Download as pdf or txt
You might also like
- Composite Steel Beam - ULS To AS5100.6 (Corrected 2016-07-27)Document24 pagesComposite Steel Beam - ULS To AS5100.6 (Corrected 2016-07-27)Sharyn PolleyNo ratings yet
- Inge UF Manual Process Design Guidelines - 45 D02234 enDocument66 pagesInge UF Manual Process Design Guidelines - 45 D02234 enPravin Bote100% (2)
- 2010 Limitations To The State of The Art in Block Cave Design - Van As Et AlDocument54 pages2010 Limitations To The State of The Art in Block Cave Design - Van As Et AlgertvanhoutNo ratings yet
- Cable Bolt Optimisation at Mine Bousquet-PaperDocument25 pagesCable Bolt Optimisation at Mine Bousquet-PaperKevin MarroquínNo ratings yet
- J1800 Centrifugal Jig DS 2012-09-MTDocument2 pagesJ1800 Centrifugal Jig DS 2012-09-MTcarlos hurtadoNo ratings yet
- Geomechanics of Reinforced Cemented Backfill in An Underhand Stope at The Lucky Friday MineDocument24 pagesGeomechanics of Reinforced Cemented Backfill in An Underhand Stope at The Lucky Friday MineAnonymous EyAgVDtAiNo ratings yet
- Redpath Raisedrill Brochure LowresDocument24 pagesRedpath Raisedrill Brochure Lowresluis100% (1)
- Simulating Underground Mine InflowsDocument5 pagesSimulating Underground Mine InflowsMisael RamírezNo ratings yet
- Backfill System DesignDocument17 pagesBackfill System Designkhuthadzo NgomaNo ratings yet
- 2001 - 05 - 03 Draw Control at Koffiefontein Mine - Hannweg and Van HoutDocument18 pages2001 - 05 - 03 Draw Control at Koffiefontein Mine - Hannweg and Van HoutgertvanhoutNo ratings yet
- Flygt Jetmixers Mixing PDFDocument8 pagesFlygt Jetmixers Mixing PDFJaison JoseNo ratings yet
- Blastcad - Noranda's Three-Dimensional Underground Blast DesignDocument7 pagesBlastcad - Noranda's Three-Dimensional Underground Blast Designsuigeneris11No ratings yet
- 9852 2792 01a Operators Manual EST2DDocument56 pages9852 2792 01a Operators Manual EST2Dwladimir100% (1)
- iSURE® 8.1 Software: Drill and Blast IntelligenceDocument22 pagesiSURE® 8.1 Software: Drill and Blast IntelligenceJulliana SilvaNo ratings yet
- 2 Mixer FlygtDocument8 pages2 Mixer FlygtHugo Miño Carrasco100% (1)
- Practical Implementation of VOD at The Henderson Mine: R. Dave Brokering, D.M. Loring, C.J. RutterDocument8 pagesPractical Implementation of VOD at The Henderson Mine: R. Dave Brokering, D.M. Loring, C.J. RutterCARLOS OSIEL SEBASTIÁN VALDÉSNo ratings yet
- Shaft or DeclineDocument10 pagesShaft or DeclineElias ArayaNo ratings yet
- Cable Crane DerinerDocument2 pagesCable Crane DerinerRicardo Jesus Mallma CubasNo ratings yet
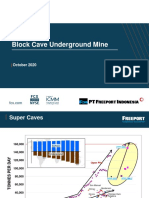
- 19b - Block Cave Underground Mine - PT Freeport Indonesia - BDTBT - (21 Oktober 2020)Document22 pages19b - Block Cave Underground Mine - PT Freeport Indonesia - BDTBT - (21 Oktober 2020)The TarigansNo ratings yet
- Tutorial 07 Probabilistic AnalysisDocument15 pagesTutorial 07 Probabilistic AnalysiscandidoNo ratings yet
- Drilling Depth Guidelines: Fluid Filled Metric U.S. Drill Rod/Core Barrel Hole Depth (Meters) Hole Depth (Feet)Document10 pagesDrilling Depth Guidelines: Fluid Filled Metric U.S. Drill Rod/Core Barrel Hole Depth (Meters) Hole Depth (Feet)Peter Leano100% (1)
- August 2012 IssueDocument56 pagesAugust 2012 IssueGas, Oil & Mining Contractor Magazine100% (1)
- DeepFlex Overview March-2014Document32 pagesDeepFlex Overview March-2014bzkxt100% (1)
- 12.2 Cubex Feed SystemsDocument38 pages12.2 Cubex Feed SystemsHector Sepulveda Orellana100% (1)
- Scope of Work For Apron Feeder PDFDocument1 pageScope of Work For Apron Feeder PDFSanjay Sharma100% (1)
- Last But Not Least: Drilling MethodsDocument38 pagesLast But Not Least: Drilling MethodsNeilNo ratings yet
- Mining Haul Roads - Theory andDocument2 pagesMining Haul Roads - Theory andJose Navarro QuilodranNo ratings yet
- Chapter 2: Literature ReviewDocument14 pagesChapter 2: Literature ReviewShahadat HossainNo ratings yet
- HDD-Tooling - Full Face Hole Opener and Downhole Jet PumpsDocument33 pagesHDD-Tooling - Full Face Hole Opener and Downhole Jet PumpsjeedanNo ratings yet
- Tutorial StaticMixer ANSYSDocument38 pagesTutorial StaticMixer ANSYSClaudia EscobarNo ratings yet
- Air-Operated Diaphragm Pumps: The Complete Guide ToDocument14 pagesAir-Operated Diaphragm Pumps: The Complete Guide ToAnonymous Kr13NEBNo ratings yet
- Float Switch: Replaces: - English Type ABZMS-41Document40 pagesFloat Switch: Replaces: - English Type ABZMS-41Renato PaivaNo ratings yet
- DeepFlex BrochureDocument4 pagesDeepFlex Brochureribeiro30No ratings yet
- Construction Dewatering System Plan Preparation GuidelinesDocument4 pagesConstruction Dewatering System Plan Preparation GuidelinesRose DianeNo ratings yet
- Unwedge: Theory ManualDocument29 pagesUnwedge: Theory ManualAngel MatiNo ratings yet
- Sandvik Underground Mining - : Load, Haul & Drill Automation Safe & Cost Effective MiningDocument23 pagesSandvik Underground Mining - : Load, Haul & Drill Automation Safe & Cost Effective MiningCARLOS OSIEL SEBASTIÁN VALDÉSNo ratings yet
- Compaction Testing of Granular MaterialDocument273 pagesCompaction Testing of Granular MaterialViviMoraRuizNo ratings yet
- Core Drilling Solutions: Atlas Copco Exploration ProductsDocument8 pagesCore Drilling Solutions: Atlas Copco Exploration ProductsFabian Andres Calderon HurtadoNo ratings yet
- Use of Numerical Groundwater Modelling For Mine Dewatering PDFDocument10 pagesUse of Numerical Groundwater Modelling For Mine Dewatering PDFMisael RamírezNo ratings yet
- Bornemann Subsea BrochureDocument5 pagesBornemann Subsea BrochureMartike KharmagasNo ratings yet
- Caldwell J Et Al Filter-Pressed Tailings TMW 2015Document9 pagesCaldwell J Et Al Filter-Pressed Tailings TMW 2015ChristianNo ratings yet
- Secoroc RotaryDocument84 pagesSecoroc RotaryElgi Zacky ZachryNo ratings yet
- Application of Conveyors For UG HaulageDocument11 pagesApplication of Conveyors For UG Haulageminerito2211No ratings yet
- Incline Haulage TrucksDocument2 pagesIncline Haulage Trucksgarves007No ratings yet
- Bestline Mining Supplies LTD - 2010 EditionDocument50 pagesBestline Mining Supplies LTD - 2010 EditionTalabarteria RaygozaNo ratings yet
- Paper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeDocument10 pagesPaper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeEdú BrizuelaNo ratings yet
- Rotary Drilling Products Raise Bore PDFDocument3 pagesRotary Drilling Products Raise Bore PDFIng del PeleNo ratings yet
- Presentation On Dragline NEWDocument17 pagesPresentation On Dragline NEWVivek Raj0% (1)
- IE - LESSON 16. Design and Operation of Underground Pipeline SystemDocument5 pagesIE - LESSON 16. Design and Operation of Underground Pipeline SystemEfremWakjiraHodeNo ratings yet
- Guide To Numerical Modeling in GeomechanicsDocument5 pagesGuide To Numerical Modeling in GeomechanicsFeki MahdiNo ratings yet
- Winckler Pore Pressure USSD - 2014Document16 pagesWinckler Pore Pressure USSD - 2014Luciano JuniorNo ratings yet
- Slide Subsea CranfieldDocument18 pagesSlide Subsea CranfieldFoo BrandonNo ratings yet
- VIMP - Design and Construction of Road Tunnels Part 2 Methodology and Excavation SupportDocument215 pagesVIMP - Design and Construction of Road Tunnels Part 2 Methodology and Excavation SupportAjay SinghNo ratings yet
- Basic Introduction of Coal Handling SystemDocument7 pagesBasic Introduction of Coal Handling SystemHerman AbdullahNo ratings yet
- 10 Drilling Methods With Secoroc Rock Drilling ToolsDocument1 page10 Drilling Methods With Secoroc Rock Drilling Toolshellason3No ratings yet
- Degradation Mechanisms of Wire Ropes Operating On Multi-Layer Crane and Mine Hoisting Drums PDFDocument19 pagesDegradation Mechanisms of Wire Ropes Operating On Multi-Layer Crane and Mine Hoisting Drums PDFBruno SantosNo ratings yet
- 1-Roughness Evaluation ShotcreteDocument18 pages1-Roughness Evaluation ShotcreteAhsan MurtazaNo ratings yet
- 119 Mechanized Mining in Low Headroom at WatervalDocument2 pages119 Mechanized Mining in Low Headroom at WatervalKenny CasillaNo ratings yet
- Turolla Hydraulic Gear Pumps Group3 Catalogue en l1016456Document32 pagesTurolla Hydraulic Gear Pumps Group3 Catalogue en l1016456Gerardo MalpiediNo ratings yet
- Paste and Thickened Tailings A Guide Second Edition - TOCDocument15 pagesPaste and Thickened Tailings A Guide Second Edition - TOCming changNo ratings yet
- 7966 PDFDocument12 pages7966 PDFNaveenNo ratings yet
- Processing of The Pyrite Concentrates To Generate Sulfurous Anhydride For Sulfuric Acid ProductionDocument6 pagesProcessing of The Pyrite Concentrates To Generate Sulfurous Anhydride For Sulfuric Acid ProductionLuis La TorreNo ratings yet
- Evolution of The Estimation of The Metallurgical Balance: A.V. Wilke, P.C. Carrasco and M.G. CortesDocument10 pagesEvolution of The Estimation of The Metallurgical Balance: A.V. Wilke, P.C. Carrasco and M.G. CortesLuis La TorreNo ratings yet
- Developing Gold Fields' La Cima Cerro Corona Project in PeruDocument8 pagesDeveloping Gold Fields' La Cima Cerro Corona Project in PeruLuis La TorreNo ratings yet
- (1974) Oswald, D. J.ziegler, J. G. - Inventory Control of Grinding Mills Using Bearing Pressure MeasurementDocument5 pages(1974) Oswald, D. J.ziegler, J. G. - Inventory Control of Grinding Mills Using Bearing Pressure MeasurementLuis La Torre100% (1)
- Cyanide Control in The Metallurgical Process of Gold Extraction in AngloGold (S.a.)Document8 pagesCyanide Control in The Metallurgical Process of Gold Extraction in AngloGold (S.a.)Luis La TorreNo ratings yet
- Application of The Shrinking Core Model For Copper Oxide LeachingDocument7 pagesApplication of The Shrinking Core Model For Copper Oxide LeachingLuis La TorreNo ratings yet
- (1987) Bartlett, John T. - Process Simulation and Optimization Using MetsimDocument12 pages(1987) Bartlett, John T. - Process Simulation and Optimization Using MetsimLuis La TorreNo ratings yet
- Dens ShieldDocument16 pagesDens ShieldadmiralpumpkinNo ratings yet
- Coal Chapter 3Document24 pagesCoal Chapter 3Ihwan Limanto100% (1)
- SECTION 07620 Sheet Metal Flashing and Trim Part 1 - General 1.1 General RequirmentsDocument5 pagesSECTION 07620 Sheet Metal Flashing and Trim Part 1 - General 1.1 General RequirmentsIm ChinithNo ratings yet
- 118CP Selection of CP Systems For Reinforced Concrete StructuresDocument15 pages118CP Selection of CP Systems For Reinforced Concrete StructuresWill NashNo ratings yet
- Steps in A Chemical AnalysisDocument13 pagesSteps in A Chemical Analysisقناص المدينهNo ratings yet
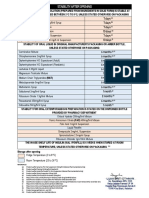
- Stability After OpeningDocument1 pageStability After OpeningAndrew LahoreNo ratings yet
- P BLOCK Class 12Document26 pagesP BLOCK Class 12Parth BajajNo ratings yet
- A Manual of Petrology PDFDocument272 pagesA Manual of Petrology PDFLaura Valentina SuazaNo ratings yet
- Metal Expansion JointsDocument16 pagesMetal Expansion JointsPablo PasqualiniNo ratings yet
- DRYLOK Masonry - DRYLOK Latex-Base Masonry Waterproofer - Spray SpecsDocument2 pagesDRYLOK Masonry - DRYLOK Latex-Base Masonry Waterproofer - Spray SpecsPedroLouisNo ratings yet
- Electric Refractory MaterialsDocument769 pagesElectric Refractory MaterialsMitone DiazNo ratings yet
- WS - Solids, Liquids & Gases CalculationsDocument3 pagesWS - Solids, Liquids & Gases CalculationsayseNo ratings yet
- E527-12 Standard Practice For Numbering Metals and Alloys in The Unified Numbering System (UNS) PDFDocument7 pagesE527-12 Standard Practice For Numbering Metals and Alloys in The Unified Numbering System (UNS) PDFUTTAM JAINNo ratings yet
- Brick Data Sheet PDFDocument3 pagesBrick Data Sheet PDFAnonymous AJYdboNo ratings yet
- Recycling of Goldmine Tailings of Cosalá, Sinaloa Valorization of Its Use in The Ceramic Industry 101122Document8 pagesRecycling of Goldmine Tailings of Cosalá, Sinaloa Valorization of Its Use in The Ceramic Industry 101122Juan José Alvarez Tostado RiosNo ratings yet
- 44Document1 page44snehal medheNo ratings yet
- FINAL!!! Chapter 1-3Document35 pagesFINAL!!! Chapter 1-3Thea Aaliyah Cruz ShalimNo ratings yet
- Dental Composite Resin. A ReviewDocument7 pagesDental Composite Resin. A ReviewDan MPNo ratings yet
- Unit Running Meter: Taking Output 60 MDocument12 pagesUnit Running Meter: Taking Output 60 Mrami reddyNo ratings yet
- 3.improving Mechanics Behavior of Hot Mix Asphalt Using Graphene-OxideDocument8 pages3.improving Mechanics Behavior of Hot Mix Asphalt Using Graphene-OxideDharmendraMahtoNo ratings yet
- A Guide To Glycol PDFDocument58 pagesA Guide To Glycol PDFSarfaraz KhanNo ratings yet
- 8.petroleum Sludge, Its Treatment andDocument19 pages8.petroleum Sludge, Its Treatment andRati Yuliarningsih100% (2)
- Galvanized Slip-Critical ConnectionsDocument2 pagesGalvanized Slip-Critical Connectionsaams_sNo ratings yet
- Introduction - Definition of Rolling ProcessDocument7 pagesIntroduction - Definition of Rolling ProcessEloisa Nher HipolitoNo ratings yet
- Solution Mining ProminingDocument6 pagesSolution Mining ProminingANKIT DEOGADENo ratings yet
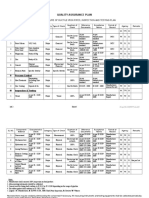
- Quality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanDocument2 pagesQuality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanNaveen NagisettiNo ratings yet
- Porvair Sinterflo Brochure - UKDocument8 pagesPorvair Sinterflo Brochure - UKAndrew HillNo ratings yet
- Citterio Zvučno Izolovane Sobe 2017 PDFDocument24 pagesCitterio Zvučno Izolovane Sobe 2017 PDFSrdjan ZajicNo ratings yet