
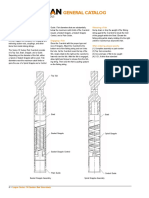
Stabilizer Type
Stabilizer Type
You might also like
- Bowen Fishing Tools CatalogDocument4 pagesBowen Fishing Tools Cataloghamid nobakhtNo ratings yet
- 2M Rotating Spears: Service ManualDocument18 pages2M Rotating Spears: Service Manualfaris100% (1)
- Mill Washover ShoesDocument2 pagesMill Washover ShoesEdwin MP100% (1)
- Premium Connection Drill PipesDocument5 pagesPremium Connection Drill PipesAnupam Thakuria /QOGIL/QuippoworldNo ratings yet
- Circulation Junk Baskets ManualDocument22 pagesCirculation Junk Baskets ManualAnonymous R4VU5fxINo ratings yet
- Bowen External CuttersDocument12 pagesBowen External Cuttersdedy H50% (2)
- Optimal Spacing For Casing Centralizer PDFDocument10 pagesOptimal Spacing For Casing Centralizer PDFimampranadipaNo ratings yet
- 12-BT-0092 Impreg Dull Grade BookDocument52 pages12-BT-0092 Impreg Dull Grade BookFredy Farell OrtegaNo ratings yet
- Drilling Tools CatalogDocument96 pagesDrilling Tools CatalogRzvn100% (1)
- Drillstar CatalogueDocument16 pagesDrillstar CatalogueDon BraithwaiteNo ratings yet
- Whipstock Selection Guide PDFDocument39 pagesWhipstock Selection Guide PDFciucalata88100% (1)
- Stacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureDocument27 pagesStacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureKeshav Pujeri100% (1)
- Bop Test Info PDFDocument18 pagesBop Test Info PDFjairaso2950No ratings yet
- What You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItDocument3 pagesWhat You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItShoaib KhalilNo ratings yet
- DrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Document3 pagesDrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Johann ZabaletaNo ratings yet
- NOV - Motores - PDM TrainingDocument50 pagesNOV - Motores - PDM TrainingJuan Camilo Muñoz Carmona100% (1)
- Logan Oil Tools String-Book PDFDocument123 pagesLogan Oil Tools String-Book PDFDon Braithwaite100% (1)
- Handling Tools PDFDocument26 pagesHandling Tools PDFHaridev100% (1)
- Drilling Abbreviations For ReportingDocument10 pagesDrilling Abbreviations For ReportingLeon Monsalve100% (1)
- Full-Circle Casing Scraper: Instruction Manual 6255Document6 pagesFull-Circle Casing Scraper: Instruction Manual 6255Jubin JacobNo ratings yet
- Servco Mills HandbookDocument90 pagesServco Mills HandbookGhinet Teodor-ioan100% (1)
- External Cutter PDFDocument16 pagesExternal Cutter PDFnasr yassinNo ratings yet
- Product Catalog - Digger Downhole ToolsDocument70 pagesProduct Catalog - Digger Downhole ToolsDigger Downhole ToolsNo ratings yet
- Specialized Tools Catalog 2008Document60 pagesSpecialized Tools Catalog 2008IMEDHAMMOUDANo ratings yet
- Casing ThreadsDocument7 pagesCasing ThreadsNaser KhanNo ratings yet
- Rig Components - Definitions: 1. Gin PoleDocument70 pagesRig Components - Definitions: 1. Gin PoleHarpreetk87No ratings yet
- Manual - Handling Tools VarcoDocument48 pagesManual - Handling Tools VarcoTri Cahyadi100% (1)
- Tenaris HSR Handbook Eng. V3Document20 pagesTenaris HSR Handbook Eng. V3Mecnun SevindikNo ratings yet
- Logan Welded Cup Junk SubsDocument2 pagesLogan Welded Cup Junk SubsSasan AbbasiNo ratings yet
- Drill Pipe Performance DataDocument35 pagesDrill Pipe Performance DatasnatajNo ratings yet
- Whipstock Selection Guide PDFDocument39 pagesWhipstock Selection Guide PDFDon Braithwaite100% (1)
- 06 Openhole IsolationDocument24 pages06 Openhole IsolationMuhammad ShahrukhNo ratings yet
- Drill Pipe ChartsDocument11 pagesDrill Pipe ChartsSean PorterNo ratings yet
- Fishing Tools: Tubular, Drilling and Worover ToolsDocument16 pagesFishing Tools: Tubular, Drilling and Worover ToolsAchraf Ben DhifallahNo ratings yet
- HT and XT Running and Handling SeminarDocument38 pagesHT and XT Running and Handling SeminarNhoj AicragNo ratings yet
- DSI Brochure 2016Document36 pagesDSI Brochure 2016Petro NimchukNo ratings yet
- SB Drill CollarDocument51 pagesSB Drill CollarJeff ZhangNo ratings yet
- 8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsDocument1 page8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsLeonardo BarriosNo ratings yet
- Casing Tables 2015Document64 pagesCasing Tables 2015JOSENo ratings yet
- Drilling Hole Opener WebDocument2 pagesDrilling Hole Opener WebBehrangNo ratings yet
- Rotary Shouldered Connections BMCPDocument37 pagesRotary Shouldered Connections BMCPOGIS MKNo ratings yet
- BVM Catelogue New-2016 PDFDocument116 pagesBVM Catelogue New-2016 PDFOperation100% (1)
- Product Catalogue: Cementing & Casing AccessoriesDocument71 pagesProduct Catalogue: Cementing & Casing AccessoriesBittu BejNo ratings yet
- Bit GradingDocument17 pagesBit GradingnugratamaNo ratings yet
- Make and Break NS2A4Document2 pagesMake and Break NS2A4islam atif100% (2)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- MicroCentric Diaphragm Chuck Catalog 1010 - UnlockedDocument15 pagesMicroCentric Diaphragm Chuck Catalog 1010 - UnlockedcontrolorNo ratings yet
- Wellcare Oil Tools Private Limited: Technical Literature Wctl-182, Model: Wc-Ibs, Integral Blade StablizerDocument2 pagesWellcare Oil Tools Private Limited: Technical Literature Wctl-182, Model: Wc-Ibs, Integral Blade StablizerSaroj Kumar DashNo ratings yet
- Coupling Failure AnalysisDocument54 pagesCoupling Failure AnalysisVolety_Sarma_1703No ratings yet
- HARDWARE AsdfeDocument8 pagesHARDWARE AsdfeJuly TadeNo ratings yet
- Jakob Metaalbalgkoppeling K Catalogus enDocument25 pagesJakob Metaalbalgkoppeling K Catalogus enFallo SusiloNo ratings yet
- Vlatb 027Document12 pagesVlatb 027dharmendra tiwariNo ratings yet
- 0.18 Vs O.022Document18 pages0.18 Vs O.022DrParmod Tayal100% (3)
- BearingsDocument30 pagesBearingsIhsan AhmedNo ratings yet
- BOPRAMS Series700-1Document3 pagesBOPRAMS Series700-1Surya Prakash DubeyNo ratings yet
- NonsrDocument3 pagesNonsrfk0205No ratings yet
- ToolfaceDocument15 pagesToolfaceAdin PraviMoški PartAdis0% (1)
- Well ProfileDocument5 pagesWell ProfileAdin PraviMoški PartAdisNo ratings yet
- Basic Terminologies Related To Directional DrillingDocument9 pagesBasic Terminologies Related To Directional DrillingAdin PraviMoški PartAdisNo ratings yet
- Heavy Weight Drill Pipe (HWDP) : Special Extra-Length Tool JointsDocument7 pagesHeavy Weight Drill Pipe (HWDP) : Special Extra-Length Tool JointsAdin PraviMoški PartAdisNo ratings yet
- Kick Off Procedure For Directional WellsDocument9 pagesKick Off Procedure For Directional WellsAdin PraviMoški PartAdisNo ratings yet
- Praktikum Uji Sumur 2014Document14 pagesPraktikum Uji Sumur 2014Adin PraviMoški PartAdisNo ratings yet
- Depth (FT) ROP (FT/HR) WOB (LBS) RPM Densitas (PPG) Bit Fracture Gradien (PPG)Document7 pagesDepth (FT) ROP (FT/HR) WOB (LBS) RPM Densitas (PPG) Bit Fracture Gradien (PPG)Adin PraviMoški PartAdisNo ratings yet
- Sand Mold Design For AMDocument5 pagesSand Mold Design For AMVivekNo ratings yet
- Ozar Tools CatalogueDocument160 pagesOzar Tools CatalogueOZAR ToolsNo ratings yet
- Engineering Tribology: Lecture 2:nature of SurfacesDocument32 pagesEngineering Tribology: Lecture 2:nature of SurfacesAhmed Ayman AhmedNo ratings yet
- CP 300 (A) - QCP-009 Laying of HDPE PipesDocument4 pagesCP 300 (A) - QCP-009 Laying of HDPE PipestarekNo ratings yet
- 02 - Mold MatrixDocument4 pages02 - Mold MatrixBruno SingleNo ratings yet
- Alodine 1200 - Two Component Brush-On ProcessDocument3 pagesAlodine 1200 - Two Component Brush-On ProcessPakpinNo ratings yet
- 3G Rev-0-D1 - 2 - AL-PQRDocument2 pages3G Rev-0-D1 - 2 - AL-PQRAhmed GomaaNo ratings yet
- Troubleshooting in Film CoatingDocument31 pagesTroubleshooting in Film Coatingfaysal_neo100% (1)
- SmawDocument78 pagesSmawBrijraj PandeyNo ratings yet
- IMTE Register NEWDocument11 pagesIMTE Register NEWsumitNo ratings yet
- 2305-00 Simacrylic CoatingDocument2 pages2305-00 Simacrylic CoatingSAEFUDDIN SAEFUDDINNo ratings yet
- Product Overview. Polymer Dispersions For Architectural CoatingsDocument6 pagesProduct Overview. Polymer Dispersions For Architectural CoatingsLong An DoNo ratings yet
- Zinc Silicate or Zinc Epoxy As The Preferred High Performance Pri PDFDocument10 pagesZinc Silicate or Zinc Epoxy As The Preferred High Performance Pri PDFAi Ha100% (1)
- Design of Stainless Steel Bolted Connections in Accordance With The Recently Published Ansiaisc 370Document4 pagesDesign of Stainless Steel Bolted Connections in Accordance With The Recently Published Ansiaisc 370Chrill DsilvaNo ratings yet
- STD PQR Format PDFDocument2 pagesSTD PQR Format PDFvinoth100% (1)
- Pyrolysis PrinciplesDocument1 pagePyrolysis PrinciplesdionisyeNo ratings yet
- Hard Facing Welding ElectrodesDocument3 pagesHard Facing Welding ElectrodesValli RajuNo ratings yet
- A Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Document5 pagesA Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Adam Michael GreenNo ratings yet
- PFT-213-2K SF: Polyfloor Epoxy Top Coat Solvent FreeDocument3 pagesPFT-213-2K SF: Polyfloor Epoxy Top Coat Solvent FreeDodi Tri WibowoNo ratings yet
- CC5 FlyerDocument1 pageCC5 FlyerGustavo Urueña OrozcoNo ratings yet
- Pernos NelsonDocument4 pagesPernos NelsonJuan Manuel BazánNo ratings yet
- Product Assembly BrochureDocument2 pagesProduct Assembly BrochurelaboratorioNo ratings yet
- Alcohols (Multiple Choice) QP With ANSWERS NewDocument9 pagesAlcohols (Multiple Choice) QP With ANSWERS NewApollonas Marios SofroniouNo ratings yet
- AZMA Technology - BGFCL-3 (30.08.2023)Document2 pagesAZMA Technology - BGFCL-3 (30.08.2023)Mahtab Uddin NeilNo ratings yet
- Fosroc Nitofill UR63: Flexible Polyurethane Injection Resin SystemDocument4 pagesFosroc Nitofill UR63: Flexible Polyurethane Injection Resin SystemVincent JavateNo ratings yet
- In Creating These Paper Craft Models We Use 110kg Kent Paper StockDocument3 pagesIn Creating These Paper Craft Models We Use 110kg Kent Paper Stockpingon4xNo ratings yet
- I) Direct Reduced Iron: Production: March 2016Document29 pagesI) Direct Reduced Iron: Production: March 2016Kyaw SwarNo ratings yet
- Rusting and Corrosion: Conditions For Iron To RustDocument3 pagesRusting and Corrosion: Conditions For Iron To Rusthussein hajiNo ratings yet
- Energy Efficiency Improvement Cost Saving OpportunitiesDocument176 pagesEnergy Efficiency Improvement Cost Saving OpportunitiesDesiyantri Siti PinundiNo ratings yet
- Wuxi Anber Machine Co., LTD.: Pile CageDocument1 pageWuxi Anber Machine Co., LTD.: Pile CageSyedNo ratings yet































































































Download as docx, pdf, or txt
You might also like
- Bowen Fishing Tools CatalogDocument4 pagesBowen Fishing Tools Cataloghamid nobakhtNo ratings yet
- 2M Rotating Spears: Service ManualDocument18 pages2M Rotating Spears: Service Manualfaris100% (1)
- Mill Washover ShoesDocument2 pagesMill Washover ShoesEdwin MP100% (1)
- Premium Connection Drill PipesDocument5 pagesPremium Connection Drill PipesAnupam Thakuria /QOGIL/QuippoworldNo ratings yet
- Circulation Junk Baskets ManualDocument22 pagesCirculation Junk Baskets ManualAnonymous R4VU5fxINo ratings yet
- Bowen External CuttersDocument12 pagesBowen External Cuttersdedy H50% (2)
- Optimal Spacing For Casing Centralizer PDFDocument10 pagesOptimal Spacing For Casing Centralizer PDFimampranadipaNo ratings yet
- 12-BT-0092 Impreg Dull Grade BookDocument52 pages12-BT-0092 Impreg Dull Grade BookFredy Farell OrtegaNo ratings yet
- Drilling Tools CatalogDocument96 pagesDrilling Tools CatalogRzvn100% (1)
- Drillstar CatalogueDocument16 pagesDrillstar CatalogueDon BraithwaiteNo ratings yet
- Whipstock Selection Guide PDFDocument39 pagesWhipstock Selection Guide PDFciucalata88100% (1)
- Stacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureDocument27 pagesStacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureKeshav Pujeri100% (1)
- Bop Test Info PDFDocument18 pagesBop Test Info PDFjairaso2950No ratings yet
- What You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItDocument3 pagesWhat You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItShoaib KhalilNo ratings yet
- DrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Document3 pagesDrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Johann ZabaletaNo ratings yet
- NOV - Motores - PDM TrainingDocument50 pagesNOV - Motores - PDM TrainingJuan Camilo Muñoz Carmona100% (1)
- Logan Oil Tools String-Book PDFDocument123 pagesLogan Oil Tools String-Book PDFDon Braithwaite100% (1)
- Handling Tools PDFDocument26 pagesHandling Tools PDFHaridev100% (1)
- Drilling Abbreviations For ReportingDocument10 pagesDrilling Abbreviations For ReportingLeon Monsalve100% (1)
- Full-Circle Casing Scraper: Instruction Manual 6255Document6 pagesFull-Circle Casing Scraper: Instruction Manual 6255Jubin JacobNo ratings yet
- Servco Mills HandbookDocument90 pagesServco Mills HandbookGhinet Teodor-ioan100% (1)
- External Cutter PDFDocument16 pagesExternal Cutter PDFnasr yassinNo ratings yet
- Product Catalog - Digger Downhole ToolsDocument70 pagesProduct Catalog - Digger Downhole ToolsDigger Downhole ToolsNo ratings yet
- Specialized Tools Catalog 2008Document60 pagesSpecialized Tools Catalog 2008IMEDHAMMOUDANo ratings yet
- Casing ThreadsDocument7 pagesCasing ThreadsNaser KhanNo ratings yet
- Rig Components - Definitions: 1. Gin PoleDocument70 pagesRig Components - Definitions: 1. Gin PoleHarpreetk87No ratings yet
- Manual - Handling Tools VarcoDocument48 pagesManual - Handling Tools VarcoTri Cahyadi100% (1)
- Tenaris HSR Handbook Eng. V3Document20 pagesTenaris HSR Handbook Eng. V3Mecnun SevindikNo ratings yet
- Logan Welded Cup Junk SubsDocument2 pagesLogan Welded Cup Junk SubsSasan AbbasiNo ratings yet
- Drill Pipe Performance DataDocument35 pagesDrill Pipe Performance DatasnatajNo ratings yet
- Whipstock Selection Guide PDFDocument39 pagesWhipstock Selection Guide PDFDon Braithwaite100% (1)
- 06 Openhole IsolationDocument24 pages06 Openhole IsolationMuhammad ShahrukhNo ratings yet
- Drill Pipe ChartsDocument11 pagesDrill Pipe ChartsSean PorterNo ratings yet
- Fishing Tools: Tubular, Drilling and Worover ToolsDocument16 pagesFishing Tools: Tubular, Drilling and Worover ToolsAchraf Ben DhifallahNo ratings yet
- HT and XT Running and Handling SeminarDocument38 pagesHT and XT Running and Handling SeminarNhoj AicragNo ratings yet
- DSI Brochure 2016Document36 pagesDSI Brochure 2016Petro NimchukNo ratings yet
- SB Drill CollarDocument51 pagesSB Drill CollarJeff ZhangNo ratings yet
- 8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsDocument1 page8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsLeonardo BarriosNo ratings yet
- Casing Tables 2015Document64 pagesCasing Tables 2015JOSENo ratings yet
- Drilling Hole Opener WebDocument2 pagesDrilling Hole Opener WebBehrangNo ratings yet
- Rotary Shouldered Connections BMCPDocument37 pagesRotary Shouldered Connections BMCPOGIS MKNo ratings yet
- BVM Catelogue New-2016 PDFDocument116 pagesBVM Catelogue New-2016 PDFOperation100% (1)
- Product Catalogue: Cementing & Casing AccessoriesDocument71 pagesProduct Catalogue: Cementing & Casing AccessoriesBittu BejNo ratings yet
- Bit GradingDocument17 pagesBit GradingnugratamaNo ratings yet
- Make and Break NS2A4Document2 pagesMake and Break NS2A4islam atif100% (2)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- MicroCentric Diaphragm Chuck Catalog 1010 - UnlockedDocument15 pagesMicroCentric Diaphragm Chuck Catalog 1010 - UnlockedcontrolorNo ratings yet
- Wellcare Oil Tools Private Limited: Technical Literature Wctl-182, Model: Wc-Ibs, Integral Blade StablizerDocument2 pagesWellcare Oil Tools Private Limited: Technical Literature Wctl-182, Model: Wc-Ibs, Integral Blade StablizerSaroj Kumar DashNo ratings yet
- Coupling Failure AnalysisDocument54 pagesCoupling Failure AnalysisVolety_Sarma_1703No ratings yet
- HARDWARE AsdfeDocument8 pagesHARDWARE AsdfeJuly TadeNo ratings yet
- Jakob Metaalbalgkoppeling K Catalogus enDocument25 pagesJakob Metaalbalgkoppeling K Catalogus enFallo SusiloNo ratings yet
- Vlatb 027Document12 pagesVlatb 027dharmendra tiwariNo ratings yet
- 0.18 Vs O.022Document18 pages0.18 Vs O.022DrParmod Tayal100% (3)
- BearingsDocument30 pagesBearingsIhsan AhmedNo ratings yet
- BOPRAMS Series700-1Document3 pagesBOPRAMS Series700-1Surya Prakash DubeyNo ratings yet
- NonsrDocument3 pagesNonsrfk0205No ratings yet
- ToolfaceDocument15 pagesToolfaceAdin PraviMoški PartAdis0% (1)
- Well ProfileDocument5 pagesWell ProfileAdin PraviMoški PartAdisNo ratings yet
- Basic Terminologies Related To Directional DrillingDocument9 pagesBasic Terminologies Related To Directional DrillingAdin PraviMoški PartAdisNo ratings yet
- Heavy Weight Drill Pipe (HWDP) : Special Extra-Length Tool JointsDocument7 pagesHeavy Weight Drill Pipe (HWDP) : Special Extra-Length Tool JointsAdin PraviMoški PartAdisNo ratings yet
- Kick Off Procedure For Directional WellsDocument9 pagesKick Off Procedure For Directional WellsAdin PraviMoški PartAdisNo ratings yet
- Praktikum Uji Sumur 2014Document14 pagesPraktikum Uji Sumur 2014Adin PraviMoški PartAdisNo ratings yet
- Depth (FT) ROP (FT/HR) WOB (LBS) RPM Densitas (PPG) Bit Fracture Gradien (PPG)Document7 pagesDepth (FT) ROP (FT/HR) WOB (LBS) RPM Densitas (PPG) Bit Fracture Gradien (PPG)Adin PraviMoški PartAdisNo ratings yet
- Sand Mold Design For AMDocument5 pagesSand Mold Design For AMVivekNo ratings yet
- Ozar Tools CatalogueDocument160 pagesOzar Tools CatalogueOZAR ToolsNo ratings yet
- Engineering Tribology: Lecture 2:nature of SurfacesDocument32 pagesEngineering Tribology: Lecture 2:nature of SurfacesAhmed Ayman AhmedNo ratings yet
- CP 300 (A) - QCP-009 Laying of HDPE PipesDocument4 pagesCP 300 (A) - QCP-009 Laying of HDPE PipestarekNo ratings yet
- 02 - Mold MatrixDocument4 pages02 - Mold MatrixBruno SingleNo ratings yet
- Alodine 1200 - Two Component Brush-On ProcessDocument3 pagesAlodine 1200 - Two Component Brush-On ProcessPakpinNo ratings yet
- 3G Rev-0-D1 - 2 - AL-PQRDocument2 pages3G Rev-0-D1 - 2 - AL-PQRAhmed GomaaNo ratings yet
- Troubleshooting in Film CoatingDocument31 pagesTroubleshooting in Film Coatingfaysal_neo100% (1)
- SmawDocument78 pagesSmawBrijraj PandeyNo ratings yet
- IMTE Register NEWDocument11 pagesIMTE Register NEWsumitNo ratings yet
- 2305-00 Simacrylic CoatingDocument2 pages2305-00 Simacrylic CoatingSAEFUDDIN SAEFUDDINNo ratings yet
- Product Overview. Polymer Dispersions For Architectural CoatingsDocument6 pagesProduct Overview. Polymer Dispersions For Architectural CoatingsLong An DoNo ratings yet
- Zinc Silicate or Zinc Epoxy As The Preferred High Performance Pri PDFDocument10 pagesZinc Silicate or Zinc Epoxy As The Preferred High Performance Pri PDFAi Ha100% (1)
- Design of Stainless Steel Bolted Connections in Accordance With The Recently Published Ansiaisc 370Document4 pagesDesign of Stainless Steel Bolted Connections in Accordance With The Recently Published Ansiaisc 370Chrill DsilvaNo ratings yet
- STD PQR Format PDFDocument2 pagesSTD PQR Format PDFvinoth100% (1)
- Pyrolysis PrinciplesDocument1 pagePyrolysis PrinciplesdionisyeNo ratings yet
- Hard Facing Welding ElectrodesDocument3 pagesHard Facing Welding ElectrodesValli RajuNo ratings yet
- A Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Document5 pagesA Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Adam Michael GreenNo ratings yet
- PFT-213-2K SF: Polyfloor Epoxy Top Coat Solvent FreeDocument3 pagesPFT-213-2K SF: Polyfloor Epoxy Top Coat Solvent FreeDodi Tri WibowoNo ratings yet
- CC5 FlyerDocument1 pageCC5 FlyerGustavo Urueña OrozcoNo ratings yet
- Pernos NelsonDocument4 pagesPernos NelsonJuan Manuel BazánNo ratings yet
- Product Assembly BrochureDocument2 pagesProduct Assembly BrochurelaboratorioNo ratings yet
- Alcohols (Multiple Choice) QP With ANSWERS NewDocument9 pagesAlcohols (Multiple Choice) QP With ANSWERS NewApollonas Marios SofroniouNo ratings yet
- AZMA Technology - BGFCL-3 (30.08.2023)Document2 pagesAZMA Technology - BGFCL-3 (30.08.2023)Mahtab Uddin NeilNo ratings yet
- Fosroc Nitofill UR63: Flexible Polyurethane Injection Resin SystemDocument4 pagesFosroc Nitofill UR63: Flexible Polyurethane Injection Resin SystemVincent JavateNo ratings yet
- In Creating These Paper Craft Models We Use 110kg Kent Paper StockDocument3 pagesIn Creating These Paper Craft Models We Use 110kg Kent Paper Stockpingon4xNo ratings yet
- I) Direct Reduced Iron: Production: March 2016Document29 pagesI) Direct Reduced Iron: Production: March 2016Kyaw SwarNo ratings yet
- Rusting and Corrosion: Conditions For Iron To RustDocument3 pagesRusting and Corrosion: Conditions For Iron To Rusthussein hajiNo ratings yet
- Energy Efficiency Improvement Cost Saving OpportunitiesDocument176 pagesEnergy Efficiency Improvement Cost Saving OpportunitiesDesiyantri Siti PinundiNo ratings yet
- Wuxi Anber Machine Co., LTD.: Pile CageDocument1 pageWuxi Anber Machine Co., LTD.: Pile CageSyedNo ratings yet