Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Lathe Maintenance r0214-210 PDFDocument120 pagesLathe Maintenance r0214-210 PDFAlin PetrescuNo ratings yet
- CTSDG 06513 XDMDocument5 pagesCTSDG 06513 XDMArchnotNo ratings yet
- When Leadership Fails: A Case Study of Nokia Under Stephen ElopDocument8 pagesWhen Leadership Fails: A Case Study of Nokia Under Stephen ElopOleg SoldatovNo ratings yet
- NI 9174 ManualDocument73 pagesNI 9174 ManualAnkur VermaNo ratings yet
- Affidavit For Personal UseDocument2 pagesAffidavit For Personal UseJan Cyril Bulawan DelfinNo ratings yet
- Managementul ProiectelorDocument84 pagesManagementul ProiectelorAlin PetrescuNo ratings yet
- ITT GRinell PDFDocument264 pagesITT GRinell PDFYogi173100% (5)
- Leather Bags MakingDocument3 pagesLeather Bags Makingkristty_nna395No ratings yet
- TrackballDocument3 pagesTrackballselvakumar0275No ratings yet
- Software Requirements Specification: For Online Examination System "Assess You"Document13 pagesSoftware Requirements Specification: For Online Examination System "Assess You"Meenakshi GidkarNo ratings yet
- System Software NotesDocument104 pagesSystem Software NotesVishal PatelNo ratings yet
- Cylinder Head ShimsDocument2 pagesCylinder Head ShimsDavidMatatiNo ratings yet
- Zeutschel OS15000 enDocument4 pagesZeutschel OS15000 enrolringarNo ratings yet
- MSI MS-14521 EX460 HEDY V42 Rev 1.0Document49 pagesMSI MS-14521 EX460 HEDY V42 Rev 1.0Ryzal FirmansaNo ratings yet
- LM399 PDFDocument13 pagesLM399 PDFLuis Alejandro Corona VillaseñorNo ratings yet
- Virtual MemoryDocument4 pagesVirtual MemoryMausam PokhrelNo ratings yet
- Apexi AVC-R Electronic Boost Controller Set-Up ProcedureDocument3 pagesApexi AVC-R Electronic Boost Controller Set-Up ProcedureEmille DonnNo ratings yet
- MCQMOD5Document3 pagesMCQMOD5maruti800No ratings yet
- DataPath DesignDocument23 pagesDataPath DesignOliver Barrina JaguinesNo ratings yet
- Service Bulletin 457 v2-0 Iolmaster Database Conversion ToolDocument4 pagesService Bulletin 457 v2-0 Iolmaster Database Conversion TooljtorresNo ratings yet
- Transformerless UpsDocument14 pagesTransformerless UpsKrishna DasNo ratings yet
- Next 1Document139 pagesNext 1mightytharos123No ratings yet
- TA7343APDocument12 pagesTA7343APIvan MilenaNo ratings yet
- MCA System Programming MC0073Document15 pagesMCA System Programming MC0073Heena Adhikari0% (1)
- Prossesor Intel I3 6100 Box (3.7 GHZ, C6MB, Skylake Series) Rp. 1.540.000Document8 pagesProssesor Intel I3 6100 Box (3.7 GHZ, C6MB, Skylake Series) Rp. 1.540.000Yusron MuttaqinNo ratings yet
- Hawkjaw Sr. Manual 100K-2GSR Serial Numbers 101 To 120Document165 pagesHawkjaw Sr. Manual 100K-2GSR Serial Numbers 101 To 120ahnafNo ratings yet
- A Mini Project On, Ivrs Based Automation System With Voice AcknowledgementDocument46 pagesA Mini Project On, Ivrs Based Automation System With Voice Acknowledgementkis111No ratings yet
- 1 Wire App-NoteDocument36 pages1 Wire App-NotehuynhkhoaNo ratings yet
- User'S Manual: RG300 and RG400 SeriesDocument64 pagesUser'S Manual: RG300 and RG400 SeriescuervocrowNo ratings yet
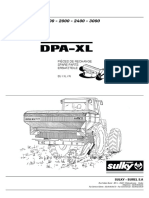
- Dpa-Xl: Pièces de Rechange Spare Parts ErsatzteileDocument16 pagesDpa-Xl: Pièces de Rechange Spare Parts ErsatzteilePetro ServisasNo ratings yet
- CCBoot Manual - Single Image For Multiple SpecsDocument40 pagesCCBoot Manual - Single Image For Multiple SpecsHasnan IbrahimNo ratings yet
- 3axis Scanhead Control Board Manual 2012Document21 pages3axis Scanhead Control Board Manual 2012ramjoceNo ratings yet
- Led Circuit Diagram 3WDocument12 pagesLed Circuit Diagram 3WVinod Kumar Guravareddigari100% (1)
- SAP File ExplorerDocument151 pagesSAP File Explorerajcesar100% (4)