Download as doc, pdf, or txt
You might also like
- Global FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsDocument18 pagesGlobal FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsMahadevan RamananNo ratings yet
- Hex Head Bolts - UNC - BS 1768Document7 pagesHex Head Bolts - UNC - BS 1768ssureshkar7699No ratings yet
- Hex Head Bolts - UNC - BS 1768Document7 pagesHex Head Bolts - UNC - BS 1768ssureshkar7699No ratings yet
- bs4994 Case Study PDFDocument4 pagesbs4994 Case Study PDFA.Subin DasNo ratings yet
- MS Data Sheet TanqueDocument2 pagesMS Data Sheet TanqueLION_FIRENo ratings yet
- Plastic-Lined Ferrous Metal Pipe, Fittings, and Flanges: Standard Specification ForDocument6 pagesPlastic-Lined Ferrous Metal Pipe, Fittings, and Flanges: Standard Specification ForMohammed TariqNo ratings yet
- 21 CFR Part 177Document185 pages21 CFR Part 177อิอิ อิอิ100% (1)
- Sodium Hypochlorite - Storage: Please Consult Our Safety Data SheetDocument4 pagesSodium Hypochlorite - Storage: Please Consult Our Safety Data SheetIoana PopescuNo ratings yet
- Fibre Reinforced Plastics 124Document6 pagesFibre Reinforced Plastics 124RajaramNo ratings yet
- TDS - Emaco S88 PlusDocument2 pagesTDS - Emaco S88 PlusVenkata RaoNo ratings yet
- ASTM F1090 BovedasDocument5 pagesASTM F1090 BovedasJoseNo ratings yet
- Mil PRF 4556FDocument12 pagesMil PRF 4556FCarlos Lizarraga FloresNo ratings yet
- Galvosil 15680 Data SheetDocument2 pagesGalvosil 15680 Data Sheetn00b1810No ratings yet
- Process Engineer CV TemplateDocument2 pagesProcess Engineer CV Templatemalavur100% (1)
- GRP Tanks and Vessels For Use Above Ground - : Part 4: Delivery, Installation and MaintenanceDocument22 pagesGRP Tanks and Vessels For Use Above Ground - : Part 4: Delivery, Installation and MaintenanceBipin SmithlineNo ratings yet
- SheraplexDocument2 pagesSheraplexDv Maria Pradhika0% (1)
- Raw Material & Bought Out Items InspectionDocument3 pagesRaw Material & Bought Out Items InspectionSuraj ShettyNo ratings yet
- Design and Construction of BMW IncineratorDocument3 pagesDesign and Construction of BMW IncineratorManish PatelNo ratings yet
- CC ITP Sample PDFDocument4 pagesCC ITP Sample PDFMRezaNo ratings yet
- Anodes in Cooling Water Exchangers PDFDocument12 pagesAnodes in Cooling Water Exchangers PDFcbrittaivNo ratings yet
- Disinfecting PipelineDocument11 pagesDisinfecting PipelinegunsakNo ratings yet
- Rehabilitation of Concrete Tank Using Epoxy and FRP LiningDocument5 pagesRehabilitation of Concrete Tank Using Epoxy and FRP LiningChaitanya ShahNo ratings yet
- Reichold, Corrosion Guide 12.15.2010Document45 pagesReichold, Corrosion Guide 12.15.2010Pradeep Srivastava100% (1)
- API 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Document7 pagesAPI 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Ricardo NapitupuluNo ratings yet
- Ga 9017 M Etp Mes Pu 01Z A02 074Document1 pageGa 9017 M Etp Mes Pu 01Z A02 074Sabir NasimNo ratings yet
- Air Stripping: The Removal of Volatile Contaminants From Water and Contaminated SoilsDocument39 pagesAir Stripping: The Removal of Volatile Contaminants From Water and Contaminated SoilsMohammed Al-DahlanNo ratings yet
- Bonstrand PipeDocument24 pagesBonstrand Pipejayhuacat7743No ratings yet
- Flanges Research Maart 2011Document62 pagesFlanges Research Maart 2011lauro330No ratings yet
- Astm A744-A744m 2010Document6 pagesAstm A744-A744m 2010Júlio RosaNo ratings yet
- NRV - IntervalveDocument2 pagesNRV - IntervalveRajkishorNo ratings yet
- Tham Khao - GB-T 17748-2008Document2 pagesTham Khao - GB-T 17748-2008mrreach0% (1)
- Ti e Protegol 32-55 RRM Nov 07Document4 pagesTi e Protegol 32-55 RRM Nov 07A MahmoodNo ratings yet
- H2O2 Hydrogen Peroxide Passivation ProcedureDocument7 pagesH2O2 Hydrogen Peroxide Passivation ProcedureLion TigerNo ratings yet
- Ansul - Discharge Nozzle - 4in. Multi-Discharge TypeDocument2 pagesAnsul - Discharge Nozzle - 4in. Multi-Discharge TypeElieser JúnioNo ratings yet
- 2022.02-Chemical Corrosion Guide-FinalDocument52 pages2022.02-Chemical Corrosion Guide-FinalEdward Alejandro Avendaño BeltranNo ratings yet
- Dimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFDocument8 pagesDimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFMohamad RifkiNo ratings yet
- Project Handover V3.1Document5 pagesProject Handover V3.1Vin BdsNo ratings yet
- FRP Repair of CorrosionDocument13 pagesFRP Repair of CorrosionahmadlieNo ratings yet
- Unlock-Durcomet 100 (CD-4MCu)Document8 pagesUnlock-Durcomet 100 (CD-4MCu)Dimas Pratama PutraNo ratings yet
- Fiberstrong Wavistrong Flange GuideDocument52 pagesFiberstrong Wavistrong Flange Guidemuhammedemraan100% (1)
- Fiberglass Tanks, Structures and Component Recertification ProgramDocument2 pagesFiberglass Tanks, Structures and Component Recertification ProgramChristian CoboNo ratings yet
- Kirloskar Valves Technical Specification CatalogueDocument24 pagesKirloskar Valves Technical Specification CatalogueAbhinay SuratkarNo ratings yet
- Almona PP R Catalog Full PDFDocument29 pagesAlmona PP R Catalog Full PDFFirst LastNo ratings yet
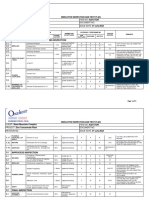
- Inspection and Test Plan: Fabrication / In-Process InspectionDocument17 pagesInspection and Test Plan: Fabrication / In-Process InspectionGLEDSON100% (1)
- Cartridge FilterDocument24 pagesCartridge FilterAlroukn MechanicalNo ratings yet
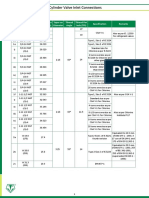
- Cylinder Valve Inlet TypeDocument2 pagesCylinder Valve Inlet TypeGore JiangNo ratings yet
- Operation and Maintenance Manual For The Lo/Pro Odor Control SystemDocument48 pagesOperation and Maintenance Manual For The Lo/Pro Odor Control SystemVinish HARIDAS NAIRNo ratings yet
- Storage and HandlingDocument6 pagesStorage and HandlingalagurmNo ratings yet
- Most Frequently Used PaintsDocument12 pagesMost Frequently Used PaintssmartcharlinNo ratings yet
- Flex Head para RociadoresDocument2 pagesFlex Head para RociadoresjoravicaNo ratings yet
- Manufacturing of Dish End PDFDocument48 pagesManufacturing of Dish End PDFYogi YuganNo ratings yet
- Calculate The Wall Thickness of Ammonia Storage TankDocument4 pagesCalculate The Wall Thickness of Ammonia Storage Tankmamansetiawan87100% (1)
- Sample2 DrawingDocument1 pageSample2 DrawingganeshNo ratings yet
- Siemens Forty X Disc Filters Tech. Specs.Document25 pagesSiemens Forty X Disc Filters Tech. Specs.Alfonso José García LagunaNo ratings yet
- Astm D3262-96Document8 pagesAstm D3262-96anish_am2005No ratings yet
- Forest Product Conversion FactorsFrom EverandForest Product Conversion FactorsNo ratings yet
- BTT EB Specification Single Wall 08-07Document12 pagesBTT EB Specification Single Wall 08-07Alonso VillaNo ratings yet
- Sodium Hypochlorite Fiberglass Reinforced Plastic (FRP) Storage TanksDocument3 pagesSodium Hypochlorite Fiberglass Reinforced Plastic (FRP) Storage TanksFucKerWengieNo ratings yet
- BTT EB Specification Double Wall 08-07Document13 pagesBTT EB Specification Double Wall 08-07Alonso VillaNo ratings yet
- Guide Specifications For Portland Cement PlasterDocument5 pagesGuide Specifications For Portland Cement PlasterUmang sharmaNo ratings yet
- ZCL Corrosion Guide Specification Ag FRP ChemicalstoDocument8 pagesZCL Corrosion Guide Specification Ag FRP ChemicalstoTONNo ratings yet
- Sample FRP Tank SpecificationDocument8 pagesSample FRP Tank Specificationapparaokr100% (1)
- Quad Wave MitterDocument7 pagesQuad Wave Mitterssureshkar7699No ratings yet
- URS-Glass WasherDocument19 pagesURS-Glass Washerssureshkar7699100% (2)
- Plant LayoutDocument53 pagesPlant Layoutssureshkar7699100% (2)
- By Lawrence Miles Manager, Value Analysis General Lect Ic Company Schenectady, New York FRANK BUESE, Chairman Kearney Company Chicago, L LlinoisDocument3 pagesBy Lawrence Miles Manager, Value Analysis General Lect Ic Company Schenectady, New York FRANK BUESE, Chairman Kearney Company Chicago, L Llinoisssureshkar7699No ratings yet
- Consolidated PPTsDocument323 pagesConsolidated PPTsssureshkar7699No ratings yet
- Informacion Tecnica Hipoclorito PDFDocument15 pagesInformacion Tecnica Hipoclorito PDFlukiguerrero501No ratings yet
- Pipe Size Selection Guide in Gallons Per MinuteDocument1 pagePipe Size Selection Guide in Gallons Per Minutessureshkar7699No ratings yet
- Durlock ScrewDocument5 pagesDurlock Screwssureshkar7699No ratings yet
- ANSI B 18.2.1 Screw-UnilokDocument2 pagesANSI B 18.2.1 Screw-Unilokssureshkar7699No ratings yet
- WashersDocument2 pagesWashersssureshkar7699No ratings yet
- Sanitile Wall Coatings Brochure - 111616Document8 pagesSanitile Wall Coatings Brochure - 111616BERSE MAJU INDONESIANo ratings yet
- Tedds Engineering Library (EU)Document107 pagesTedds Engineering Library (EU)CSEC Uganda Ltd.No ratings yet
- Upcycled Paper As An Alternative Material For Wood in Constructing TablesDocument22 pagesUpcycled Paper As An Alternative Material For Wood in Constructing TablesRenee Lorice San JuanNo ratings yet
- History of Metal in ConstructionDocument2 pagesHistory of Metal in ConstructionAsh Denem0% (1)
- ASHRAE-D-HI-85-30-1-Prediction of Moisture (Pressure)Document9 pagesASHRAE-D-HI-85-30-1-Prediction of Moisture (Pressure)mihaelaNo ratings yet
- Excel Formula For EstDocument19 pagesExcel Formula For EstMJ BorresNo ratings yet
- Compressive Strength of CementDocument2 pagesCompressive Strength of CementMastani BajiraoNo ratings yet
- 501-35 Body RepairsDocument30 pages501-35 Body RepairsbergeronfNo ratings yet
- Roofing Materials Full Product Catalog and Technical Info PDFDocument65 pagesRoofing Materials Full Product Catalog and Technical Info PDFFrank SongNo ratings yet
- Soil StabilizationDocument7 pagesSoil StabilizationAmit KumarNo ratings yet
- BOQ - 101 M For Refrence CHIMNEYDocument35 pagesBOQ - 101 M For Refrence CHIMNEYhariNo ratings yet
- Product Data Sheet: Product Description Product Description Product Description Product DescriptionDocument3 pagesProduct Data Sheet: Product Description Product Description Product Description Product DescriptionVaittianathan MahavapillaiNo ratings yet
- bfc34803 Assignment1 Slab Staircasedesign TNTCDocument7 pagesbfc34803 Assignment1 Slab Staircasedesign TNTCRazNo ratings yet
- Moriyama House Plans - Part5Document1 pageMoriyama House Plans - Part5Adriana PodariuNo ratings yet
- Left Side Elevation Right Side Elevation: A B C A B CDocument1 pageLeft Side Elevation Right Side Elevation: A B C A B CAlulaNo ratings yet
- DraftingDocument260 pagesDraftingGabriel Chia100% (1)
- Saints Peter and Paul Parish Church (Calasiao) - Wikipedia - Insert WatermarkDocument8 pagesSaints Peter and Paul Parish Church (Calasiao) - Wikipedia - Insert WatermarkJanet Pidlaoan CapuaNo ratings yet
- Quantity Surveying - Canvas - Sheet2Document1 pageQuantity Surveying - Canvas - Sheet2Koleen CormeroNo ratings yet
- JM IND AluminumCorrugatedSheets DSDocument2 pagesJM IND AluminumCorrugatedSheets DSGia Minh Tieu TuNo ratings yet
- New Microsoft Office Word DocumentDocument4 pagesNew Microsoft Office Word DocumentahmadfarrizNo ratings yet
- Pitched Roof PergolaDocument4 pagesPitched Roof PergolaNdahiro Gordon JamesNo ratings yet
- Common Building MaterialsDocument5 pagesCommon Building MaterialsJessa Dynn Agraviador VelardeNo ratings yet
- Bridge Deck Joint Replacement PracticeDocument42 pagesBridge Deck Joint Replacement PracticeChristine HermawanNo ratings yet
- Ard ReportDocument15 pagesArd ReportDigisha SavlaNo ratings yet
- Aryan VillagesDocument18 pagesAryan VillagesPurba MukherjeeNo ratings yet
- KamarDocument10 pagesKamarAshish SinghNo ratings yet
- Putty: Water Base Exterior Wall PuttyDocument2 pagesPutty: Water Base Exterior Wall PuttylongNo ratings yet
- Ladder SafetyDocument23 pagesLadder SafetyANSHUL HIKERNo ratings yet
- Best Concrete Contractors Castle Rock Colorado Bloggers You Need To FollowDocument2 pagesBest Concrete Contractors Castle Rock Colorado Bloggers You Need To FollowotbertcsopNo ratings yet
- Hvac NotesDocument9 pagesHvac NotesMegha SinghNo ratings yet