Download as pdf or txt
You might also like
- UT Level 1 Sample Question Set 1Document3 pagesUT Level 1 Sample Question Set 1Hafizul Ali89% (9)
- G200 Cockpit CardDocument2 pagesG200 Cockpit Cardyiffscritchmurr100% (2)
- Ultrasonic Test ProcedureDocument8 pagesUltrasonic Test ProcedureShailendra GhaisasNo ratings yet
- UT Level II QuestionsDocument28 pagesUT Level II QuestionsMahade Hasan Dipu100% (7)
- Level 1 UT TestDocument33 pagesLevel 1 UT TestJoshnewfound50% (2)
- Angle Beam Contact. Testing.Document3 pagesAngle Beam Contact. Testing.zemog001No ratings yet
- A Study On Signal Quality of A Vortex Flowmeter Downstream of Two ElbowsDocument11 pagesA Study On Signal Quality of A Vortex Flowmeter Downstream of Two ElbowsGrega BobovnikNo ratings yet
- The Detection of Oblique Defects in Tubes Using Rotary Ultrasound TestersDocument6 pagesThe Detection of Oblique Defects in Tubes Using Rotary Ultrasound TestersAlex MendozaNo ratings yet
- The Higher The FrequencyDocument17 pagesThe Higher The FrequencyrohithNo ratings yet
- Introduction To The Basic Principles - : 5.1 Calibration of The InstrumentDocument23 pagesIntroduction To The Basic Principles - : 5.1 Calibration of The InstrumentMahesh BhansaliNo ratings yet
- Ultrasonic Testing Ut Q Bank A-12: 5° From The Test SurfaceDocument11 pagesUltrasonic Testing Ut Q Bank A-12: 5° From The Test Surfacekingston100% (1)
- Eddy Current Specification Specification: 1. ScopeDocument7 pagesEddy Current Specification Specification: 1. ScopekingstonNo ratings yet
- United States PatentDocument15 pagesUnited States PatentKrozeNo ratings yet
- LatihanDocument18 pagesLatihanAhmad DulfiNo ratings yet
- Immersion-Instrument QuestionDocument29 pagesImmersion-Instrument QuestionIkeNo ratings yet
- NDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT JournalDocument6 pagesNDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT Journalpokeboy19No ratings yet
- US2818509Document3 pagesUS2818509aloooooNo ratings yet
- Pressure MeterDocument17 pagesPressure MeterRakesh7770No ratings yet
- TEPZZ - Z 8 8B - T: European Patent SpecificationDocument18 pagesTEPZZ - Z 8 8B - T: European Patent Specificationzweisteine777No ratings yet
- Us 5299499Document5 pagesUs 5299499wewewewNo ratings yet
- Ultrasonic 10Document5 pagesUltrasonic 10Mahade Hasan Dipu100% (1)
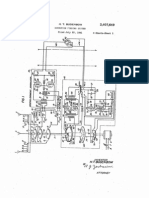
- May 19, 1964 F. - Calhoun Etal '3,133,640: Original Filed June 12, 1958 2 Sheets-Sheet. LDocument9 pagesMay 19, 1964 F. - Calhoun Etal '3,133,640: Original Filed June 12, 1958 2 Sheets-Sheet. LjesseNo ratings yet
- United States Patent (19) : Sinclair Et AlDocument21 pagesUnited States Patent (19) : Sinclair Et AlKrozeNo ratings yet
- Ultrasonic Testing Ut Q Bank A-8: 5. WhenDocument8 pagesUltrasonic Testing Ut Q Bank A-8: 5. Whenkingston100% (1)
- Laminar Imperfections in Strip Area Adjacent To Welded JointDocument1 pageLaminar Imperfections in Strip Area Adjacent To Welded Jointqc_531040655No ratings yet
- Inspection of Rocket Engine Components Using Laser-Based UltrasoundDocument2 pagesInspection of Rocket Engine Components Using Laser-Based UltrasoundPavithranNo ratings yet
- Ut Procedure Selon AsmeDocument9 pagesUt Procedure Selon AsmeMajdi JerbiNo ratings yet
- Us Patent - Digital Caliper - Through CapacitanceDocument8 pagesUs Patent - Digital Caliper - Through CapacitanceJp TanNo ratings yet
- Ultrasonic Testing Ut Q Bank A-13Document9 pagesUltrasonic Testing Ut Q Bank A-13kingstonNo ratings yet
- CF RT - : Monitoring of Rock Movements Using Probe Inclinometer - GuidelinesDocument10 pagesCF RT - : Monitoring of Rock Movements Using Probe Inclinometer - GuidelinesRoshanRSVNo ratings yet
- Survey 2 QBDocument22 pagesSurvey 2 QBShane RodriguezNo ratings yet
- Analysis of Eddy Current Capabilities For The Detection of Outer Diameter StressDocument9 pagesAnalysis of Eddy Current Capabilities For The Detection of Outer Diameter Stressdonnyars1979No ratings yet
- UT Level II Questions EGYPTAPR12 PDFDocument16 pagesUT Level II Questions EGYPTAPR12 PDFrupamNo ratings yet
- UT 7 Displaying Ultrasonic Indications Angle Beam Inspection WithDocument21 pagesUT 7 Displaying Ultrasonic Indications Angle Beam Inspection WithAZAZ AHMADNo ratings yet
- M 2G-D S G V V F R W T - D P: 1.0 Scope and ApplicationDocument48 pagesM 2G-D S G V V F R W T - D P: 1.0 Scope and Applicationmagafi448No ratings yet
- Phased ArrayDocument4 pagesPhased ArrayHüseyin HızlıNo ratings yet
- Deflection, CompoundDocument27 pagesDeflection, CompoundNheilbertNo ratings yet
- Direction Finding SystemDocument9 pagesDirection Finding SystemBulat BulatNo ratings yet
- Non-Destructive Testing of Drilling Oil and Gas Equipment and ToolsDocument10 pagesNon-Destructive Testing of Drilling Oil and Gas Equipment and Toolsflasher_for_nokiaNo ratings yet
- Ut 2Document7 pagesUt 2Akhilesh KumarNo ratings yet
- Problem Set 1Document6 pagesProblem Set 1Danzyl VillatemaNo ratings yet
- Circularly Polarized Patch Antenna With Frequency ReconfigurationDocument4 pagesCircularly Polarized Patch Antenna With Frequency ReconfigurationSambit Kumar GhoshNo ratings yet
- RFET Testing China PDFDocument76 pagesRFET Testing China PDFassurendran100% (1)
- UT GeneralDocument6 pagesUT GeneralAmr El Refay100% (1)
- Determination Coefficient of Velocity From Jet TrjectoryDocument13 pagesDetermination Coefficient of Velocity From Jet TrjectoryMohd Syafiq Akmal81% (31)
- Digital Ultrasonic Flaw Detectors For Curved SurfaceDocument11 pagesDigital Ultrasonic Flaw Detectors For Curved Surfaceiprao0% (1)
- Ultrasonic Testing Ut Q Bank A-6Document8 pagesUltrasonic Testing Ut Q Bank A-6kingstonNo ratings yet
- Ut Procedure AsiplDocument29 pagesUt Procedure Asipltushartech009No ratings yet
- Borehole Desurvey CalculationDocument8 pagesBorehole Desurvey CalculationRon BurgessNo ratings yet
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocument6 pagesApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNo ratings yet
- Orifice and Free Jet Flow: University of NebraskaDocument8 pagesOrifice and Free Jet Flow: University of NebraskaJemuel Flores100% (1)
- Ultrasonic ProcedureDocument31 pagesUltrasonic ProcedureChristopher Jones100% (1)
- Monitoring of Intergranular Stress Corrosion Cracks in Pipes With Weld OverlaysDocument8 pagesMonitoring of Intergranular Stress Corrosion Cracks in Pipes With Weld Overlaysddaalayamoct313024No ratings yet
- Ut General ExamDocument7 pagesUt General ExamMalik Zghoul75% (4)
- United States Patent (191: Yamamoto Et Al. (45) Date of Patent: Dec. 4, 1984Document11 pagesUnited States Patent (191: Yamamoto Et Al. (45) Date of Patent: Dec. 4, 1984Anonymous 6HADGUEXDNo ratings yet
- Effects of Probe Support On The Flow Field of A Low-Speed Axial CompressorDocument7 pagesEffects of Probe Support On The Flow Field of A Low-Speed Axial CompressorUmair MunirNo ratings yet
- Confined Photonic Modes in The Fabry-Pérot Based Photonic Crystal Nanobeam Cavity Structures With Mixed Tapered Air-Holes and Curved-Wall CavityDocument6 pagesConfined Photonic Modes in The Fabry-Pérot Based Photonic Crystal Nanobeam Cavity Structures With Mixed Tapered Air-Holes and Curved-Wall CavityAJER JOURNALNo ratings yet
- Quality Assurance - Computed Tomography AerbDocument70 pagesQuality Assurance - Computed Tomography AerbhitsNo ratings yet
- Photonics, Volume 2: Nanophotonic Structures and MaterialsFrom EverandPhotonics, Volume 2: Nanophotonic Structures and MaterialsNo ratings yet
- Exploration and Monitoring of the Continental Shelf Underwater EnvironmentFrom EverandExploration and Monitoring of the Continental Shelf Underwater EnvironmentNo ratings yet
- 7600 PM ProcedureDocument14 pages7600 PM ProceduremrscribdNo ratings yet
- KP-5PDC5C-2: Electrical SpecificationDocument2 pagesKP-5PDC5C-2: Electrical SpecificationJose Danilo Caldera SaballosNo ratings yet
- Manual: Owner'SDocument2 pagesManual: Owner'SAndy100% (1)
- Miui GamerDocument4 pagesMiui GamerJunio SilvaNo ratings yet
- EE 131 SyllabusDocument4 pagesEE 131 SyllabusRogzJrBernzNo ratings yet
- Ir Adv 4251 Series-Sm-Other-E Rev1Document1,109 pagesIr Adv 4251 Series-Sm-Other-E Rev1Hernando AlejandroNo ratings yet
- MEMSDocument61 pagesMEMSAli MoallemiNo ratings yet
- PK Sinha Distributed Operating System PDFDocument4 pagesPK Sinha Distributed Operating System PDFJivesh Garg0% (1)
- The Biological Neuron.: The Biological Neuron A Model of A Neuron Medium Independence Training Neural NetworksDocument6 pagesThe Biological Neuron.: The Biological Neuron A Model of A Neuron Medium Independence Training Neural Networkssumathi gnanasekaranNo ratings yet
- Tl250 Standalone Quickinst-EnDocument4 pagesTl250 Standalone Quickinst-EnsiteromNo ratings yet
- Instrulife Multiparameter Monitor M9500 User's ManualDocument166 pagesInstrulife Multiparameter Monitor M9500 User's ManualInstrulife OostkampNo ratings yet
- Tesla's Electric CarDocument5 pagesTesla's Electric CarRossen Petrov0% (1)
- Fault Calculations - SymmetricalDocument14 pagesFault Calculations - SymmetricalSouradeep ChakrobortyNo ratings yet
- Makalah BinggDocument33 pagesMakalah BinggyuniNo ratings yet
- SRD-5VDC-SL-C Relay DatasheetDocument3 pagesSRD-5VDC-SL-C Relay DatasheetHaidil EdiNo ratings yet
- I.C.T SMT&DIP PCB Handling MachineDocument32 pagesI.C.T SMT&DIP PCB Handling MachineLouis ChewNo ratings yet
- Wideband Amplifi Cation: Ing Amplifi Er Circuits, With One or Two Transistors Per Stage. New Techniques HaveDocument88 pagesWideband Amplifi Cation: Ing Amplifi Er Circuits, With One or Two Transistors Per Stage. New Techniques HaveferbuifoNo ratings yet
- Instrumentation Cable ScheduleDocument6 pagesInstrumentation Cable Scheduleved nath sharmaNo ratings yet
- LTspice LectureDocument30 pagesLTspice LectureTànVìĐọcNo ratings yet
- Instruction Manual: Communications ReceiverDocument64 pagesInstruction Manual: Communications ReceiverghtrytrytrytrytrytryNo ratings yet
- Topcon DL-502 DL 503 Handbuch enDocument86 pagesTopcon DL-502 DL 503 Handbuch enMuhammad HasanNo ratings yet
- Compaq DeskPro 386 - Maintenance and Service GuideDocument276 pagesCompaq DeskPro 386 - Maintenance and Service GuideLuis TavisNo ratings yet
- Page 16-17Document1 pagePage 16-17api-268943277No ratings yet
- MPPT Solar Charger Manual-En PDFDocument69 pagesMPPT Solar Charger Manual-En PDFPatrick PoulinNo ratings yet
- Permanent Monitoring - Looking at Lifetime Reservoir DynamicsDocument15 pagesPermanent Monitoring - Looking at Lifetime Reservoir Dynamicsnoorul786No ratings yet
- Auto Meter 2012 - 2013 CatalogDocument132 pagesAuto Meter 2012 - 2013 Catalogsreekanth3x108No ratings yet
- SAK-Series For Special ApplicationsDocument10 pagesSAK-Series For Special ApplicationsAkoKhalediNo ratings yet
- Employability Skills - Grade 9 Textbook-1-1Document23 pagesEmployability Skills - Grade 9 Textbook-1-1Vivola Pearl MathiasNo ratings yet
- Assignment-1 Q-1 Write A Short Note On Operating System? Ans: DefinitionDocument5 pagesAssignment-1 Q-1 Write A Short Note On Operating System? Ans: DefinitionParth ChavhanNo ratings yet