Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Tranformer Oil Testing ProcedureDocument2 pagesTranformer Oil Testing ProcedureTrivesh S75% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Lancer 2013 2.0LDocument105 pagesLancer 2013 2.0LMarcos Sergio Godoy Rojas0% (1)
- Introduction To Ballastless Track - EditedDocument26 pagesIntroduction To Ballastless Track - Editedabhijitroy333100% (1)
- Guidlines For Handling and Stacking of Rails Oct 14 CT-35Document14 pagesGuidlines For Handling and Stacking of Rails Oct 14 CT-35abhijitroy333100% (1)
- Pile Foundation TGDocument83 pagesPile Foundation TGabhijitroy333No ratings yet
- RDSO Approved Vendor List STMDocument26 pagesRDSO Approved Vendor List STMabhijitroy3330% (1)
- Cmo 29., S. 2007 - PS For BsceDocument15 pagesCmo 29., S. 2007 - PS For Bscepicefeati100% (2)
- Sop NCRDocument56 pagesSop NCRabhijitroy333No ratings yet
- Theory of Machines - I: Question Bank (Numericals) Velocity and Acceleration Analysis of Mechanisms: Graphical MethodsDocument18 pagesTheory of Machines - I: Question Bank (Numericals) Velocity and Acceleration Analysis of Mechanisms: Graphical Methodsvijaykumar327No ratings yet
- Abul Hassan CV As A Boiler TechnicianDocument3 pagesAbul Hassan CV As A Boiler Technicianmuhammad75makeNo ratings yet
- Sandvik DE710: Heavy Duty Core DrillDocument3 pagesSandvik DE710: Heavy Duty Core DrillHenry Contreras100% (1)
- Pnematics & Compressed Air Optimization PDFDocument103 pagesPnematics & Compressed Air Optimization PDFsharmasourabhNo ratings yet
- Equipment Used in Oxyacetelen WeldingDocument15 pagesEquipment Used in Oxyacetelen WeldingKrunal PatilNo ratings yet
- KTA19-G8 Advantage Data Sheet: Emergency Standby Ratings For Application in Corporate Generator Sets OnlyDocument4 pagesKTA19-G8 Advantage Data Sheet: Emergency Standby Ratings For Application in Corporate Generator Sets OnlyDuc Thao VuNo ratings yet
- Electrical Specification Technical SpeacificationDocument194 pagesElectrical Specification Technical SpeacificationPravin BoteNo ratings yet
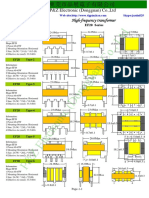
- P&Z Electronic (Dongguan) Co.,LtdDocument3 pagesP&Z Electronic (Dongguan) Co.,LtdTRMNo ratings yet
- Conservation of Angular MomemtumDocument10 pagesConservation of Angular MomemtumAryaman SrivastavaNo ratings yet
- Norma D 6000 Norma D 6000 Norma D 6000 Norma D 6000 Norma D 6000Document12 pagesNorma D 6000 Norma D 6000 Norma D 6000 Norma D 6000 Norma D 6000Johan MorenoNo ratings yet
- Modelling of The Exhaust Gas RecirculationDocument15 pagesModelling of The Exhaust Gas RecirculationAdølfo BtzNo ratings yet
- Batc NFMDocument75 pagesBatc NFMMaria BotelhoNo ratings yet
- Process Compressors Theory - Air and GasDocument10 pagesProcess Compressors Theory - Air and GasJay ShahNo ratings yet
- FlexiCompact SeriesDocument4 pagesFlexiCompact SeriesDuong Thuy NgacNo ratings yet
- Fuel Pump Bosch 0 580 254 044 Data Sheet PDFDocument3 pagesFuel Pump Bosch 0 580 254 044 Data Sheet PDFJonni SchneiderNo ratings yet
- Technical & Service Manual: CS-KE12NB41 & CZ-18BT1U + CU-KE12NK1 CS-KE18NB4UW & CZ-18BT1U + CU-KE18NKUDocument69 pagesTechnical & Service Manual: CS-KE12NB41 & CZ-18BT1U + CU-KE12NK1 CS-KE18NB4UW & CZ-18BT1U + CU-KE18NKUMalay K GhoshNo ratings yet
- TOPIC 1: Air-Conditioning Systems: Subtopic: Types of HVAC SystemsDocument32 pagesTOPIC 1: Air-Conditioning Systems: Subtopic: Types of HVAC SystemsMuhammad Fadhil Hilmi NasutionNo ratings yet
- Series F SOPDocument4 pagesSeries F SOPSuresh GantaNo ratings yet
- BiochemistryDocument20 pagesBiochemistryRitesh SinghNo ratings yet
- Bigdata Analytics in Energy UtilitiesDocument24 pagesBigdata Analytics in Energy UtilitiesDeepak Panguluri100% (2)
- B2 Public Transport LIU034: Complete The Text With ONE Word That Fits Into Each GapDocument2 pagesB2 Public Transport LIU034: Complete The Text With ONE Word That Fits Into Each GapIrma GochaleishviliNo ratings yet
- Ultrasonic Thickness Flaw DetectionDocument5 pagesUltrasonic Thickness Flaw DetectionNARESH KUMARNo ratings yet
- Sensitivity: LNT Construction Internal UseDocument3 pagesSensitivity: LNT Construction Internal UseBaladaru Krishna PrasadNo ratings yet
- 2017 Failure-Rates PDFDocument102 pages2017 Failure-Rates PDFcrd1990No ratings yet
- For ScribidDocument6 pagesFor Scribidsatyajit mohapatraNo ratings yet
- PHAS0027 RevisionDocument21 pagesPHAS0027 Revisionunknown.unknown9901No ratings yet
- G7 Science Q3 Cot1 - Week7 - Heat TransferDocument6 pagesG7 Science Q3 Cot1 - Week7 - Heat TransferMa'am Joana Joy Palomares100% (1)
- UntitledDocument4 pagesUntitledSusantaNo ratings yet