Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Lecture Notes in Fluid MachineryDocument54 pagesLecture Notes in Fluid MachineryJoshuaPeralta79% (42)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Technical English For Automotive EngineeringDocument70 pagesTechnical English For Automotive EngineeringKhải Huỳnh Quang100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- ISO 50001 StandardDocument17 pagesISO 50001 StandardMuhammad Reza PradectaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Scholarship Maeci 2019 2020 PDFDocument1 pageScholarship Maeci 2019 2020 PDFMuhammad Reza PradectaNo ratings yet
- Powerplant Quizlet 492Document63 pagesPowerplant Quizlet 492Jecah Angelu S. SaquianNo ratings yet
- Section I - Theory of Gas Turbines EnginesDocument8 pagesSection I - Theory of Gas Turbines EnginesYoshua GaloenkNo ratings yet
- Program Specification of Mechanical Engineering Undergraduate ProgramDocument11 pagesProgram Specification of Mechanical Engineering Undergraduate ProgramMuhammad Reza PradectaNo ratings yet
- Scholarships Poli Milano 2019 F PDocument3 pagesScholarships Poli Milano 2019 F PMuhammad Reza PradectaNo ratings yet
- Concordance Table FinalDocument1 pageConcordance Table FinalMuhammad Reza PradectaNo ratings yet
- General Formula of ReliabilityDocument2 pagesGeneral Formula of ReliabilityMuhammad Reza Pradecta100% (1)
- Muhammad Reza Pradecta - International Conference On Energy Sciences 2019-2Document8 pagesMuhammad Reza Pradecta - International Conference On Energy Sciences 2019-2Muhammad Reza PradectaNo ratings yet
- Cost of Electricity From Enhanced Geothermal SystemsDocument11 pagesCost of Electricity From Enhanced Geothermal SystemsMuhammad Reza PradectaNo ratings yet
- Research Topics: International Research Center For Hydrogen EnergyDocument1 pageResearch Topics: International Research Center For Hydrogen EnergyMuhammad Reza PradectaNo ratings yet
- NeuCo Boiler OptimisationDocument40 pagesNeuCo Boiler OptimisationMuhammad Reza PradectaNo ratings yet
- System Refrigerasi Lec 1 S1Document37 pagesSystem Refrigerasi Lec 1 S1Muhammad Reza PradectaNo ratings yet
- M3 TKM3306 1D ConductionDocument37 pagesM3 TKM3306 1D ConductionMuhammad Reza PradectaNo ratings yet
- Route To MajalengkaDocument3 pagesRoute To MajalengkaMuhammad Reza PradectaNo ratings yet
- 25 Application of Complex Numbers To Parallel A.C. NetworksDocument1 page25 Application of Complex Numbers To Parallel A.C. NetworksMuhammad Reza PradectaNo ratings yet
- Compression Stations and Pumping by Erick Martin Ceballos RetanaDocument14 pagesCompression Stations and Pumping by Erick Martin Ceballos RetanaerickNo ratings yet
- ICE Component Design Pistons 2021Document7 pagesICE Component Design Pistons 2021Sanjay PatelNo ratings yet
- 26.performance and Characteristics Analysis Triangular Shaped Shape Piston CrownDocument44 pages26.performance and Characteristics Analysis Triangular Shaped Shape Piston CrowneshuNo ratings yet
- ANH VAN CHUYASN NGANH ANH TrangDocument58 pagesANH VAN CHUYASN NGANH ANH Trangqce54185No ratings yet
- Difference Between Centrifugal and Reciprocating PumpDocument5 pagesDifference Between Centrifugal and Reciprocating PumpsandeepNo ratings yet
- CrankshaftDocument3 pagesCrankshaftZeeshanNo ratings yet
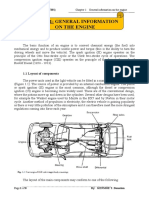
- Chapter - 1 General Information On The EnginesDocument8 pagesChapter - 1 General Information On The EnginesKenmoe T DonasNo ratings yet
- Heat EngineDocument25 pagesHeat EngineGinalynMaacNo ratings yet
- Chapter 15 BalancingDocument26 pagesChapter 15 BalancingHardeepsinh G RanaNo ratings yet
- TeDocument21 pagesTeKallisetti SatishNo ratings yet
- Elements 2 (Fluid Machinery)Document8 pagesElements 2 (Fluid Machinery)Aaron Choco De GuzmanNo ratings yet
- Speed Sensor Simulator BoxDocument87 pagesSpeed Sensor Simulator BoxJorge Vázquez Nuño100% (2)
- Lab ReportDocument9 pagesLab ReportJojenNo ratings yet
- Marine EngineeringDocument52 pagesMarine EngineeringJerick Navarro Navarro100% (4)
- Inlet and Exhaust ValvesDocument67 pagesInlet and Exhaust ValvesmohanpusNo ratings yet
- Development of Combustion EnginesDocument74 pagesDevelopment of Combustion EngineskristianNo ratings yet
- Module 1 NotesDocument62 pagesModule 1 NotesmanojNo ratings yet
- Pump Definition Types Advantages Disadvantages Applications With PDFDocument8 pagesPump Definition Types Advantages Disadvantages Applications With PDFSatyam BNo ratings yet
- PemampatDocument49 pagesPemampatNURUL SYUHADA BT ISMAIL HAJAR100% (3)
- Navigation Search Wikipedia:Village Pump Pump (Disambiguation)Document22 pagesNavigation Search Wikipedia:Village Pump Pump (Disambiguation)Aldren Delina RiveraNo ratings yet
- Introduction To Marine Gas Turbines, Rev.1978Document91 pagesIntroduction To Marine Gas Turbines, Rev.1978gnd100No ratings yet
- Unit 1 Basics of MechanismsDocument40 pagesUnit 1 Basics of MechanismsDamotharan Sathesh KumarNo ratings yet
- Atd Lesson 1 Btech Me 1Document8 pagesAtd Lesson 1 Btech Me 1Akshay A KumarNo ratings yet
- 10 Cooling SystemsDocument8 pages10 Cooling SystemsMaintenance PSINo ratings yet
- Study On Import of Used CarsDocument51 pagesStudy On Import of Used CarsMuhammad Bilal AshrafNo ratings yet
- Mam II, Answers To Question Bank, 20-4-11Document57 pagesMam II, Answers To Question Bank, 20-4-11Giri VenkatesanNo ratings yet