Download as pdf or txt
You might also like
- T.O. 33b-1-2 - NDT General Procedures and Process ControlsDocument138 pagesT.O. 33b-1-2 - NDT General Procedures and Process ControlsJuan Carlos Romero Susunaga89% (9)
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Exp3 - H3-Characteristics of PN Diode and Zener DiodeDocument7 pagesExp3 - H3-Characteristics of PN Diode and Zener Diodeshubhika guptaNo ratings yet
- Module 2 (Physics)Document4 pagesModule 2 (Physics)Miguel Oliveira100% (1)
- Propriedades Do Concreto FrescoDocument10 pagesPropriedades Do Concreto FrescoBetty MalvaNo ratings yet
- Abu Altemen Et Al., 2017, Punching Shear Behavior of Small SFRC Flat PlateDocument11 pagesAbu Altemen Et Al., 2017, Punching Shear Behavior of Small SFRC Flat PlatefaridNo ratings yet
- Comparison of Core and Cube Compressive Strength of Hardened Concrete 02 JuneDocument6 pagesComparison of Core and Cube Compressive Strength of Hardened Concrete 02 JuneGJESRNo ratings yet
- Camasuire Stalp Cu FerocimentDocument8 pagesCamasuire Stalp Cu FerocimentChelemen MaryaNo ratings yet
- Cyclic Behaviour of Beam Column Joint Retrofitted With Simcon LaminatesDocument20 pagesCyclic Behaviour of Beam Column Joint Retrofitted With Simcon LaminatesJay PatelNo ratings yet
- Properties of Anchor Grouts in A Confined State A D Barley Ice Conference London March 1997Document10 pagesProperties of Anchor Grouts in A Confined State A D Barley Ice Conference London March 1997Kenny CasillaNo ratings yet
- Performance Investigation of Square Concrete-Fi Lled Steel Tube ColumnsDocument7 pagesPerformance Investigation of Square Concrete-Fi Lled Steel Tube Columnsjoamirhenrique_10316No ratings yet
- Short ColumnsDocument15 pagesShort ColumnssrividyaNo ratings yet
- Data Full Papers 112 DelDocument8 pagesData Full Papers 112 DelDBW Quality Control JVACCNo ratings yet
- Appendix E: Test Methods UsedDocument21 pagesAppendix E: Test Methods UsedNidDouNo ratings yet
- Name:Wessam Mohamed Kamal: Behavior of Functionally Graded Reinforced Concrete Beams Under Cyclic LoadingDocument11 pagesName:Wessam Mohamed Kamal: Behavior of Functionally Graded Reinforced Concrete Beams Under Cyclic LoadingMouhamed MamdouhNo ratings yet
- Torsion of High-Strength Reinforced Concrete Beams and Minimum Reinforcement RequirementDocument8 pagesTorsion of High-Strength Reinforced Concrete Beams and Minimum Reinforcement RequirementSuhas Natu100% (1)
- Comparison of Core and Cube Compressive Strength of Hardened ConcreteDocument5 pagesComparison of Core and Cube Compressive Strength of Hardened ConcreteRajmonda RamaNo ratings yet
- Behaviour of Steel Fiber Reinforced Concrete Beams Involving Nano Silica and Zeolite2 AbstractDocument2 pagesBehaviour of Steel Fiber Reinforced Concrete Beams Involving Nano Silica and Zeolite2 Abstractsarah.bstyNo ratings yet
- Experimental Investigation of Ultimate Capacity of Wired Mesh-Reinforced Cementitious SlabsDocument9 pagesExperimental Investigation of Ultimate Capacity of Wired Mesh-Reinforced Cementitious SlabsSulaiman Mohsin AbdulAzizNo ratings yet
- ST CBC STDocument5 pagesST CBC STRoshni TNo ratings yet
- Experimental Investigation On Thin Ferro Cement Dome StructuresDocument5 pagesExperimental Investigation On Thin Ferro Cement Dome Structuresjfga000No ratings yet
- 7.ISCA JEngS 2012 026Document5 pages7.ISCA JEngS 2012 026Turcu Catalin NicolaeNo ratings yet
- Study On Flexural Behaviour of Ferrocement Slabs Reinforced With PVC-coated Weld MeshDocument8 pagesStudy On Flexural Behaviour of Ferrocement Slabs Reinforced With PVC-coated Weld MeshIJERDNo ratings yet
- 17171-Article Text-86581-1-10-20220406Document14 pages17171-Article Text-86581-1-10-20220406siddhi jadhavNo ratings yet
- University QuestionDocument2 pagesUniversity QuestionGopinath GopiNo ratings yet
- Material Mass (KG/M) Portland Cement Water Fly Ash (Unclassified) 19 MM Stone (Granite) 13 MM Stone (Granite) Crusher Sand (Granite) Filler SandDocument24 pagesMaterial Mass (KG/M) Portland Cement Water Fly Ash (Unclassified) 19 MM Stone (Granite) 13 MM Stone (Granite) Crusher Sand (Granite) Filler Sanddisha847No ratings yet
- Performance of Concrete Filled in Cold Form Steel Sheet With Shear Connector Under Pure BendingDocument4 pagesPerformance of Concrete Filled in Cold Form Steel Sheet With Shear Connector Under Pure BendingxavierNo ratings yet
- Experimental Study of Flexure and Impact On Ferrocement SlabsDocument5 pagesExperimental Study of Flexure and Impact On Ferrocement Slabsadwaid paloliNo ratings yet
- Investigation of Shear Transfer Between Vibrated and Self-Consolidating Concrete in Precast Reinforced Concrete ConstructionsDocument9 pagesInvestigation of Shear Transfer Between Vibrated and Self-Consolidating Concrete in Precast Reinforced Concrete ConstructionsRohan ReddyNo ratings yet
- CFRP Bridge BeamsDocument5 pagesCFRP Bridge BeamsAnonymous nQ9RqmNo ratings yet
- 5 - KhanDocument39 pages5 - KhanMuthu SaravanaNo ratings yet
- The Diagonal Tension Behavior of Fiber Reinforced Concrete BeamsDocument7 pagesThe Diagonal Tension Behavior of Fiber Reinforced Concrete BeamsChris LumyNo ratings yet
- Steel StrengthDocument10 pagesSteel StrengthjjNo ratings yet
- Ferrocement ApplnsDocument7 pagesFerrocement ApplnsPushpakaran PillaiNo ratings yet
- Numerical Study Shear IDocument26 pagesNumerical Study Shear INachoNo ratings yet
- Cob03 0310Document11 pagesCob03 0310abdollahzadehNo ratings yet
- Study On FlexuralDocument8 pagesStudy On FlexuralRafael CuaNo ratings yet
- Mani - Project (Coconut Shell)Document8 pagesMani - Project (Coconut Shell)maniengg100% (1)
- Paper 7Document9 pagesPaper 7RakeshconclaveNo ratings yet
- Effect of Lathe Waste in Concrete As ReinforcementDocument6 pagesEffect of Lathe Waste in Concrete As ReinforcementAnkit GuptaNo ratings yet
- Molding RCC in Rectangular Molds Using A Vibratiing Hammer, DRAFT, 10.6.14Document7 pagesMolding RCC in Rectangular Molds Using A Vibratiing Hammer, DRAFT, 10.6.14juanNo ratings yet
- Tensil Headed Anchors With Large Diameter and Deep Embedment in ConcreteDocument7 pagesTensil Headed Anchors With Large Diameter and Deep Embedment in ConcreteJack SmithNo ratings yet
- Strength and Behavior of Reinforced Concrete Obtuse Corners Under Opening Bending MomentsDocument6 pagesStrength and Behavior of Reinforced Concrete Obtuse Corners Under Opening Bending MomentsValdemir ColaresNo ratings yet
- PCT Rollno.7Document8 pagesPCT Rollno.7krishna vekariyaNo ratings yet
- My PaperDocument9 pagesMy PaperBelal HyariNo ratings yet
- Efficiency SFR 2003Document10 pagesEfficiency SFR 2003Kemal Tuşat YücelNo ratings yet
- Behaviour of Reinforced Concrete Beams With Coconut Shell As Coarse AggregatesDocument8 pagesBehaviour of Reinforced Concrete Beams With Coconut Shell As Coarse AggregatesUmair BaigNo ratings yet
- Mechanism of Shear TransferDocument8 pagesMechanism of Shear TransferSana'a AamirNo ratings yet
- ConcreteFilledSteelTubesSubjectedToAxialCompression Fam QieDocument41 pagesConcreteFilledSteelTubesSubjectedToAxialCompression Fam QieTejaswini TejuNo ratings yet
- Three Point Bending Test 1Document18 pagesThree Point Bending Test 1dinesh ramratanNo ratings yet
- Split Tensile Strength-Flexural TestDocument15 pagesSplit Tensile Strength-Flexural TestHVRANANo ratings yet
- Rumus Compressive StrengthDocument16 pagesRumus Compressive StrengthAry RachmanNo ratings yet
- Etag 001 Annex ADocument19 pagesEtag 001 Annex AEmmanuel Dupuy100% (1)
- 0c7ae2316c7e821 Ek PDFDocument5 pages0c7ae2316c7e821 Ek PDFSumit JainNo ratings yet
- Flexural Behaviour of Beams With HybridDocument13 pagesFlexural Behaviour of Beams With Hybriddaniel zerihunNo ratings yet
- Structural Faults & Repair (Masonry Walls SRG)Document12 pagesStructural Faults & Repair (Masonry Walls SRG)Kausalya AravindNo ratings yet
- MAnsur PDFDocument14 pagesMAnsur PDFDogo HeinemanNo ratings yet
- IJRAR1AIP049Document4 pagesIJRAR1AIP049Anand KNo ratings yet
- Estudio Del Comportamiento de Columnas de Hormigon PretensadoDocument17 pagesEstudio Del Comportamiento de Columnas de Hormigon PretensadoReivax50No ratings yet
- Performance of Concrete Structures Retrofitted With Fibre Reinforced PolymersDocument11 pagesPerformance of Concrete Structures Retrofitted With Fibre Reinforced PolymersAminNo ratings yet
- Body Flanges On ShellsDocument2 pagesBody Flanges On ShellsNitish SinghNo ratings yet
- Items 6-11 Incl. To Be Completed For Single Wall Vessels, Jackets of Jacketed Vessels, Shell of Heat Exchangers, or Chamber of Multichamber VesselsDocument3 pagesItems 6-11 Incl. To Be Completed For Single Wall Vessels, Jackets of Jacketed Vessels, Shell of Heat Exchangers, or Chamber of Multichamber VesselsNitish SinghNo ratings yet
- Certification Programs 2021 Price List: CW Exam Contact ATF For PricingDocument2 pagesCertification Programs 2021 Price List: CW Exam Contact ATF For PricingNitish SinghNo ratings yet
- Form Qexp-2 Suggested Form A T For Tube-To-Tubesheet Ex P Andin G Procedure Qualific A Tion Record For Test Qualific A Tion (Tepqr)Document2 pagesForm Qexp-2 Suggested Form A T For Tube-To-Tubesheet Ex P Andin G Procedure Qualific A Tion Record For Test Qualific A Tion (Tepqr)Nitish SinghNo ratings yet
- Qualifications and Required Documentation For IRRSP CertificationDocument3 pagesQualifications and Required Documentation For IRRSP CertificationNitish SinghNo ratings yet
- PDF The Physics of Graphene Second Edition Kat S Nel Son Ebook Full ChapterDocument53 pagesPDF The Physics of Graphene Second Edition Kat S Nel Son Ebook Full Chapterjulie.barnett539No ratings yet
- Periodic Table ActivityDocument3 pagesPeriodic Table ActivityJanine Aytria SaleNo ratings yet
- General Physics 1 VECTORDocument57 pagesGeneral Physics 1 VECTORPortia Egken100% (1)
- Acid-Base Crime Scene TitrationDocument6 pagesAcid-Base Crime Scene TitrationTracy RojasNo ratings yet
- D0685 Phy Paper 5Document18 pagesD0685 Phy Paper 5blogeraryanNo ratings yet
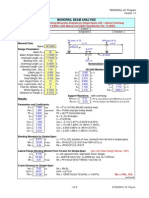
- MonorailDocument3 pagesMonorailHelard AlvarezNo ratings yet
- Finite Element Analysis Q.B - 1 by Nambi RajanDocument3 pagesFinite Element Analysis Q.B - 1 by Nambi RajanNambi RajanNo ratings yet
- CBSE 2020 Grade 12 Physic Theory Series HMJ/1 SET-3 Code No. 55/1/3Document15 pagesCBSE 2020 Grade 12 Physic Theory Series HMJ/1 SET-3 Code No. 55/1/3Darkest LifeNo ratings yet
- Lecture Wave ParametersDocument8 pagesLecture Wave ParametersBill WhiteNo ratings yet
- Engineering Mechanics: Statics: Study Guide For Pytel and Kiusalaas'sDocument160 pagesEngineering Mechanics: Statics: Study Guide For Pytel and Kiusalaas'sTrisha MariehNo ratings yet
- Discussion Lecture (1) Chapter (1) Properties of Fluids: LecturerDocument28 pagesDiscussion Lecture (1) Chapter (1) Properties of Fluids: LecturerMustafa Omar100% (2)
- Forces in Space PDFDocument64 pagesForces in Space PDFJagdish DhanuskarNo ratings yet
- Stepper Motor: General Information On Stepper MotorsDocument10 pagesStepper Motor: General Information On Stepper MotorsMasrul Nizam MahmodNo ratings yet
- Hudson - Electrochemical Reaction Dynamics - A Review (1994 - Chemical-Engineering-Science)Document80 pagesHudson - Electrochemical Reaction Dynamics - A Review (1994 - Chemical-Engineering-Science)Luis Gustavo PachecoNo ratings yet
- Markscheme T1-1 ChemistryDocument33 pagesMarkscheme T1-1 ChemistryAlexandra Ramos MNo ratings yet
- DC Motor1 SolnDocument4 pagesDC Motor1 SolnGlazylynCortezPalo60% (5)
- Gum or Resin: A Valuable Resin, Called Manila Elemi or Breabianca', Is Used As An Ingredient in The Manufacture ofDocument3 pagesGum or Resin: A Valuable Resin, Called Manila Elemi or Breabianca', Is Used As An Ingredient in The Manufacture ofKrisma BananiNo ratings yet
- 4-Motion in Two and Three DimensionDocument26 pages4-Motion in Two and Three Dimension김승윤No ratings yet
- W) U1WorksheetsDocument15 pagesW) U1WorksheetsChairul Aspan SiregarNo ratings yet
- MEC2310 Intra1 H2010 QSDocument12 pagesMEC2310 Intra1 H2010 QSbenabedmNo ratings yet
- MTH - 209 Lecture NoteDocument48 pagesMTH - 209 Lecture NoteTochukwupa Preize0% (1)
- Normativ Panouri SandwichDocument58 pagesNormativ Panouri SandwichAlex ChiraNo ratings yet
- Examination Cover Sheet: (Do Not Alter This Form)Document4 pagesExamination Cover Sheet: (Do Not Alter This Form)Victor IkeNo ratings yet
- Va&C - Unit - II (Part-One)Document76 pagesVa&C - Unit - II (Part-One)Dame AyaneNo ratings yet
- Description Assembly Order No.: Static DataDocument30 pagesDescription Assembly Order No.: Static DataMROstop.comNo ratings yet
- Physics Investigatory ProjectDocument19 pagesPhysics Investigatory ProjectAhana GhoshNo ratings yet