Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Kyocera TA-3051ci 3551ci 4551ci 5551ci Service Manual Rev.6Document1,375 pagesKyocera TA-3051ci 3551ci 4551ci 5551ci Service Manual Rev.6James96% (28)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
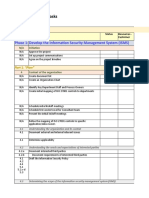
- ISO 27001 Project Template PBMNPDDocument85 pagesISO 27001 Project Template PBMNPDMe100% (1)
- SmartScope CNC-Flash 250 Service and Maintenance ManualDocument214 pagesSmartScope CNC-Flash 250 Service and Maintenance ManualTommyCasillas-Gerena100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Digital Marketing StrategyDocument9 pagesDigital Marketing Strategyandrew50% (2)
- Abbreviations: For Customer Support On Your Building Construction Costs With Rsmeans Data, Call 800.448.8182Document4 pagesAbbreviations: For Customer Support On Your Building Construction Costs With Rsmeans Data, Call 800.448.8182TommyCasillas-GerenaNo ratings yet
- Logistics Process PlanningDocument6 pagesLogistics Process PlanningNithyababuNo ratings yet
- Appendix A-Electrical Review ChecklistDocument3 pagesAppendix A-Electrical Review ChecklistTommyCasillas-GerenaNo ratings yet
- CONSIDER MITIGATION OPTIONS Fema433 - Step5Document26 pagesCONSIDER MITIGATION OPTIONS Fema433 - Step5TommyCasillas-GerenaNo ratings yet
- Dwayne Meadows, Ph.D. Dwayne - Meadows@noaa - GovDocument15 pagesDwayne Meadows, Ph.D. Dwayne - Meadows@noaa - GovTommyCasillas-GerenaNo ratings yet
- Electrical Service - Subpanel ChecklistDocument3 pagesElectrical Service - Subpanel ChecklistTommyCasillas-GerenaNo ratings yet
- Building Damage Issues in HurricanesDocument4 pagesBuilding Damage Issues in HurricanesTommyCasillas-GerenaNo ratings yet
- Amendments Per 2018 Puerto Rico Codes.Document3 pagesAmendments Per 2018 Puerto Rico Codes.TommyCasillas-GerenaNo ratings yet
- Design, Installation, and Retrofit of Doors, Windows, and ShuttersDocument7 pagesDesign, Installation, and Retrofit of Doors, Windows, and ShuttersTommyCasillas-GerenaNo ratings yet
- The 2018 International Existing Building Code®: A Compilation of Wind Resistant ProvisionsDocument16 pagesThe 2018 International Existing Building Code®: A Compilation of Wind Resistant ProvisionsTommyCasillas-GerenaNo ratings yet
- Root Cause Analysis Methodology in Troubleshooting of Pump FailuresDocument36 pagesRoot Cause Analysis Methodology in Troubleshooting of Pump FailuresTommyCasillas-GerenaNo ratings yet
- Root Cause Analysis Example Slurry Pump - FULLDocument11 pagesRoot Cause Analysis Example Slurry Pump - FULLTommyCasillas-GerenaNo ratings yet
- Amendments To The IBC 2018Document98 pagesAmendments To The IBC 2018TommyCasillas-GerenaNo ratings yet
- Dimensional Metrology and Positioning Operations: Basics For A Spatial Layout Analysis of Measurement SystemsDocument61 pagesDimensional Metrology and Positioning Operations: Basics For A Spatial Layout Analysis of Measurement SystemsTommyCasillas-GerenaNo ratings yet
- Chevron Operation ExcellenceDocument20 pagesChevron Operation ExcellenceTommyCasillas-GerenaNo ratings yet
- Modern Vacuum Physics PDFDocument359 pagesModern Vacuum Physics PDFTommyCasillas-Gerena100% (2)
- Working Capital Productivity The Overlooked Measure of Business Performance Improvement Nov 04Document10 pagesWorking Capital Productivity The Overlooked Measure of Business Performance Improvement Nov 04TommyCasillas-GerenaNo ratings yet
- Management System (DMS) Training: PR Quality Policy and DocumentDocument46 pagesManagement System (DMS) Training: PR Quality Policy and DocumentTommyCasillas-GerenaNo ratings yet
- Handout 7 - Stored Procedures, Transactions and SQL ProgrammingDocument9 pagesHandout 7 - Stored Procedures, Transactions and SQL ProgrammingRoha CbcNo ratings yet
- PEGO Ecp300expertvd7 enDocument44 pagesPEGO Ecp300expertvd7 enkimolosNo ratings yet
- Yale Forklifts SpecDocument4 pagesYale Forklifts Specnguyen.db.1106No ratings yet
- ksm264 1425 Valve Unit tv784Document2 pagesksm264 1425 Valve Unit tv784Przemek SankowskiNo ratings yet
- Lab#3b: Setting Up A Power Supply Using A Zener Diode As Voltage RegulatorDocument5 pagesLab#3b: Setting Up A Power Supply Using A Zener Diode As Voltage RegulatorDaisy FlowerNo ratings yet
- SC200 Digital ControllerDocument56 pagesSC200 Digital ControllerArevaLemaNo ratings yet
- UNIT-1 Basics of Operational Amplifiers: EC8453-Linear Integrated Circuits Dept of ECE/PECDocument16 pagesUNIT-1 Basics of Operational Amplifiers: EC8453-Linear Integrated Circuits Dept of ECE/PECIniyan RaviNo ratings yet
- Rig Crew TM Maintenance Training RevisedDocument10 pagesRig Crew TM Maintenance Training RevisedAlejandra Noguera GiraldoNo ratings yet
- Java All NotesDocument118 pagesJava All Notesmalivikram262No ratings yet
- GSM Over SatelliteDocument22 pagesGSM Over Satellitenguyenduke83No ratings yet
- Essentials (4 Day) Agenda BL-9am StartDocument7 pagesEssentials (4 Day) Agenda BL-9am StartKarl WeedNo ratings yet
- Unit 2: Networking: Lesson (02) System TypesDocument20 pagesUnit 2: Networking: Lesson (02) System TypesPasindu ChamadithNo ratings yet
- Eureka LSTO RCBO Range Flyer LR PDFDocument2 pagesEureka LSTO RCBO Range Flyer LR PDFSteveMateNo ratings yet
- Gainclone Power Amplifier LM3886Document9 pagesGainclone Power Amplifier LM3886JEOVADJNo ratings yet
- Sullivan, G. (2009) - Making Space. The Purpose and Place of Practice-Led Research. Practice-Led Research, Research-Led Practice in The Creative Arts, 41-65.Document27 pagesSullivan, G. (2009) - Making Space. The Purpose and Place of Practice-Led Research. Practice-Led Research, Research-Led Practice in The Creative Arts, 41-65.goni56509No ratings yet
- E42 Compact ExcavatorDocument2 pagesE42 Compact ExcavatorJENNIFER PINEDANo ratings yet
- Research Paper On Firewall PDFDocument8 pagesResearch Paper On Firewall PDFegw4qvw3100% (3)
- Autodesk Moldflow 2016 Whats New PresentationDocument30 pagesAutodesk Moldflow 2016 Whats New PresentationManish RajNo ratings yet
- MAP2 - v113 - e Manipulateur PWMDocument2 pagesMAP2 - v113 - e Manipulateur PWMRomain CAFFONo ratings yet
- Instructions For Proctors Online 2022Document4 pagesInstructions For Proctors Online 2022Shani Mur.No ratings yet
- NS-2502 Manual EnglishDocument62 pagesNS-2502 Manual EnglishMaoz TaganskiNo ratings yet
- RPA Interview QuestionsDocument2 pagesRPA Interview Questionssrimkb100% (1)
- Gen Datalink CommDocument323 pagesGen Datalink CommJohn SantosNo ratings yet
- The Data Driven Enterprise of 2025 FinalDocument10 pagesThe Data Driven Enterprise of 2025 FinalJuan Pablo MansonNo ratings yet
- Godrej Auto Clean GDA 901: View DetailsDocument6 pagesGodrej Auto Clean GDA 901: View DetailsAnshul RampuriaNo ratings yet
- MIT Technology Review 2022-0708Document92 pagesMIT Technology Review 2022-0708Kseniia ChumakovaNo ratings yet