Download as pdf or txt
You might also like
- Chemsheets GCSE 1118 Practical 9 Metal Reactivity 1Document1 pageChemsheets GCSE 1118 Practical 9 Metal Reactivity 1ryskova.andrea4No ratings yet
- B111B111M-18a 2.01 PDFDocument12 pagesB111B111M-18a 2.01 PDFIra Roni Yuda100% (1)
- ICSE MCQ QuestionBankDocument11 pagesICSE MCQ QuestionBankPratapSinghMunia100% (1)
- Kadry - EJSR2 Corrosion Analysis of Stainless SteelDocument10 pagesKadry - EJSR2 Corrosion Analysis of Stainless SteelPrateep UntimanonNo ratings yet
- Unlock-Durcomet 100 (CD-4MCu)Document8 pagesUnlock-Durcomet 100 (CD-4MCu)Dimas Pratama PutraNo ratings yet
- Corrosion Resistance Chart FlowserveDocument8 pagesCorrosion Resistance Chart FlowserveLuis SudNo ratings yet
- DuplexDocument8 pagesDuplexLoru GomezNo ratings yet
- Durimet 20: Bulletin A/1mDocument6 pagesDurimet 20: Bulletin A/1mCarlosAlbertoRibeiroRuyNo ratings yet
- 254 SMO-Outu KumpuDocument8 pages254 SMO-Outu KumpujoseritoNo ratings yet
- 254smo (Uns 31254)Document8 pages254smo (Uns 31254)Yang Gul LeeNo ratings yet
- High Chromium AlloyDocument3 pagesHigh Chromium Alloykaveh-bahiraeeNo ratings yet
- 90-10 Copper-Nickel vs. Aluminum BrassDocument7 pages90-10 Copper-Nickel vs. Aluminum BrassMohamed AshfaqNo ratings yet
- 654 SmoDocument12 pages654 SmoAndres Torres VillegasNo ratings yet
- Hot Corrosion in Gas TurbinesDocument11 pagesHot Corrosion in Gas TurbinesMehdi AlizadNo ratings yet
- Corrosion Analysis of Stainless Steel: Seifedine KadryDocument9 pagesCorrosion Analysis of Stainless Steel: Seifedine KadryMarcos GonzalezNo ratings yet
- Duplex Stainless Steels in Chemical IndustryDocument8 pagesDuplex Stainless Steels in Chemical IndustryCarlos Ortega JonesNo ratings yet
- RA151 28pgDocument31 pagesRA151 28pgpipedown456No ratings yet
- 20Cb-3 Stainless: Unit DisplayDocument13 pages20Cb-3 Stainless: Unit DisplayZouhair BoukriNo ratings yet
- Sandvik SS GradesDocument3 pagesSandvik SS Gradespipedown456No ratings yet
- Superalloys 1991 663 680Document18 pagesSuperalloys 1991 663 680wholenumberNo ratings yet
- Pemasanagan Anchor Anclajes para Paredes MonoliticasDocument11 pagesPemasanagan Anchor Anclajes para Paredes MonoliticasrizalNo ratings yet
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Document10 pagesDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioNo ratings yet
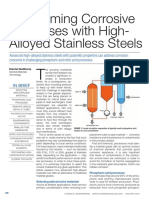
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDocument7 pagesOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Fabricating of Hastelloy Corrosion Resistant Alloys of HaynesDocument40 pagesFabricating of Hastelloy Corrosion Resistant Alloys of HayneszuudeeNo ratings yet
- EngineeringWithCladSteel2ndEd PDFDocument24 pagesEngineeringWithCladSteel2ndEd PDFUNIISCRIBDNo ratings yet
- Corrosion Resistan CharacteristicsDocument41 pagesCorrosion Resistan Characteristicshispy100% (1)
- Cement Plant CorrosionDocument7 pagesCement Plant CorrosionHemlata ChandelNo ratings yet
- TN1361R2Document22 pagesTN1361R2ClydeUnionNo ratings yet
- Alloy 276 Spec SheetDocument3 pagesAlloy 276 Spec SheetermusatNo ratings yet
- Sulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelDocument0 pagesSulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelMatt AgonyaNo ratings yet
- WELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDDocument9 pagesWELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDValentin Le TirantNo ratings yet
- Ss 2507Document5 pagesSs 2507Madan YadavNo ratings yet
- Carpenter 20CB-Data SheetDocument14 pagesCarpenter 20CB-Data SheetAxent BrotherNo ratings yet
- Erosion and Abrasion Resistance of Boride and Carbide-Based OverlaysDocument6 pagesErosion and Abrasion Resistance of Boride and Carbide-Based Overlaysaop10468No ratings yet
- Urea 25 22 2 20030603Document4 pagesUrea 25 22 2 20030603Ghulam AhmadNo ratings yet
- Super Austenetic Steels P45 PDFDocument3 pagesSuper Austenetic Steels P45 PDFSyed Mahmud Habibur RahmanNo ratings yet
- Parr Stress Crack Corrosion InfoDocument8 pagesParr Stress Crack Corrosion InfoBangkit Rachmat HilcaNo ratings yet
- Materials Selection For Membrane Plants HandlingDocument12 pagesMaterials Selection For Membrane Plants HandlingSiddharth VNo ratings yet
- HCL, CL Corrosion DataDocument8 pagesHCL, CL Corrosion DataShah RajendraNo ratings yet
- NMDTM PhosphoricAcidDocument10 pagesNMDTM PhosphoricAcidacas35No ratings yet
- Duplex Stainless Steel 2507-Spec-SheetDocument2 pagesDuplex Stainless Steel 2507-Spec-SheetAnoob NarayananNo ratings yet
- Materials Selection For Corrosive EnvironmentDocument8 pagesMaterials Selection For Corrosive EnvironmentShakeela AhmadNo ratings yet
- Chlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)Document6 pagesChlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)gullenariNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- Corrosion and Materials Selection For Amine ServiceDocument5 pagesCorrosion and Materials Selection For Amine Servicedj22500100% (1)
- 654SMO Vs C276Document16 pages654SMO Vs C276陳維中No ratings yet
- Material Selection & Corrosion Resistance Alloys For Petroleum IndustryDocument4 pagesMaterial Selection & Corrosion Resistance Alloys For Petroleum Industryعزت عبد المنعمNo ratings yet
- Saramet AlloyDocument2 pagesSaramet AlloyjeffconnorNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlFrom EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyFrom EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinNo ratings yet
- Advances in Ceramic Armor XFrom EverandAdvances in Ceramic Armor XJerry C. LaSalviaNo ratings yet
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIFrom EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Modern Glass CharacterizationFrom EverandModern Glass CharacterizationMario AffatigatoNo ratings yet
- Cavitation - Thoma GraphDocument1 pageCavitation - Thoma GraphAnonymous CMS3dL1TNo ratings yet
- Amarillo Endurance-OM-09.2022Document8 pagesAmarillo Endurance-OM-09.2022Anonymous CMS3dL1TNo ratings yet
- ProcedimientoDocument3 pagesProcedimientoAnonymous CMS3dL1TNo ratings yet
- Engine PumpsDocument4 pagesEngine PumpsAnonymous CMS3dL1TNo ratings yet
- Mixer SelectDocument11 pagesMixer SelectAnonymous CMS3dL1TNo ratings yet
- High Temp PumpsDocument4 pagesHigh Temp PumpsAnonymous CMS3dL1TNo ratings yet
- MS 400, MS 650: Series Submersible MixerDocument25 pagesMS 400, MS 650: Series Submersible MixerAnonymous CMS3dL1TNo ratings yet
- Submersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsDocument2 pagesSubmersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsAnonymous CMS3dL1TNo ratings yet
- Mixer Theory 1Document5 pagesMixer Theory 1Anonymous CMS3dL1TNo ratings yet
- Catalog IA117 EDocument5 pagesCatalog IA117 EAnonymous CMS3dL1TNo ratings yet
- Folleto KTZ - ENDocument4 pagesFolleto KTZ - ENAnonymous CMS3dL1TNo ratings yet
- Audex CatalogueDocument16 pagesAudex CatalogueAnonymous CMS3dL1TNo ratings yet
- MMR (50Hz) Data Booklet IA158-ADocument15 pagesMMR (50Hz) Data Booklet IA158-AAnonymous CMS3dL1TNo ratings yet
- MWM 229Document1 pageMWM 229Anonymous CMS3dL1TNo ratings yet
- 1 NPSH - WorksheetDocument2 pages1 NPSH - WorksheetAnonymous CMS3dL1TNo ratings yet
- KTZ Ktze KTD Ib107-EDocument11 pagesKTZ Ktze KTD Ib107-EAnonymous CMS3dL1TNo ratings yet
- Side Channel Pumps: ADH/CDH 0801 - . - 2504 AEH 0805 - . - 0808Document10 pagesSide Channel Pumps: ADH/CDH 0801 - . - 2504 AEH 0805 - . - 0808Anonymous CMS3dL1TNo ratings yet
- Catalog Ib102-G KtzeDocument5 pagesCatalog Ib102-G KtzeAnonymous CMS3dL1TNo ratings yet
- Corrosion Solutions: For Chemical PumpsDocument23 pagesCorrosion Solutions: For Chemical PumpsAnonymous CMS3dL1TNo ratings yet
- LR LRV LLRDocument8 pagesLR LRV LLRAnonymous CMS3dL1TNo ratings yet
- Durco Mark 3 ISO: Chemical Process PumpDocument28 pagesDurco Mark 3 ISO: Chemical Process PumpAnonymous CMS3dL1TNo ratings yet
- Skimmer - Aspirador de Espuma y SobrenadantesDocument2 pagesSkimmer - Aspirador de Espuma y SobrenadantesAnonymous CMS3dL1TNo ratings yet
- Laeticia Rodrigues - P21008 - MetullurgyDocument2 pagesLaeticia Rodrigues - P21008 - MetullurgyLAETICIA RODRIGUESNo ratings yet
- 0 1 2 3 4 5 6 7 8 9 CM Ruler Wooden Block Beaker BenchDocument12 pages0 1 2 3 4 5 6 7 8 9 CM Ruler Wooden Block Beaker BenchlemonNo ratings yet
- Bonds and Type of ReactionsDocument7 pagesBonds and Type of ReactionsAlwyn Dave AmbataliNo ratings yet
- Oxidations With Cerium Sulphate SolutionsDocument4 pagesOxidations With Cerium Sulphate Solutionsliz_hobbs79No ratings yet
- Nasm315 An315Document1 pageNasm315 An315GFS ConsultoriaNo ratings yet
- 1 Property DataDocument3 pages1 Property Dataapi-361935872No ratings yet
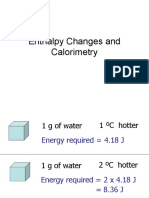
- Enthalpy Changes and CalorimetryDocument29 pagesEnthalpy Changes and CalorimetryAsaph AharoniNo ratings yet
- Pump Material SpecificationDocument6 pagesPump Material Specificationshripaddixit100% (1)
- Predicting Products WorksheetDocument2 pagesPredicting Products Worksheetkibbs921No ratings yet
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelNo ratings yet
- Chemical Formulas KeynoteDocument34 pagesChemical Formulas Keynotewperry42No ratings yet
- Chemical Equation & ReactionDocument26 pagesChemical Equation & ReactionTapas BanerjeeNo ratings yet
- The D-BlockDocument32 pagesThe D-BlocksudhirNo ratings yet
- Cobalt Oxide - British PharmacopoeiaDocument1 pageCobalt Oxide - British PharmacopoeiaGanesh KashinathNo ratings yet
- 1987-Steppan-Review de Falha Por CorrosaoDocument16 pages1987-Steppan-Review de Falha Por Corrosaoadalbajunior8285No ratings yet
- TUTORIAL I-2 Atomic Structure and Bonding PDFDocument6 pagesTUTORIAL I-2 Atomic Structure and Bonding PDFJack TanNo ratings yet
- Impact of Refractories Corrosion On Industrial Processes: 4.1. Steel MakingDocument93 pagesImpact of Refractories Corrosion On Industrial Processes: 4.1. Steel MakingniviNo ratings yet
- Green Passport KUM121Document2 pagesGreen Passport KUM121Derek LimNo ratings yet
- Organ Pipe Metallurgy: Portland Section ACSDocument15 pagesOrgan Pipe Metallurgy: Portland Section ACSjoeNo ratings yet
- 6 Copper Ores Bio LeachingDocument45 pages6 Copper Ores Bio LeachingSrdjan StankovicNo ratings yet
- TOTIME End Mill (2019-2020) ★定価のみ★最新20190501Document26 pagesTOTIME End Mill (2019-2020) ★定価のみ★最新20190501Anonymous ltmd7gPBNo ratings yet
- Chemistry Activity 3.4 CuODocument3 pagesChemistry Activity 3.4 CuOZarina IdrisNo ratings yet
- SALCS For Common Geometries (: Bonding)Document49 pagesSALCS For Common Geometries (: Bonding)Tabitha CallawayNo ratings yet
- BondsDocument24 pagesBondsPavithran Kamaleswari Year 10No ratings yet
- Zinc Oxide Eugenol2012Document18 pagesZinc Oxide Eugenol2012Sara Loureiro da LuzNo ratings yet
- Compressed Gas Association CGA V-1 Cylinder Valve ConnectionsDocument4 pagesCompressed Gas Association CGA V-1 Cylinder Valve ConnectionsmauroNo ratings yet
- 0620 p1 MOCKDocument15 pages0620 p1 MOCKjahangirNo ratings yet