
Lean White Paper
Lean White Paper
You might also like
- Allen, John - Robinson, Charles - Stewart, David (Eds.) - Lean Manufacturing - A Plant Floor Guide (2001, Society of Manufacturing Engineers (SME) ) PDFDocument516 pagesAllen, John - Robinson, Charles - Stewart, David (Eds.) - Lean Manufacturing - A Plant Floor Guide (2001, Society of Manufacturing Engineers (SME) ) PDFAnibal DazaNo ratings yet
- Value Stream Mapping GuideDocument8 pagesValue Stream Mapping GuideMesut Ogucu100% (1)
- Alec Sharp Process TractionDocument33 pagesAlec Sharp Process Tractionhuborges100% (3)
- Lean Interview QuestionsDocument9 pagesLean Interview QuestionsJasmeet KohliNo ratings yet
- Demystifying Kanban: by Al ShallowayDocument10 pagesDemystifying Kanban: by Al Shallowaysmkrn110No ratings yet
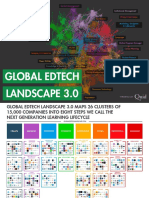
- Global EdTech LandscDocument63 pagesGlobal EdTech LandscamberatalNo ratings yet
- Chapter 8 - Understanding Power in OrganizationsDocument24 pagesChapter 8 - Understanding Power in OrganizationsAmethyst Online100% (1)
- Lean Chapter 5Document30 pagesLean Chapter 5WinterMist11No ratings yet
- KaizenDocument50 pagesKaizenP. Lakshmanakanth100% (2)
- The Impact of Lean Six Sigma On The Overall Results of CompaniesDocument10 pagesThe Impact of Lean Six Sigma On The Overall Results of CompaniesGrand OverallNo ratings yet
- 2005 Davenport The Coming CommoditizationDocument8 pages2005 Davenport The Coming CommoditizationsvetlanashatokhinaNo ratings yet
- 03 19 4 Lean - CultureDocument10 pages03 19 4 Lean - CultureStanley Liu QiangNo ratings yet
- National Seminar On Value Stream Mapping For Process Improvement FinalDocument9 pagesNational Seminar On Value Stream Mapping For Process Improvement FinalsreerpilNo ratings yet
- Lecture Day4 Afternoon Lean Production - HandoutsDocument33 pagesLecture Day4 Afternoon Lean Production - HandoutsBust everyNo ratings yet
- A Brief Introduction To Lean, Six Sigma and Lean Six SigmaDocument8 pagesA Brief Introduction To Lean, Six Sigma and Lean Six SigmaDebashishDolonNo ratings yet
- Lesson 10 - Value Stream MappingDocument21 pagesLesson 10 - Value Stream MappingHarishNo ratings yet
- Lean Manufacturing in A Make To Order Environment Infor LillyDocument16 pagesLean Manufacturing in A Make To Order Environment Infor LillyLeonardo ReyesNo ratings yet
- AVCNDocument25 pagesAVCNTổ bốn Nhóm haiNo ratings yet
- C It Dev Ops Template Week 4 DraftDocument8 pagesC It Dev Ops Template Week 4 DraftUrim UwanaNo ratings yet
- Cbmec1 M16 Fri Jan 06Document4 pagesCbmec1 M16 Fri Jan 06ilalimngputingilaw3No ratings yet
- Texto 4Document18 pagesTexto 4Yasmin WinkNo ratings yet
- Pertemuan 3 What Are Business ProcessDocument56 pagesPertemuan 3 What Are Business ProcessNadia PrimastiaNo ratings yet
- Certificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVDocument69 pagesCertificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVBhargav Ka.PatelNo ratings yet
- Value Stream MappingDocument21 pagesValue Stream MappingChi TranNo ratings yet
- Lean Management: KAIZEN Training of TrainersDocument24 pagesLean Management: KAIZEN Training of TrainersOscar LiraNo ratings yet
- Lean OverviewDocument13 pagesLean OverviewvarsheNo ratings yet
- 5-Process MappingDocument26 pages5-Process MappingGowthaman K ms21a020No ratings yet
- New Balance: Case StudyDocument4 pagesNew Balance: Case StudySYAH RANGGA PERBANGKARA MUHAMMADNo ratings yet
- Kobetsu KaizenDocument25 pagesKobetsu Kaizenraghavendrarh6464No ratings yet
- The Process Enterprise: An Executive Perspective: by Dr. Michael HammerDocument17 pagesThe Process Enterprise: An Executive Perspective: by Dr. Michael HammerAnonymous ul5cehNo ratings yet
- BPR Student Slides Chapter 4 and 5Document22 pagesBPR Student Slides Chapter 4 and 5Souvik BakshiNo ratings yet
- Part 2: Key Concepts of LEAN ManufacturingDocument5 pagesPart 2: Key Concepts of LEAN Manufacturingta3kobahokaNo ratings yet
- Process Design: ObjectivesDocument6 pagesProcess Design: ObjectivesRocel Dela CruzNo ratings yet
- Chapter 2Document25 pagesChapter 2ArifLukmanMazaliNo ratings yet
- Guide Lean ManufacturingDocument16 pagesGuide Lean ManufacturingSofia MazzaNo ratings yet
- Industrial Application Tools and Techniques in Lean Manufacturing and Total Quality ManagementDocument5 pagesIndustrial Application Tools and Techniques in Lean Manufacturing and Total Quality ManagementKarthic EaswarNo ratings yet
- Continuous Improvement Methodologies: Overview of LeanDocument43 pagesContinuous Improvement Methodologies: Overview of LeanKaranShindeNo ratings yet
- Global Operations Management TrendsDocument24 pagesGlobal Operations Management TrendsfgomesNo ratings yet
- LEAN Value Stream Mapping 2010Document4 pagesLEAN Value Stream Mapping 2010Ramesh Madurai100% (1)
- Lean Six Sigma Resources LDP PDFDocument34 pagesLean Six Sigma Resources LDP PDFMaria StanescuNo ratings yet
- Improvement of Manufacturing ProcessesDocument9 pagesImprovement of Manufacturing ProcessesNavnath TamhaneNo ratings yet
- Implementing Product Flow Measures For Lean Software and DevOpsDocument2 pagesImplementing Product Flow Measures For Lean Software and DevOpsmroustchevNo ratings yet
- Teaching An Elephant To Dance e Book f24174 202007Document6 pagesTeaching An Elephant To Dance e Book f24174 202007Saker GhaniNo ratings yet
- DTTL Technology TransitionThatWork - 091310Document3 pagesDTTL Technology TransitionThatWork - 091310CinthiaNo ratings yet
- Lean Six Sigma EbookDocument68 pagesLean Six Sigma EbookBilal KaraNo ratings yet
- 12 - From Resistance To Acceptance How To Implement Change Management by Gotsill G., Natchez MDocument4 pages12 - From Resistance To Acceptance How To Implement Change Management by Gotsill G., Natchez MYasser SayedNo ratings yet
- Automated Business processes-LAPTOP-APPTNJ0EDocument27 pagesAutomated Business processes-LAPTOP-APPTNJ0ERahul GuptaNo ratings yet
- 5 Lean Principles Every Leader Should KnowDocument10 pages5 Lean Principles Every Leader Should KnowJulia HeinemannNo ratings yet
- Demystifying Lean 110606Document32 pagesDemystifying Lean 110606api-3700925No ratings yet
- Lean at Wipro Technologies-Executive SummaryDocument3 pagesLean at Wipro Technologies-Executive SummaryshaliiniiNo ratings yet
- 6 Pasos para La TransformacionDocument8 pages6 Pasos para La TransformacionCARLOS FERNANDO PERUCHO QUINTERONo ratings yet
- The Application of IT Have An Impact Upon TheDocument14 pagesThe Application of IT Have An Impact Upon TheRaveena NaiduNo ratings yet
- MODULE 5 Kaizen Concepts and SystemsDocument42 pagesMODULE 5 Kaizen Concepts and SystemsFernando AquinoNo ratings yet
- BPR HoneywellDocument52 pagesBPR HoneywellZaki100% (4)
- TQM ReviewerDocument6 pagesTQM Reviewerkishidibagulun29No ratings yet
- Lean Management PDFDocument16 pagesLean Management PDFAmali LakmaliNo ratings yet
- Workshop On Application of Lean Management: Gen-PromDocument102 pagesWorkshop On Application of Lean Management: Gen-PromMudassar NawazNo ratings yet
- Chapter 11 - Six SigmaDocument17 pagesChapter 11 - Six SigmaVhanessa VillanuevaNo ratings yet
- Chap 001Document19 pagesChap 001Sag-e-AttarNo ratings yet
- Q&A - Smart Operations and Supply Chain ManagementDocument37 pagesQ&A - Smart Operations and Supply Chain ManagementMaria PorroNo ratings yet
- Best Prac For App Relese MGMNTDocument8 pagesBest Prac For App Relese MGMNTmohamaidNo ratings yet
- Chapter 2, 3, 4& 5 FSRDocument135 pagesChapter 2, 3, 4& 5 FSRYeam Tom GeorgeNo ratings yet
- Cambridge DELTA Module 1 Quizlet PDFDocument18 pagesCambridge DELTA Module 1 Quizlet PDFnico rinaNo ratings yet
- Listening Comprension by Using Bottom Up Strategies From The Students) - Dina Wasilatur RofiqohDocument7 pagesListening Comprension by Using Bottom Up Strategies From The Students) - Dina Wasilatur RofiqohDina Wasilatur RofiqohNo ratings yet
- Potential Uses of NanomaterialsDocument37 pagesPotential Uses of NanomaterialsAnura BandaraNo ratings yet
- Air Quality ManagementDocument80 pagesAir Quality ManagementSarah AphirtaNo ratings yet
- Government of Khyber Pakhtunkhwa Science & Technology and Information Technology DepartmentDocument17 pagesGovernment of Khyber Pakhtunkhwa Science & Technology and Information Technology DepartmentAwami National PartyNo ratings yet
- Business and It Strategic Alignment Applying Soea Framework: Nassir Dino, Awel Dico, PHD, Dida Midekso, PHDDocument8 pagesBusiness and It Strategic Alignment Applying Soea Framework: Nassir Dino, Awel Dico, PHD, Dida Midekso, PHDwww.irjes.comNo ratings yet
- Risk AggregationDocument22 pagesRisk AggregationKostasNo ratings yet
- Teaching Listening in EFL Classrooms in Senior High Schools in TaiwanDocument33 pagesTeaching Listening in EFL Classrooms in Senior High Schools in TaiwanEdward FungNo ratings yet
- Testing - Doc - 52 - 58Document20 pagesTesting - Doc - 52 - 58SanNo ratings yet
- Open Org Leaders Manual 2 2 PDFDocument219 pagesOpen Org Leaders Manual 2 2 PDFrobertogleNo ratings yet
- Principal Professional Growth PD-162 2013Document64 pagesPrincipal Professional Growth PD-162 2013lito77No ratings yet
- Current Trends in English Language Teaching: Research Paper LiteratureDocument3 pagesCurrent Trends in English Language Teaching: Research Paper LiteraturePRIYADARSHI PANKAJNo ratings yet
- Ai - PPT 6 (Business Processes and Risks)Document22 pagesAi - PPT 6 (Business Processes and Risks)diana_busrizaltiNo ratings yet
- ABF205SL - Management Accounting Budget PreparationDocument19 pagesABF205SL - Management Accounting Budget PreparationMaithri Vidana KariyakaranageNo ratings yet
- Thesis AhadDocument64 pagesThesis AhadAhadNo ratings yet
- Schema Theory in Reading: Shuying AnDocument5 pagesSchema Theory in Reading: Shuying AnAlfadil AltahirNo ratings yet
- 1 2Document93 pages1 2Jonathan HudsonNo ratings yet
- Policy Implementation of The Republic Act (RA) No. 9003 in The PhilippinesDocument9 pagesPolicy Implementation of The Republic Act (RA) No. 9003 in The PhilippinesTulibas Karl Jade J - BSN 1ENo ratings yet
- Summary On "A Review On Reading Theories and Its Implication To The Teaching of Reading" by Parlindungan PardedeDocument5 pagesSummary On "A Review On Reading Theories and Its Implication To The Teaching of Reading" by Parlindungan PardedeKayle BorromeoNo ratings yet
- Strategic Evaluation and ControlDocument47 pagesStrategic Evaluation and ControlAnkita GujarNo ratings yet
- GenusOptimizationBestPractices 19.1 PDFDocument22 pagesGenusOptimizationBestPractices 19.1 PDFSumanth Gowda PNo ratings yet
- Module-5 STDocument43 pagesModule-5 STRama D NNo ratings yet
- Final Bba MIS Notes PDFDocument24 pagesFinal Bba MIS Notes PDFSejatiMuslimah50% (6)
- Land Use SurveyDocument135 pagesLand Use SurveyArchana Rajan100% (1)
- Teaching Listening Skills To English As A Foreign Language Students Through Effective StrategiesDocument6 pagesTeaching Listening Skills To English As A Foreign Language Students Through Effective StrategiesDaisymae MallapreNo ratings yet
- Schema Theory and ESL Reading PedagogyDocument21 pagesSchema Theory and ESL Reading PedagogymarcaicedoNo ratings yet























































































Download as pdf or txt
You might also like
- Allen, John - Robinson, Charles - Stewart, David (Eds.) - Lean Manufacturing - A Plant Floor Guide (2001, Society of Manufacturing Engineers (SME) ) PDFDocument516 pagesAllen, John - Robinson, Charles - Stewart, David (Eds.) - Lean Manufacturing - A Plant Floor Guide (2001, Society of Manufacturing Engineers (SME) ) PDFAnibal DazaNo ratings yet
- Value Stream Mapping GuideDocument8 pagesValue Stream Mapping GuideMesut Ogucu100% (1)
- Alec Sharp Process TractionDocument33 pagesAlec Sharp Process Tractionhuborges100% (3)
- Lean Interview QuestionsDocument9 pagesLean Interview QuestionsJasmeet KohliNo ratings yet
- Demystifying Kanban: by Al ShallowayDocument10 pagesDemystifying Kanban: by Al Shallowaysmkrn110No ratings yet
- Global EdTech LandscDocument63 pagesGlobal EdTech LandscamberatalNo ratings yet
- Chapter 8 - Understanding Power in OrganizationsDocument24 pagesChapter 8 - Understanding Power in OrganizationsAmethyst Online100% (1)
- Lean Chapter 5Document30 pagesLean Chapter 5WinterMist11No ratings yet
- KaizenDocument50 pagesKaizenP. Lakshmanakanth100% (2)
- The Impact of Lean Six Sigma On The Overall Results of CompaniesDocument10 pagesThe Impact of Lean Six Sigma On The Overall Results of CompaniesGrand OverallNo ratings yet
- 2005 Davenport The Coming CommoditizationDocument8 pages2005 Davenport The Coming CommoditizationsvetlanashatokhinaNo ratings yet
- 03 19 4 Lean - CultureDocument10 pages03 19 4 Lean - CultureStanley Liu QiangNo ratings yet
- National Seminar On Value Stream Mapping For Process Improvement FinalDocument9 pagesNational Seminar On Value Stream Mapping For Process Improvement FinalsreerpilNo ratings yet
- Lecture Day4 Afternoon Lean Production - HandoutsDocument33 pagesLecture Day4 Afternoon Lean Production - HandoutsBust everyNo ratings yet
- A Brief Introduction To Lean, Six Sigma and Lean Six SigmaDocument8 pagesA Brief Introduction To Lean, Six Sigma and Lean Six SigmaDebashishDolonNo ratings yet
- Lesson 10 - Value Stream MappingDocument21 pagesLesson 10 - Value Stream MappingHarishNo ratings yet
- Lean Manufacturing in A Make To Order Environment Infor LillyDocument16 pagesLean Manufacturing in A Make To Order Environment Infor LillyLeonardo ReyesNo ratings yet
- AVCNDocument25 pagesAVCNTổ bốn Nhóm haiNo ratings yet
- C It Dev Ops Template Week 4 DraftDocument8 pagesC It Dev Ops Template Week 4 DraftUrim UwanaNo ratings yet
- Cbmec1 M16 Fri Jan 06Document4 pagesCbmec1 M16 Fri Jan 06ilalimngputingilaw3No ratings yet
- Texto 4Document18 pagesTexto 4Yasmin WinkNo ratings yet
- Pertemuan 3 What Are Business ProcessDocument56 pagesPertemuan 3 What Are Business ProcessNadia PrimastiaNo ratings yet
- Certificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVDocument69 pagesCertificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVBhargav Ka.PatelNo ratings yet
- Value Stream MappingDocument21 pagesValue Stream MappingChi TranNo ratings yet
- Lean Management: KAIZEN Training of TrainersDocument24 pagesLean Management: KAIZEN Training of TrainersOscar LiraNo ratings yet
- Lean OverviewDocument13 pagesLean OverviewvarsheNo ratings yet
- 5-Process MappingDocument26 pages5-Process MappingGowthaman K ms21a020No ratings yet
- New Balance: Case StudyDocument4 pagesNew Balance: Case StudySYAH RANGGA PERBANGKARA MUHAMMADNo ratings yet
- Kobetsu KaizenDocument25 pagesKobetsu Kaizenraghavendrarh6464No ratings yet
- The Process Enterprise: An Executive Perspective: by Dr. Michael HammerDocument17 pagesThe Process Enterprise: An Executive Perspective: by Dr. Michael HammerAnonymous ul5cehNo ratings yet
- BPR Student Slides Chapter 4 and 5Document22 pagesBPR Student Slides Chapter 4 and 5Souvik BakshiNo ratings yet
- Part 2: Key Concepts of LEAN ManufacturingDocument5 pagesPart 2: Key Concepts of LEAN Manufacturingta3kobahokaNo ratings yet
- Process Design: ObjectivesDocument6 pagesProcess Design: ObjectivesRocel Dela CruzNo ratings yet
- Chapter 2Document25 pagesChapter 2ArifLukmanMazaliNo ratings yet
- Guide Lean ManufacturingDocument16 pagesGuide Lean ManufacturingSofia MazzaNo ratings yet
- Industrial Application Tools and Techniques in Lean Manufacturing and Total Quality ManagementDocument5 pagesIndustrial Application Tools and Techniques in Lean Manufacturing and Total Quality ManagementKarthic EaswarNo ratings yet
- Continuous Improvement Methodologies: Overview of LeanDocument43 pagesContinuous Improvement Methodologies: Overview of LeanKaranShindeNo ratings yet
- Global Operations Management TrendsDocument24 pagesGlobal Operations Management TrendsfgomesNo ratings yet
- LEAN Value Stream Mapping 2010Document4 pagesLEAN Value Stream Mapping 2010Ramesh Madurai100% (1)
- Lean Six Sigma Resources LDP PDFDocument34 pagesLean Six Sigma Resources LDP PDFMaria StanescuNo ratings yet
- Improvement of Manufacturing ProcessesDocument9 pagesImprovement of Manufacturing ProcessesNavnath TamhaneNo ratings yet
- Implementing Product Flow Measures For Lean Software and DevOpsDocument2 pagesImplementing Product Flow Measures For Lean Software and DevOpsmroustchevNo ratings yet
- Teaching An Elephant To Dance e Book f24174 202007Document6 pagesTeaching An Elephant To Dance e Book f24174 202007Saker GhaniNo ratings yet
- DTTL Technology TransitionThatWork - 091310Document3 pagesDTTL Technology TransitionThatWork - 091310CinthiaNo ratings yet
- Lean Six Sigma EbookDocument68 pagesLean Six Sigma EbookBilal KaraNo ratings yet
- 12 - From Resistance To Acceptance How To Implement Change Management by Gotsill G., Natchez MDocument4 pages12 - From Resistance To Acceptance How To Implement Change Management by Gotsill G., Natchez MYasser SayedNo ratings yet
- Automated Business processes-LAPTOP-APPTNJ0EDocument27 pagesAutomated Business processes-LAPTOP-APPTNJ0ERahul GuptaNo ratings yet
- 5 Lean Principles Every Leader Should KnowDocument10 pages5 Lean Principles Every Leader Should KnowJulia HeinemannNo ratings yet
- Demystifying Lean 110606Document32 pagesDemystifying Lean 110606api-3700925No ratings yet
- Lean at Wipro Technologies-Executive SummaryDocument3 pagesLean at Wipro Technologies-Executive SummaryshaliiniiNo ratings yet
- 6 Pasos para La TransformacionDocument8 pages6 Pasos para La TransformacionCARLOS FERNANDO PERUCHO QUINTERONo ratings yet
- The Application of IT Have An Impact Upon TheDocument14 pagesThe Application of IT Have An Impact Upon TheRaveena NaiduNo ratings yet
- MODULE 5 Kaizen Concepts and SystemsDocument42 pagesMODULE 5 Kaizen Concepts and SystemsFernando AquinoNo ratings yet
- BPR HoneywellDocument52 pagesBPR HoneywellZaki100% (4)
- TQM ReviewerDocument6 pagesTQM Reviewerkishidibagulun29No ratings yet
- Lean Management PDFDocument16 pagesLean Management PDFAmali LakmaliNo ratings yet
- Workshop On Application of Lean Management: Gen-PromDocument102 pagesWorkshop On Application of Lean Management: Gen-PromMudassar NawazNo ratings yet
- Chapter 11 - Six SigmaDocument17 pagesChapter 11 - Six SigmaVhanessa VillanuevaNo ratings yet
- Chap 001Document19 pagesChap 001Sag-e-AttarNo ratings yet
- Q&A - Smart Operations and Supply Chain ManagementDocument37 pagesQ&A - Smart Operations and Supply Chain ManagementMaria PorroNo ratings yet
- Best Prac For App Relese MGMNTDocument8 pagesBest Prac For App Relese MGMNTmohamaidNo ratings yet
- Chapter 2, 3, 4& 5 FSRDocument135 pagesChapter 2, 3, 4& 5 FSRYeam Tom GeorgeNo ratings yet
- Cambridge DELTA Module 1 Quizlet PDFDocument18 pagesCambridge DELTA Module 1 Quizlet PDFnico rinaNo ratings yet
- Listening Comprension by Using Bottom Up Strategies From The Students) - Dina Wasilatur RofiqohDocument7 pagesListening Comprension by Using Bottom Up Strategies From The Students) - Dina Wasilatur RofiqohDina Wasilatur RofiqohNo ratings yet
- Potential Uses of NanomaterialsDocument37 pagesPotential Uses of NanomaterialsAnura BandaraNo ratings yet
- Air Quality ManagementDocument80 pagesAir Quality ManagementSarah AphirtaNo ratings yet
- Government of Khyber Pakhtunkhwa Science & Technology and Information Technology DepartmentDocument17 pagesGovernment of Khyber Pakhtunkhwa Science & Technology and Information Technology DepartmentAwami National PartyNo ratings yet
- Business and It Strategic Alignment Applying Soea Framework: Nassir Dino, Awel Dico, PHD, Dida Midekso, PHDDocument8 pagesBusiness and It Strategic Alignment Applying Soea Framework: Nassir Dino, Awel Dico, PHD, Dida Midekso, PHDwww.irjes.comNo ratings yet
- Risk AggregationDocument22 pagesRisk AggregationKostasNo ratings yet
- Teaching Listening in EFL Classrooms in Senior High Schools in TaiwanDocument33 pagesTeaching Listening in EFL Classrooms in Senior High Schools in TaiwanEdward FungNo ratings yet
- Testing - Doc - 52 - 58Document20 pagesTesting - Doc - 52 - 58SanNo ratings yet
- Open Org Leaders Manual 2 2 PDFDocument219 pagesOpen Org Leaders Manual 2 2 PDFrobertogleNo ratings yet
- Principal Professional Growth PD-162 2013Document64 pagesPrincipal Professional Growth PD-162 2013lito77No ratings yet
- Current Trends in English Language Teaching: Research Paper LiteratureDocument3 pagesCurrent Trends in English Language Teaching: Research Paper LiteraturePRIYADARSHI PANKAJNo ratings yet
- Ai - PPT 6 (Business Processes and Risks)Document22 pagesAi - PPT 6 (Business Processes and Risks)diana_busrizaltiNo ratings yet
- ABF205SL - Management Accounting Budget PreparationDocument19 pagesABF205SL - Management Accounting Budget PreparationMaithri Vidana KariyakaranageNo ratings yet
- Thesis AhadDocument64 pagesThesis AhadAhadNo ratings yet
- Schema Theory in Reading: Shuying AnDocument5 pagesSchema Theory in Reading: Shuying AnAlfadil AltahirNo ratings yet
- 1 2Document93 pages1 2Jonathan HudsonNo ratings yet
- Policy Implementation of The Republic Act (RA) No. 9003 in The PhilippinesDocument9 pagesPolicy Implementation of The Republic Act (RA) No. 9003 in The PhilippinesTulibas Karl Jade J - BSN 1ENo ratings yet
- Summary On "A Review On Reading Theories and Its Implication To The Teaching of Reading" by Parlindungan PardedeDocument5 pagesSummary On "A Review On Reading Theories and Its Implication To The Teaching of Reading" by Parlindungan PardedeKayle BorromeoNo ratings yet
- Strategic Evaluation and ControlDocument47 pagesStrategic Evaluation and ControlAnkita GujarNo ratings yet
- GenusOptimizationBestPractices 19.1 PDFDocument22 pagesGenusOptimizationBestPractices 19.1 PDFSumanth Gowda PNo ratings yet
- Module-5 STDocument43 pagesModule-5 STRama D NNo ratings yet
- Final Bba MIS Notes PDFDocument24 pagesFinal Bba MIS Notes PDFSejatiMuslimah50% (6)
- Land Use SurveyDocument135 pagesLand Use SurveyArchana Rajan100% (1)
- Teaching Listening Skills To English As A Foreign Language Students Through Effective StrategiesDocument6 pagesTeaching Listening Skills To English As A Foreign Language Students Through Effective StrategiesDaisymae MallapreNo ratings yet
- Schema Theory and ESL Reading PedagogyDocument21 pagesSchema Theory and ESL Reading PedagogymarcaicedoNo ratings yet