
010-PREWPS FOR SS304 (2.5 - 11 MM) PDF
010-PREWPS FOR SS304 (2.5 - 11 MM) PDF
You might also like
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Site Inspection and Test Plan For Tie-In Works: Subcontrac TorDocument24 pagesSite Inspection and Test Plan For Tie-In Works: Subcontrac Torprabu palaniswamyNo ratings yet
- Holiday Testing ProcedureDocument1 pageHoliday Testing ProcedureSyed Zakiuddin100% (2)
- 032-Itp For Painting and Coating PDFDocument19 pages032-Itp For Painting and Coating PDFKöksal Patan80% (20)
- 043-ITP FOR Water Proofing (Buildings) PDFDocument13 pages043-ITP FOR Water Proofing (Buildings) PDFKöksal Patan100% (3)
- 044-ITP For Installation of Gypsum Board (Buildings) PDFDocument10 pages044-ITP For Installation of Gypsum Board (Buildings) PDFKöksal Patan100% (3)
- 015-MS For Night Works PDFDocument16 pages015-MS For Night Works PDFKöksal Patan80% (5)
- 015-Method Statement For Painting Works (Building) PDFDocument21 pages015-Method Statement For Painting Works (Building) PDFKöksal Patan86% (21)
- 044-ITP For Installation of Gypsum Board (Buildings) PDFDocument10 pages044-ITP For Installation of Gypsum Board (Buildings) PDFKöksal Patan100% (3)
- 050-Itp For Installation of Air Intake Filter PDFDocument17 pages050-Itp For Installation of Air Intake Filter PDFKöksal PatanNo ratings yet
- 048-Itp For Installation of Hvac Unit PDFDocument8 pages048-Itp For Installation of Hvac Unit PDFKöksal Patan100% (4)
- 043-ITP FOR Water Proofing (Buildings) PDFDocument13 pages043-ITP FOR Water Proofing (Buildings) PDFKöksal Patan100% (3)
- API 653 QbankDocument88 pagesAPI 653 QbankLaxmikant Tiwari100% (1)
- Dakka DakkaDocument4 pagesDakka DakkaCarmelo VaccarelloNo ratings yet
- Distorsion Corrective TechniquesDocument4 pagesDistorsion Corrective TechniquesMathew RodriguezNo ratings yet
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFDocument7 pages003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanNo ratings yet
- 011-PREWPS FOR SS304 (6.3 - 18.7 MM) PDFDocument9 pages011-PREWPS FOR SS304 (6.3 - 18.7 MM) PDFKöksal PatanNo ratings yet
- Api 1104 VT TestDocument2 pagesApi 1104 VT TestKali AbdennourNo ratings yet
- What'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngDocument30 pagesWhat'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngAriel TerrensNo ratings yet
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pages07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick Vazquez100% (1)
- P 54 Holiday Testing Procedure R1Document43 pagesP 54 Holiday Testing Procedure R1rahul reyashNo ratings yet
- PDS Na GTS65 PDFDocument2 pagesPDS Na GTS65 PDFMoaatazz NouisriNo ratings yet
- Anchor Flange CatalogDocument4 pagesAnchor Flange CatalogRockny2011No ratings yet
- MS - Dolly Test ProcedureDocument4 pagesMS - Dolly Test ProcedureRahul Moottolikandy100% (1)
- Saudi Aramco Inspection ChecklistDocument22 pagesSaudi Aramco Inspection ChecklistAhdal NoushadNo ratings yet
- Punch Points For Piping EngineersDocument8 pagesPunch Points For Piping Engineerspratikmande100% (1)
- Liquid Penetrant Testing Report: Size Result of Test Accept / RejectDocument1 pageLiquid Penetrant Testing Report: Size Result of Test Accept / RejectAbdul NaveedNo ratings yet
- GTS-PP-120: 3 LayerDocument2 pagesGTS-PP-120: 3 Layershoaib1985100% (1)
- Radiography 2 ProcedureDocument9 pagesRadiography 2 ProceduresheikmoinNo ratings yet
- WPS-021, 09.07.07, Page-1Document2 pagesWPS-021, 09.07.07, Page-1nidhinchandranvsNo ratings yet
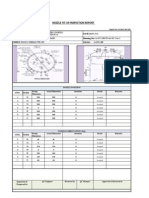
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- AWS D1.1 Welder Quallification RequirementsDocument3 pagesAWS D1.1 Welder Quallification RequirementsKrishna VachaNo ratings yet
- Yanbu Ii Power & Water Project: Package: 3Document7 pagesYanbu Ii Power & Water Project: Package: 3mohd as shahiddin jafriNo ratings yet
- 000 A Ee 0230028 513 R0Document13 pages000 A Ee 0230028 513 R0onur gunesNo ratings yet
- Aut & RTDocument12 pagesAut & RTgorkembaytenNo ratings yet
- PWHTDocument3 pagesPWHTharishcsharmaNo ratings yet
- API 1104 - Sample Quiz - 2012Document42 pagesAPI 1104 - Sample Quiz - 2012장재성No ratings yet
- Section 2Document31 pagesSection 2Mohd Farid OsmanNo ratings yet
- ADOR Booklet F Web FDocument132 pagesADOR Booklet F Web FbadesharamkNo ratings yet
- GAS QCP CIV 002 Work ProcedureDocument28 pagesGAS QCP CIV 002 Work ProcedureAnonymous 8hX1iiWX44100% (1)
- QCF312 WPQRDocument2 pagesQCF312 WPQRminhnnNo ratings yet
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- Section13 Spark TestingDocument3 pagesSection13 Spark TestingGustavoNo ratings yet
- MITS-34 Rev 6Document17 pagesMITS-34 Rev 6Srinivasan RNo ratings yet
- ITP Pipeline Truba MandiriDocument7 pagesITP Pipeline Truba MandiriFarhan100% (1)
- Astm A335 p91 PipeDocument1 pageAstm A335 p91 PipeBhagwati SteelageNo ratings yet
- COM-EF-844-1: Coatings Inspection Report FormDocument9 pagesCOM-EF-844-1: Coatings Inspection Report FormMaulana Hendra100% (1)
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- Ad CDZZZZ MT Spe 0020 000Document31 pagesAd CDZZZZ MT Spe 0020 000Mehman NasibovNo ratings yet
- Ad-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationDocument19 pagesAd-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationMehman NasibovNo ratings yet
- UT Procedure For Longitudinal Seam WeldsDocument8 pagesUT Procedure For Longitudinal Seam WeldsShahul Hameed RazikNo ratings yet
- Saes A 004 HT WaiverDocument1 pageSaes A 004 HT WaiverSOWJANYA KIRANKUMARNo ratings yet
- Computed Radiographic Testing (CRT) Qualification Report: Rev. ADocument12 pagesComputed Radiographic Testing (CRT) Qualification Report: Rev. ATrung Tinh HoNo ratings yet
- Storage TankDocument11 pagesStorage Tankdada shaikNo ratings yet
- ts203 PDFDocument45 pagests203 PDFSergio AlejandroNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- RT Procedure 200-004 Rev. 07Document33 pagesRT Procedure 200-004 Rev. 07abdul aziz67% (6)
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueNo ratings yet
- Radiographic Testing ProcedureDocument12 pagesRadiographic Testing ProcedureJake SparrowNo ratings yet
- 2009FDocument26 pages2009FdaimaheshNo ratings yet
- CV - Fabio Madeira en - 082018Document3 pagesCV - Fabio Madeira en - 082018inspetorfabiomadeiraNo ratings yet
- QPR0150 Flushing Proc.Document3 pagesQPR0150 Flushing Proc.ZackTeeKeatTeongNo ratings yet
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDocument45 pagesAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionNo ratings yet
- Walk Down Punch ListDocument7 pagesWalk Down Punch ListGomathyselviNo ratings yet
- B H e L Limited RTDocument13 pagesB H e L Limited RTbhavin17850% (2)
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocument7 pages005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- 040-ITP For Repair of Steam Distribution Manifold PDFDocument11 pages040-ITP For Repair of Steam Distribution Manifold PDFKöksal PatanNo ratings yet
- Inputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)Document3 pagesInputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)SIVANo ratings yet
- BB.G VSP Pve Ed 20 Me Das 004 - 0Document9 pagesBB.G VSP Pve Ed 20 Me Das 004 - 0Luong AnhNo ratings yet
- 017-CIVIL-MS For Installation of Fence & Gate PDFDocument18 pages017-CIVIL-MS For Installation of Fence & Gate PDFKöksal Patan100% (6)
- 016-CIVIL - MS Anchor Bolt Installation PDFDocument14 pages016-CIVIL - MS Anchor Bolt Installation PDFKöksal Patan71% (7)
- 014-MS For Bolt Tightening (Piping& Equipments) PDFDocument23 pages014-MS For Bolt Tightening (Piping& Equipments) PDFKöksal PatanNo ratings yet
- 012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFDocument16 pages012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFKöksal Patan91% (11)
- 014-MS For General Scaffolding PDFDocument33 pages014-MS For General Scaffolding PDFKöksal Patan100% (2)
- 013-MS Utilization of Hilti DX 76 PDFDocument51 pages013-MS Utilization of Hilti DX 76 PDFKöksal PatanNo ratings yet
- 012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFDocument18 pages012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFKöksal PatanNo ratings yet
- 013-MS For Mass Concrete Works PDFDocument26 pages013-MS For Mass Concrete Works PDFKöksal Patan100% (1)
- 010-MS For Welding and Hot Works For General Activities at TSF Area PDFDocument17 pages010-MS For Welding and Hot Works For General Activities at TSF Area PDFKöksal PatanNo ratings yet
- 049-Itp For Lighting and Small Power (Building) PDFDocument15 pages049-Itp For Lighting and Small Power (Building) PDFKöksal Patan100% (1)
- 011-Method Statement For Repair of Concrete Works PDFDocument25 pages011-Method Statement For Repair of Concrete Works PDFKöksal Patan91% (33)
- 047-Itp For Oxygen Lines Fabrication and Installation PDFDocument28 pages047-Itp For Oxygen Lines Fabrication and Installation PDFKöksal PatanNo ratings yet
- 046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFDocument18 pages046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFKöksal PatanNo ratings yet
- 045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFDocument10 pages045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFKöksal Patan83% (12)
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFDocument23 pages008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanNo ratings yet
- 010-MS For Grouting PDFDocument33 pages010-MS For Grouting PDFKöksal PatanNo ratings yet
- 009-Civil-Ms Concrete Works PDFDocument27 pages009-Civil-Ms Concrete Works PDFKöksal PatanNo ratings yet
- 040-ITP For Repair of Steam Distribution Manifold PDFDocument11 pages040-ITP For Repair of Steam Distribution Manifold PDFKöksal PatanNo ratings yet
- 041 - ITP For Painting (Building) PDFDocument12 pages041 - ITP For Painting (Building) PDFKöksal Patan78% (9)
- 009-Method Statement - Main Erection Sequence For Acc PDFDocument68 pages009-Method Statement - Main Erection Sequence For Acc PDFKöksal Patan100% (6)
- 039-Itp For Embedded Plate PDFDocument7 pages039-Itp For Embedded Plate PDFKöksal PatanNo ratings yet
- 008-CIVIL-MS Backfilling Works PDFDocument16 pages008-CIVIL-MS Backfilling Works PDFKöksal Patan100% (1)
- 038-Itp For Coldboxes PDFDocument25 pages038-Itp For Coldboxes PDFKöksal PatanNo ratings yet
- 007-MS For Structural Steel Assembly Warehouse, Workshops PDFDocument25 pages007-MS For Structural Steel Assembly Warehouse, Workshops PDFKöksal PatanNo ratings yet
- Cri 311 L Unit 3 Ulo ADocument3 pagesCri 311 L Unit 3 Ulo Avworldpeace yanibNo ratings yet
- 3 Iron Carbon DiaDocument21 pages3 Iron Carbon DiaChhavi SharmaNo ratings yet
- Iron-Carbide DiagramDocument6 pagesIron-Carbide DiagramAbhijit GhanwatNo ratings yet
- BD 2Document3 pagesBD 2MUHAMMAD SIDDIQUENo ratings yet
- CV RianDocument4 pagesCV Rianryan.sNo ratings yet
- Differential Presure Switches Series 101.121Document44 pagesDifferential Presure Switches Series 101.121MilosglNo ratings yet
- Upf Pipe Support Inspection RecordDocument2 pagesUpf Pipe Support Inspection RecordaryopnNo ratings yet
- Group 4Document9 pagesGroup 4MaMtNo ratings yet
- AZ E-LiteDocument85 pagesAZ E-LiteShir Chung Lim100% (1)
- Weight Loss in Corrosion CouponDocument2 pagesWeight Loss in Corrosion CouponAnyanele Nnamdi Felix100% (4)
- M08 - Gmaw & FcawDocument30 pagesM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்No ratings yet
- P 329E ContinuousCastingPlantsForCopperDocument24 pagesP 329E ContinuousCastingPlantsForCopperI SinhrooNo ratings yet
- Casting AlloysDocument2 pagesCasting Alloysgalvaosilva100% (1)
- 6000RUDocument80 pages6000RUSamik MukherjeeNo ratings yet
- Concrete Durability in A Marine EnvironmentDocument17 pagesConcrete Durability in A Marine EnvironmentAnonymous mcHqIfbnV1No ratings yet
- Imp ExamDocument15 pagesImp ExamMalvin Roix OrenseNo ratings yet
- Wps 21Document2 pagesWps 21eldobie3No ratings yet
- Socket Weld Cap Dimension - Penn MachineDocument1 pageSocket Weld Cap Dimension - Penn MachineEHT pipeNo ratings yet
- Rotary Drum SpecsDocument16 pagesRotary Drum SpecsArrianne Jaye MataNo ratings yet
- Lesson 1 CR Mo Steels HistoryDocument20 pagesLesson 1 CR Mo Steels HistoryShrikant MojeNo ratings yet
- 116 enDocument1 page116 enYou Wei WongNo ratings yet
- Module-3 Metal CastingDocument100 pagesModule-3 Metal CastingAbdul KhadarNo ratings yet
- 01e Properties of Materials January 2011 s81-85Document5 pages01e Properties of Materials January 2011 s81-85Munir EffendyNo ratings yet
- Tube ClampsDocument42 pagesTube Clampsmajid fardniaNo ratings yet
- Cooper Tools DrillingDocument150 pagesCooper Tools DrillingKiran Kumar K TNo ratings yet
- Standard Metal Hardware Finishes ChartDocument1 pageStandard Metal Hardware Finishes ChartRey Eduard Q. UmelNo ratings yet
- A250 10 PDFDocument15 pagesA250 10 PDFAriel De GuzmanNo ratings yet
















































































































Download as pdf or txt
You might also like
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Site Inspection and Test Plan For Tie-In Works: Subcontrac TorDocument24 pagesSite Inspection and Test Plan For Tie-In Works: Subcontrac Torprabu palaniswamyNo ratings yet
- Holiday Testing ProcedureDocument1 pageHoliday Testing ProcedureSyed Zakiuddin100% (2)
- 032-Itp For Painting and Coating PDFDocument19 pages032-Itp For Painting and Coating PDFKöksal Patan80% (20)
- 043-ITP FOR Water Proofing (Buildings) PDFDocument13 pages043-ITP FOR Water Proofing (Buildings) PDFKöksal Patan100% (3)
- 044-ITP For Installation of Gypsum Board (Buildings) PDFDocument10 pages044-ITP For Installation of Gypsum Board (Buildings) PDFKöksal Patan100% (3)
- 015-MS For Night Works PDFDocument16 pages015-MS For Night Works PDFKöksal Patan80% (5)
- 015-Method Statement For Painting Works (Building) PDFDocument21 pages015-Method Statement For Painting Works (Building) PDFKöksal Patan86% (21)
- 044-ITP For Installation of Gypsum Board (Buildings) PDFDocument10 pages044-ITP For Installation of Gypsum Board (Buildings) PDFKöksal Patan100% (3)
- 050-Itp For Installation of Air Intake Filter PDFDocument17 pages050-Itp For Installation of Air Intake Filter PDFKöksal PatanNo ratings yet
- 048-Itp For Installation of Hvac Unit PDFDocument8 pages048-Itp For Installation of Hvac Unit PDFKöksal Patan100% (4)
- 043-ITP FOR Water Proofing (Buildings) PDFDocument13 pages043-ITP FOR Water Proofing (Buildings) PDFKöksal Patan100% (3)
- API 653 QbankDocument88 pagesAPI 653 QbankLaxmikant Tiwari100% (1)
- Dakka DakkaDocument4 pagesDakka DakkaCarmelo VaccarelloNo ratings yet
- Distorsion Corrective TechniquesDocument4 pagesDistorsion Corrective TechniquesMathew RodriguezNo ratings yet
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFDocument7 pages003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanNo ratings yet
- 011-PREWPS FOR SS304 (6.3 - 18.7 MM) PDFDocument9 pages011-PREWPS FOR SS304 (6.3 - 18.7 MM) PDFKöksal PatanNo ratings yet
- Api 1104 VT TestDocument2 pagesApi 1104 VT TestKali AbdennourNo ratings yet
- What'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngDocument30 pagesWhat'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngAriel TerrensNo ratings yet
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pages07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick Vazquez100% (1)
- P 54 Holiday Testing Procedure R1Document43 pagesP 54 Holiday Testing Procedure R1rahul reyashNo ratings yet
- PDS Na GTS65 PDFDocument2 pagesPDS Na GTS65 PDFMoaatazz NouisriNo ratings yet
- Anchor Flange CatalogDocument4 pagesAnchor Flange CatalogRockny2011No ratings yet
- MS - Dolly Test ProcedureDocument4 pagesMS - Dolly Test ProcedureRahul Moottolikandy100% (1)
- Saudi Aramco Inspection ChecklistDocument22 pagesSaudi Aramco Inspection ChecklistAhdal NoushadNo ratings yet
- Punch Points For Piping EngineersDocument8 pagesPunch Points For Piping Engineerspratikmande100% (1)
- Liquid Penetrant Testing Report: Size Result of Test Accept / RejectDocument1 pageLiquid Penetrant Testing Report: Size Result of Test Accept / RejectAbdul NaveedNo ratings yet
- GTS-PP-120: 3 LayerDocument2 pagesGTS-PP-120: 3 Layershoaib1985100% (1)
- Radiography 2 ProcedureDocument9 pagesRadiography 2 ProceduresheikmoinNo ratings yet
- WPS-021, 09.07.07, Page-1Document2 pagesWPS-021, 09.07.07, Page-1nidhinchandranvsNo ratings yet
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- AWS D1.1 Welder Quallification RequirementsDocument3 pagesAWS D1.1 Welder Quallification RequirementsKrishna VachaNo ratings yet
- Yanbu Ii Power & Water Project: Package: 3Document7 pagesYanbu Ii Power & Water Project: Package: 3mohd as shahiddin jafriNo ratings yet
- 000 A Ee 0230028 513 R0Document13 pages000 A Ee 0230028 513 R0onur gunesNo ratings yet
- Aut & RTDocument12 pagesAut & RTgorkembaytenNo ratings yet
- PWHTDocument3 pagesPWHTharishcsharmaNo ratings yet
- API 1104 - Sample Quiz - 2012Document42 pagesAPI 1104 - Sample Quiz - 2012장재성No ratings yet
- Section 2Document31 pagesSection 2Mohd Farid OsmanNo ratings yet
- ADOR Booklet F Web FDocument132 pagesADOR Booklet F Web FbadesharamkNo ratings yet
- GAS QCP CIV 002 Work ProcedureDocument28 pagesGAS QCP CIV 002 Work ProcedureAnonymous 8hX1iiWX44100% (1)
- QCF312 WPQRDocument2 pagesQCF312 WPQRminhnnNo ratings yet
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- Section13 Spark TestingDocument3 pagesSection13 Spark TestingGustavoNo ratings yet
- MITS-34 Rev 6Document17 pagesMITS-34 Rev 6Srinivasan RNo ratings yet
- ITP Pipeline Truba MandiriDocument7 pagesITP Pipeline Truba MandiriFarhan100% (1)
- Astm A335 p91 PipeDocument1 pageAstm A335 p91 PipeBhagwati SteelageNo ratings yet
- COM-EF-844-1: Coatings Inspection Report FormDocument9 pagesCOM-EF-844-1: Coatings Inspection Report FormMaulana Hendra100% (1)
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- Ad CDZZZZ MT Spe 0020 000Document31 pagesAd CDZZZZ MT Spe 0020 000Mehman NasibovNo ratings yet
- Ad-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationDocument19 pagesAd-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationMehman NasibovNo ratings yet
- UT Procedure For Longitudinal Seam WeldsDocument8 pagesUT Procedure For Longitudinal Seam WeldsShahul Hameed RazikNo ratings yet
- Saes A 004 HT WaiverDocument1 pageSaes A 004 HT WaiverSOWJANYA KIRANKUMARNo ratings yet
- Computed Radiographic Testing (CRT) Qualification Report: Rev. ADocument12 pagesComputed Radiographic Testing (CRT) Qualification Report: Rev. ATrung Tinh HoNo ratings yet
- Storage TankDocument11 pagesStorage Tankdada shaikNo ratings yet
- ts203 PDFDocument45 pagests203 PDFSergio AlejandroNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- RT Procedure 200-004 Rev. 07Document33 pagesRT Procedure 200-004 Rev. 07abdul aziz67% (6)
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueNo ratings yet
- Radiographic Testing ProcedureDocument12 pagesRadiographic Testing ProcedureJake SparrowNo ratings yet
- 2009FDocument26 pages2009FdaimaheshNo ratings yet
- CV - Fabio Madeira en - 082018Document3 pagesCV - Fabio Madeira en - 082018inspetorfabiomadeiraNo ratings yet
- QPR0150 Flushing Proc.Document3 pagesQPR0150 Flushing Proc.ZackTeeKeatTeongNo ratings yet
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDocument45 pagesAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionNo ratings yet
- Walk Down Punch ListDocument7 pagesWalk Down Punch ListGomathyselviNo ratings yet
- B H e L Limited RTDocument13 pagesB H e L Limited RTbhavin17850% (2)
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocument7 pages005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- 040-ITP For Repair of Steam Distribution Manifold PDFDocument11 pages040-ITP For Repair of Steam Distribution Manifold PDFKöksal PatanNo ratings yet
- Inputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)Document3 pagesInputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)SIVANo ratings yet
- BB.G VSP Pve Ed 20 Me Das 004 - 0Document9 pagesBB.G VSP Pve Ed 20 Me Das 004 - 0Luong AnhNo ratings yet
- 017-CIVIL-MS For Installation of Fence & Gate PDFDocument18 pages017-CIVIL-MS For Installation of Fence & Gate PDFKöksal Patan100% (6)
- 016-CIVIL - MS Anchor Bolt Installation PDFDocument14 pages016-CIVIL - MS Anchor Bolt Installation PDFKöksal Patan71% (7)
- 014-MS For Bolt Tightening (Piping& Equipments) PDFDocument23 pages014-MS For Bolt Tightening (Piping& Equipments) PDFKöksal PatanNo ratings yet
- 012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFDocument16 pages012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFKöksal Patan91% (11)
- 014-MS For General Scaffolding PDFDocument33 pages014-MS For General Scaffolding PDFKöksal Patan100% (2)
- 013-MS Utilization of Hilti DX 76 PDFDocument51 pages013-MS Utilization of Hilti DX 76 PDFKöksal PatanNo ratings yet
- 012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFDocument18 pages012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFKöksal PatanNo ratings yet
- 013-MS For Mass Concrete Works PDFDocument26 pages013-MS For Mass Concrete Works PDFKöksal Patan100% (1)
- 010-MS For Welding and Hot Works For General Activities at TSF Area PDFDocument17 pages010-MS For Welding and Hot Works For General Activities at TSF Area PDFKöksal PatanNo ratings yet
- 049-Itp For Lighting and Small Power (Building) PDFDocument15 pages049-Itp For Lighting and Small Power (Building) PDFKöksal Patan100% (1)
- 011-Method Statement For Repair of Concrete Works PDFDocument25 pages011-Method Statement For Repair of Concrete Works PDFKöksal Patan91% (33)
- 047-Itp For Oxygen Lines Fabrication and Installation PDFDocument28 pages047-Itp For Oxygen Lines Fabrication and Installation PDFKöksal PatanNo ratings yet
- 046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFDocument18 pages046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFKöksal PatanNo ratings yet
- 045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFDocument10 pages045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFKöksal Patan83% (12)
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFDocument23 pages008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanNo ratings yet
- 010-MS For Grouting PDFDocument33 pages010-MS For Grouting PDFKöksal PatanNo ratings yet
- 009-Civil-Ms Concrete Works PDFDocument27 pages009-Civil-Ms Concrete Works PDFKöksal PatanNo ratings yet
- 040-ITP For Repair of Steam Distribution Manifold PDFDocument11 pages040-ITP For Repair of Steam Distribution Manifold PDFKöksal PatanNo ratings yet
- 041 - ITP For Painting (Building) PDFDocument12 pages041 - ITP For Painting (Building) PDFKöksal Patan78% (9)
- 009-Method Statement - Main Erection Sequence For Acc PDFDocument68 pages009-Method Statement - Main Erection Sequence For Acc PDFKöksal Patan100% (6)
- 039-Itp For Embedded Plate PDFDocument7 pages039-Itp For Embedded Plate PDFKöksal PatanNo ratings yet
- 008-CIVIL-MS Backfilling Works PDFDocument16 pages008-CIVIL-MS Backfilling Works PDFKöksal Patan100% (1)
- 038-Itp For Coldboxes PDFDocument25 pages038-Itp For Coldboxes PDFKöksal PatanNo ratings yet
- 007-MS For Structural Steel Assembly Warehouse, Workshops PDFDocument25 pages007-MS For Structural Steel Assembly Warehouse, Workshops PDFKöksal PatanNo ratings yet
- Cri 311 L Unit 3 Ulo ADocument3 pagesCri 311 L Unit 3 Ulo Avworldpeace yanibNo ratings yet
- 3 Iron Carbon DiaDocument21 pages3 Iron Carbon DiaChhavi SharmaNo ratings yet
- Iron-Carbide DiagramDocument6 pagesIron-Carbide DiagramAbhijit GhanwatNo ratings yet
- BD 2Document3 pagesBD 2MUHAMMAD SIDDIQUENo ratings yet
- CV RianDocument4 pagesCV Rianryan.sNo ratings yet
- Differential Presure Switches Series 101.121Document44 pagesDifferential Presure Switches Series 101.121MilosglNo ratings yet
- Upf Pipe Support Inspection RecordDocument2 pagesUpf Pipe Support Inspection RecordaryopnNo ratings yet
- Group 4Document9 pagesGroup 4MaMtNo ratings yet
- AZ E-LiteDocument85 pagesAZ E-LiteShir Chung Lim100% (1)
- Weight Loss in Corrosion CouponDocument2 pagesWeight Loss in Corrosion CouponAnyanele Nnamdi Felix100% (4)
- M08 - Gmaw & FcawDocument30 pagesM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்No ratings yet
- P 329E ContinuousCastingPlantsForCopperDocument24 pagesP 329E ContinuousCastingPlantsForCopperI SinhrooNo ratings yet
- Casting AlloysDocument2 pagesCasting Alloysgalvaosilva100% (1)
- 6000RUDocument80 pages6000RUSamik MukherjeeNo ratings yet
- Concrete Durability in A Marine EnvironmentDocument17 pagesConcrete Durability in A Marine EnvironmentAnonymous mcHqIfbnV1No ratings yet
- Imp ExamDocument15 pagesImp ExamMalvin Roix OrenseNo ratings yet
- Wps 21Document2 pagesWps 21eldobie3No ratings yet
- Socket Weld Cap Dimension - Penn MachineDocument1 pageSocket Weld Cap Dimension - Penn MachineEHT pipeNo ratings yet
- Rotary Drum SpecsDocument16 pagesRotary Drum SpecsArrianne Jaye MataNo ratings yet
- Lesson 1 CR Mo Steels HistoryDocument20 pagesLesson 1 CR Mo Steels HistoryShrikant MojeNo ratings yet
- 116 enDocument1 page116 enYou Wei WongNo ratings yet
- Module-3 Metal CastingDocument100 pagesModule-3 Metal CastingAbdul KhadarNo ratings yet
- 01e Properties of Materials January 2011 s81-85Document5 pages01e Properties of Materials January 2011 s81-85Munir EffendyNo ratings yet
- Tube ClampsDocument42 pagesTube Clampsmajid fardniaNo ratings yet
- Cooper Tools DrillingDocument150 pagesCooper Tools DrillingKiran Kumar K TNo ratings yet
- Standard Metal Hardware Finishes ChartDocument1 pageStandard Metal Hardware Finishes ChartRey Eduard Q. UmelNo ratings yet
- A250 10 PDFDocument15 pagesA250 10 PDFAriel De GuzmanNo ratings yet