Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Arc Flash Science and RegulationDocument90 pagesArc Flash Science and RegulationtomgilmartinNo ratings yet
- Compressor StudyDocument4 pagesCompressor StudytomgilmartinNo ratings yet
- Active Filter Design and Specification For Control of Harmonics in Industrial and Commercial FacilitiesDocument9 pagesActive Filter Design and Specification For Control of Harmonics in Industrial and Commercial FacilitiestomgilmartinNo ratings yet
- AWG Vs Metric Wire SizesDocument2 pagesAWG Vs Metric Wire Sizestomgilmartin100% (1)
- Okonite Engineering HandbookDocument65 pagesOkonite Engineering Handbooktomgilmartin100% (1)
- The Art & Science of Protective Relaying - C. Russell Mason - GEDocument357 pagesThe Art & Science of Protective Relaying - C. Russell Mason - GEAasim MallickNo ratings yet
- Chapter 08Document90 pagesChapter 08devzer0No ratings yet
- Design of An Acoustic Anechoic Chamber For Application in Hearing Aid REsearchDocument6 pagesDesign of An Acoustic Anechoic Chamber For Application in Hearing Aid REsearchJude SudarioNo ratings yet
- Electrical Components CatalogDocument12 pagesElectrical Components CatalogTone RatanalertNo ratings yet
- T 02 001 e 12-09 Ex Proof ActuatorsDocument20 pagesT 02 001 e 12-09 Ex Proof ActuatorsJerNo ratings yet
- EM 6400 Manual PDFDocument80 pagesEM 6400 Manual PDFvaibhavnriitmNo ratings yet
- Powerflex 4M Adjustable Frequency Ac Drives: Technical DataDocument20 pagesPowerflex 4M Adjustable Frequency Ac Drives: Technical DataAhmad AftalNo ratings yet
- EXP-LG-764582 Automatic Switch Niloe - IR - 180° - Range 8 M - 3-Wire With Neutral - WhiteDocument1 pageEXP-LG-764582 Automatic Switch Niloe - IR - 180° - Range 8 M - 3-Wire With Neutral - WhiteAbelRamadhanNo ratings yet
- Mci 210Document78 pagesMci 210Lac le VanNo ratings yet
- Nanomaterials 12 02205 v3Document15 pagesNanomaterials 12 02205 v3Pankaj AroraNo ratings yet
- DOCSIS CMTS Headend Z-CMTSDocument1 pageDOCSIS CMTS Headend Z-CMTSsorin rotaruNo ratings yet
- Inteli - AIN8TC Datasheet PDFDocument2 pagesInteli - AIN8TC Datasheet PDFMaylen RivasNo ratings yet
- Ethernet Ip 920i RicelakeDocument26 pagesEthernet Ip 920i RicelakeMaikel OchoaNo ratings yet
- Hart HardwareDocument4 pagesHart HardwareJose LunaNo ratings yet
- .PDF 8Document2 pages.PDF 8Thein TunNo ratings yet
- Manual Placa Madre Gigabyte 2500nDocument31 pagesManual Placa Madre Gigabyte 2500nIgnacio RetamarNo ratings yet
- Logo - Opticki Kablovi - Katalog PDFDocument20 pagesLogo - Opticki Kablovi - Katalog PDFcokiaaNo ratings yet
- AFC1500 Operations ManualDocument196 pagesAFC1500 Operations ManualBoby100% (1)
- Overview of Power Integrity Solutions On Package and PCB: Decoupling and EBG IsolationDocument39 pagesOverview of Power Integrity Solutions On Package and PCB: Decoupling and EBG IsolationIsmaiel KaladiNo ratings yet
- ke-DP01-100A: Digital ProtectorDocument4 pageske-DP01-100A: Digital ProtectorYunisNo ratings yet
- Report On Ultrasonic MotorDocument17 pagesReport On Ultrasonic MotorAshish Singh100% (1)
- 2000 Volt XLP - Copper: ApplicationsDocument2 pages2000 Volt XLP - Copper: ApplicationsJimmy F HernandezNo ratings yet
- EEE259 Electrical Drives and Controls QBDocument10 pagesEEE259 Electrical Drives and Controls QBkannanchammyNo ratings yet
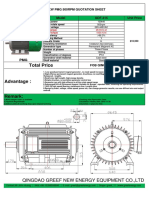
- 100KW 500RPM Permanent Magnet Generator PDFDocument3 pages100KW 500RPM Permanent Magnet Generator PDFNicole PalomaresNo ratings yet
- Sub Module 3.9 Capacitance FinalDocument26 pagesSub Module 3.9 Capacitance FinalInterogator5No ratings yet
- Basic Computer Organization and DesignDocument46 pagesBasic Computer Organization and DesignrajkumarNo ratings yet
- TCS4 AptDocument105 pagesTCS4 AptPankaj kumarNo ratings yet
- Everyday Practical Electronics - 2005.05Document66 pagesEveryday Practical Electronics - 2005.05István BoldogNo ratings yet
- Microprocessor FundamentalsDocument29 pagesMicroprocessor FundamentalsrakhileshpkNo ratings yet
- ZMX Monitor Module For Flame DetectorsDocument2 pagesZMX Monitor Module For Flame DetectorsTalha MairajNo ratings yet
- CRPFDocument80 pagesCRPFshridharNo ratings yet