMOSNo ratings yet
- Plate LeafDocument3 pagesPlate LeafAbdul RahmanNo ratings yet
- c4 Tutorial TurbineDocument2 pagesc4 Tutorial TurbinehahahaNo ratings yet
- 29 Inside and Outside Design ConditionsDocument19 pages29 Inside and Outside Design ConditionsPRASAD326100% (2)
- Module 5 Dual Combustion CycleDocument3 pagesModule 5 Dual Combustion CycleRalph Bernard Dela RosaNo ratings yet
- Test No. 13Document51 pagesTest No. 13Krishna BelelaNo ratings yet
- Design of Paddy Collecting MachineDocument7 pagesDesign of Paddy Collecting MachineMelchor PadillaNo ratings yet
- Design and Fabrication of Onion Seed Sowing Machine 1433826027 PDFDocument10 pagesDesign and Fabrication of Onion Seed Sowing Machine 1433826027 PDFGuiiNo ratings yet
- Project Plan For Ice Cream ParlourDocument2 pagesProject Plan For Ice Cream Parloursekhar_jvjNo ratings yet
- Lab Exp 1 2Document26 pagesLab Exp 1 2Amr TarekNo ratings yet
- Fdocuments - in Otto Cycle PresentationDocument97 pagesFdocuments - in Otto Cycle PresentationUTSAV KUMARNo ratings yet
- Machinery TextDocument25 pagesMachinery TextMd Firoz Alam Khan100% (1)
- 06 - Preliminary Optioneering - Rye Mead Water Cycle Strategy Final Report 2009Document10 pages06 - Preliminary Optioneering - Rye Mead Water Cycle Strategy Final Report 2009Kiran RmNo ratings yet
- Shaft, Key and CouplingDocument12 pagesShaft, Key and CouplingjagjeetNo ratings yet
- Old Question Papers 2006-11-2 PDF FreeDocument27 pagesOld Question Papers 2006-11-2 PDF FreeAYUSH SINGHALNo ratings yet
- Design of Nug Oil Extracting Machine: AcknowledgementDocument67 pagesDesign of Nug Oil Extracting Machine: AcknowledgementSibhat GebregziabherNo ratings yet
- Ref Review ProblemsDocument3 pagesRef Review ProblemsGiancarlo SantosNo ratings yet
- Lab Manual EBMV3103Document13 pagesLab Manual EBMV3103VOON KIN ONNNo ratings yet
- Experiment No. 1Document4 pagesExperiment No. 1subhamgupta7495100% (1)
- Theoretical Framework: The Methodological Framework Emerges From The Conceptual FrameworkDocument6 pagesTheoretical Framework: The Methodological Framework Emerges From The Conceptual FrameworkBenz Andrew RegisNo ratings yet
- Flywheel Energy StorageDocument4 pagesFlywheel Energy Storagetzw101No ratings yet
- Design and Fabrication of Organic Waste Shredding Machine: Project Reference No.: 41S - Be - 1804Document7 pagesDesign and Fabrication of Organic Waste Shredding Machine: Project Reference No.: 41S - Be - 1804Alodia JabamiNo ratings yet
- LECTURE NOTES Industrial ProcessessDocument19 pagesLECTURE NOTES Industrial ProcessessjaycobsmillanNo ratings yet
- Review Problems On Gas TurbineDocument9 pagesReview Problems On Gas TurbinejehadyamNo ratings yet
- Design and Fabrication of Windmill Reciprocating Water Pumping SystemDocument6 pagesDesign and Fabrication of Windmill Reciprocating Water Pumping SystemtongaiNo ratings yet
- Module No 5a.ocean EnergyDocument15 pagesModule No 5a.ocean EnergyVaibhav Vithoba NaikNo ratings yet
- The Calorific Value of A Fuel Is TheDocument4 pagesThe Calorific Value of A Fuel Is TheRana PrathapNo ratings yet
- Design, Fabrication, Commissioning and Maintenance of Reciprocating Ice Cream Mixer (Sorbetes)Document53 pagesDesign, Fabrication, Commissioning and Maintenance of Reciprocating Ice Cream Mixer (Sorbetes)Montzo Diana BaltonadoNo ratings yet
- Mobile Thermoelectric Cooling Jacket For Philippine ClimateDocument14 pagesMobile Thermoelectric Cooling Jacket For Philippine ClimateJohn CarlNo ratings yet
- 1 - Pneumatic System Part 1Document6 pages1 - Pneumatic System Part 1Vaibhav VernekarNo ratings yet
- NumericalDocument4 pagesNumericalhafizNo ratings yet
- ME6505 2m Rejinpaul c2Document23 pagesME6505 2m Rejinpaul c2Shriram MoovaaNo ratings yet
- Types of Steam GeneratorsDocument2 pagesTypes of Steam GeneratorsAnonymous oUoJ4A8xNo ratings yet
- Tutorial 2 - Heat Transfer 2014-2Document1 pageTutorial 2 - Heat Transfer 2014-2Haziq IsmailNo ratings yet
- Ref Systems Lecture Notes 1Document9 pagesRef Systems Lecture Notes 1Retro GamerNo ratings yet
- Agricultural Processing EquipmentsDocument42 pagesAgricultural Processing EquipmentsSachinNo ratings yet
- Module 5 (Psychrometric Processes)Document19 pagesModule 5 (Psychrometric Processes)Shirley PelagioNo ratings yet
- Google Jas TordilloDocument2 pagesGoogle Jas TordilloCegrow Ber Bersabal100% (1)
- Air Con TutorialsDocument2 pagesAir Con TutorialsAlgernon Jacobs100% (1)
- Problem Modern Trends in ICE - SDocument1 pageProblem Modern Trends in ICE - SMohamed MosaedNo ratings yet
- ApsimDocument292 pagesApsimvinhxuannNo ratings yet
- HortiDocument7 pagesHortiSunday Glo M. Cabuyao100% (4)
- A2 Physiological Factors and PerformanceDocument32 pagesA2 Physiological Factors and PerformanceTiago José ReisNo ratings yet
- Optimal Sizing of Counterflow Cooler For PelletsDocument72 pagesOptimal Sizing of Counterflow Cooler For PelletsChristian MavarezNo ratings yet
- Mpusia PDFDocument86 pagesMpusia PDFmohamedNo ratings yet
- Université Catholique de Louvain Département MILA Unité de Genie RuralDocument35 pagesUniversité Catholique de Louvain Département MILA Unité de Genie RuralgladNo ratings yet
- Unit 4Document38 pagesUnit 4deepu1009No ratings yet
- Unit - 1Document19 pagesUnit - 1deepu1009No ratings yet
- Metal Forming TechniquesDocument2 pagesMetal Forming Techniquesdeepu1009No ratings yet
- Sri Padma Vat Him A Hi La UniversityDocument1 pageSri Padma Vat Him A Hi La Universitydeepu1009No ratings yet
- Au College of Engineering, Andhra UniversityDocument3 pagesAu College of Engineering, Andhra Universitydeepu1009No ratings yet
- TsDocument9 pagesTsdeepu1009No ratings yet
- C-Layout of Bhel HydDocument1 pageC-Layout of Bhel Hyddeepu1009No ratings yet
- Harbour & Its Classification Page - 1Document6 pagesHarbour & Its Classification Page - 1deepu1009No ratings yet
- Hears Form AccfaDocument1 pageHears Form AccfaErizza PastorNo ratings yet
- Effects of Global WarmingDocument15 pagesEffects of Global Warmingဇာနည် ဦးNo ratings yet
- Boilers TypesDocument7 pagesBoilers TypesNazakat Ali KhosoNo ratings yet
- Propagation ManagementDocument9 pagesPropagation ManagementChrispin MulandNo ratings yet
- Tugas Akhir B. InggrisDocument12 pagesTugas Akhir B. InggrisdewiretnoNo ratings yet
- Logistic+Regression - DoneDocument41 pagesLogistic+Regression - DonePinaki Ghosh100% (1)
- GEOGRAPHY GR12 QP JUNE 2023 - English - 074346Document21 pagesGEOGRAPHY GR12 QP JUNE 2023 - English - 074346ramohaladikutlwano410No ratings yet
- Grammar Test - IntermediateDocument2 pagesGrammar Test - IntermediateLucaNo ratings yet
- Haunted Hayride Scary StoryDocument5 pagesHaunted Hayride Scary StoryRob HowellNo ratings yet
- Saving Seeds, More Valuable Than GoldDocument24 pagesSaving Seeds, More Valuable Than GoldilovepanamaNo ratings yet
- Phrases and Clauses of ResultDocument4 pagesPhrases and Clauses of ResultDodeptrai BkNo ratings yet
- General Studies (Prelims) Paper - 1982Document33 pagesGeneral Studies (Prelims) Paper - 1982ShreeRamNo ratings yet
- Tubantin: WWW - Yekrang.ir Info@yekrang - Ir Tel:+98 (21) 33958270-2 Fax:+98 (21) 33923561Document10 pagesTubantin: WWW - Yekrang.ir Info@yekrang - Ir Tel:+98 (21) 33958270-2 Fax:+98 (21) 33923561Rezoanul HaqueNo ratings yet
- Awtz14lbc Aotz14lbc 9315236036 OperationDocument28 pagesAwtz14lbc Aotz14lbc 9315236036 OperationjovanangelssNo ratings yet
- Universidad Abierta para Adultos UAPA: Materia English FacilitadoraDocument5 pagesUniversidad Abierta para Adultos UAPA: Materia English FacilitadoraEnriqueta MARTINEZNo ratings yet
- Summative Test No. 2 4 Quarter Name: - ScoreDocument2 pagesSummative Test No. 2 4 Quarter Name: - ScoreRobieDeLeonNo ratings yet
- WSI BOOK II REV - Final4 PDFDocument471 pagesWSI BOOK II REV - Final4 PDFwaode wahyunirazyNo ratings yet
- 2024 EY Open Science Data Challenge Participant GuidanceDocument15 pages2024 EY Open Science Data Challenge Participant GuidanceNitish PutrevuNo ratings yet
- Economic Security Through Rural Insurance in IndiaDocument6 pagesEconomic Security Through Rural Insurance in IndiaMurali DharanNo ratings yet
- Pneumatic Actuators-Air Bellows 9109 Series-Catalogue PDE2576TCUKDocument16 pagesPneumatic Actuators-Air Bellows 9109 Series-Catalogue PDE2576TCUKRicky Ocktavi RizkyNo ratings yet
- Good Manners in PublicDocument28 pagesGood Manners in PublicBiglolo BiglalaNo ratings yet
- Civil-Natural Cooling TowerDocument52 pagesCivil-Natural Cooling TowerAmir Abbaszadeh100% (2)
- Chapter 1 Lesson 1 SummaryDocument1 pageChapter 1 Lesson 1 SummaryHudsen GabrielNo ratings yet
- Is 1448 70 1968Document9 pagesIs 1448 70 1968Pinjala AnoopNo ratings yet
- Important Factors and Aspects of CoatingDocument44 pagesImportant Factors and Aspects of CoatingyuwantoniNo ratings yet
- Definitions of Ch-7 Weather and ClimateDocument15 pagesDefinitions of Ch-7 Weather and ClimateBhatia ParulNo ratings yet
- Anantapur District ReportDocument6 pagesAnantapur District Reportreddy655No ratings yet
- Solar Energy and The Atmosphere: Learning Activity Sheet (Las)Document4 pagesSolar Energy and The Atmosphere: Learning Activity Sheet (Las)ken riveraNo ratings yet
- Weather Report in MahawanDocument7 pagesWeather Report in MahawanJezz100% (1)