Download as pdf or txt
You might also like
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- Odoo HR PDFDocument17 pagesOdoo HR PDFRejoy Radhakrishnan100% (1)
- Fluids Lab ReportDocument19 pagesFluids Lab Reportdhruv100% (3)
- SMACNA SummariesDocument9 pagesSMACNA SummariesKhobeb MuslimNo ratings yet
- Blowhole Defect in Sand CastingDocument33 pagesBlowhole Defect in Sand CastingWalton BangladeshNo ratings yet
- Casting Defects and RemediesDocument9 pagesCasting Defects and Remediesraoz81100% (1)
- Casting DefectsDocument49 pagesCasting Defectsgopi.nryn100% (2)
- Alternative Casting TechDocument93 pagesAlternative Casting TechCherif Fayez100% (1)
- 5-Hot Tear PDFDocument9 pages5-Hot Tear PDFPeeka Prabhakara RaoNo ratings yet
- 3Document2 pages3ak pathakNo ratings yet
- Casting DefectDocument25 pagesCasting Defectravikataria02No ratings yet
- Casting RefDocument20 pagesCasting RefNavdeep GillNo ratings yet
- Conspec, Inc.: AssociatesDocument73 pagesConspec, Inc.: AssociatessamuelNo ratings yet
- Module 1Document289 pagesModule 1Vikrant SinghNo ratings yet
- Casting ProceduresDocument68 pagesCasting Proceduresshailja100% (1)
- Defectos Soluciones PDFDocument9 pagesDefectos Soluciones PDFCaballero RrzNo ratings yet
- Defects in CastingDocument29 pagesDefects in CastingbhimsignNo ratings yet
- Foundry Hand ToolsDocument83 pagesFoundry Hand ToolsKiran MunavalliNo ratings yet
- Dental InvestmentsDocument133 pagesDental InvestmentsMohamed AliNo ratings yet
- Picture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternDocument1 pagePicture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternVlad TampizaNo ratings yet
- Mte New Workshop BmeDocument27 pagesMte New Workshop BmeSahil YadavNo ratings yet
- TSP Bits: by Jack Leave A CommentDocument8 pagesTSP Bits: by Jack Leave A CommentMuhammad Saqib JanNo ratings yet
- 01 Burnt-On SandDocument2 pages01 Burnt-On SandWert DasNo ratings yet
- VacuumDocument6 pagesVacuum03sri03No ratings yet
- 16 Foundry Resins: 16.1 Mold-And Core-Making ProcessesDocument13 pages16 Foundry Resins: 16.1 Mold-And Core-Making ProcessesJoão Victor VieiraNo ratings yet
- Riser Casting ReportDocument47 pagesRiser Casting Reportganesh0% (1)
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDocument11 pagesCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNo ratings yet
- Assignment IDocument23 pagesAssignment I016 ARUNACHALAM S R MNo ratings yet
- Presentation Sand CastingDocument23 pagesPresentation Sand CastingAbdul RazzaqNo ratings yet
- V13N1 Inovative Lost Wax PDFDocument22 pagesV13N1 Inovative Lost Wax PDFznaky1100% (1)
- 50 Casting DefectsDocument49 pages50 Casting DefectsmohammadNo ratings yet
- Defects/imperfections in Welds - Porosity: IdentificationDocument4 pagesDefects/imperfections in Welds - Porosity: Identificationguru_terexNo ratings yet
- Kiln QuestionsDocument234 pagesKiln Questionsbasavaraju535100% (2)
- Casting Defects 6Document36 pagesCasting Defects 6AnuskaNo ratings yet
- WPT CastingDocument70 pagesWPT CastingHuzaifaNo ratings yet
- Recommendations & ConclusionDocument3 pagesRecommendations & ConclusionFaez Feakry100% (2)
- Assignment IDocument23 pagesAssignment I016 ARUNACHALAM S R MNo ratings yet
- 6.the Solution Approach To Flow Problems Using Tivar 88Document11 pages6.the Solution Approach To Flow Problems Using Tivar 88hadiNo ratings yet
- Common Metallurgical Defects in Grey Cast IronDocument9 pagesCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- F& F LAB MANUALDocument18 pagesF& F LAB MANUALJagdish Singh MehtaNo ratings yet
- Q 1Document11 pagesQ 1Ahmed AymanNo ratings yet
- Casting DefectsDocument38 pagesCasting Defectsዘረአዳም ዘመንቆረርNo ratings yet
- 5) Plug CementingDocument35 pages5) Plug Cementingeng20072007No ratings yet
- HTHP Gas Production Casing CementingDocument5 pagesHTHP Gas Production Casing Cementinganeka2No ratings yet
- Foundry ProcessDocument81 pagesFoundry ProcessGopalakrishnan Kuppuswamy100% (1)
- Investment Casting of Titanium Alloy ReportDocument17 pagesInvestment Casting of Titanium Alloy ReportAdvait BawdekarNo ratings yet
- Casting ProcedureDocument52 pagesCasting ProcedureRosa GhahremaniNo ratings yet
- Bit Technology: Bit Technology Additional Reading Available at The Spe ElibraryDocument9 pagesBit Technology: Bit Technology Additional Reading Available at The Spe ElibrarymvkellyNo ratings yet
- Micro Cavities PDFDocument4 pagesMicro Cavities PDFSiddharth GuptaNo ratings yet
- CH 11 PDFDocument13 pagesCH 11 PDFMuhammad FarhanNo ratings yet
- Green Sand, MouldingDocument92 pagesGreen Sand, MouldingKrishna Deo100% (1)
- Metal Casting: Saleens Famula Fahri Fauzan Charis Maulana Afrizal Pratama Akmal Fasya Fadhil Trisetyaatmaja Rama AdityaDocument17 pagesMetal Casting: Saleens Famula Fahri Fauzan Charis Maulana Afrizal Pratama Akmal Fasya Fadhil Trisetyaatmaja Rama AdityaFAHRI FAUZANNo ratings yet
- Wellbore Stability & Clay MineralogyDocument48 pagesWellbore Stability & Clay MineralogySapan100% (1)
- Unit 3Document42 pagesUnit 3Anup M UpadhyayaNo ratings yet
- Casting DefectsDocument21 pagesCasting DefectsImran KhanNo ratings yet
- Casing LeaksDocument8 pagesCasing LeaksJames "Chip" NorthrupNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Foundry Practice - A Treatise On Moulding And Casting In Their Various DetailsFrom EverandFoundry Practice - A Treatise On Moulding And Casting In Their Various DetailsNo ratings yet
- Practical Blacksmithing Vol. III: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsFrom EverandPractical Blacksmithing Vol. III: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsRating: 5 out of 5 stars5/5 (1)
- The Rudiments Of Practical Bricklaying - In Six Sections: General Principles Of Bricklaying, Arch Drawing, Cutting, And Setting, Different Kinds Of Pointing, Paving, Tiling, Materials, Slating, And Plastering, Practical Geometry MensurationFrom EverandThe Rudiments Of Practical Bricklaying - In Six Sections: General Principles Of Bricklaying, Arch Drawing, Cutting, And Setting, Different Kinds Of Pointing, Paving, Tiling, Materials, Slating, And Plastering, Practical Geometry MensurationNo ratings yet
- Perkins 4.41Document2 pagesPerkins 4.41spez88100% (1)
- How Design of PV Trackers Accommodates Large-Format Modules: Presented byDocument36 pagesHow Design of PV Trackers Accommodates Large-Format Modules: Presented byMiguel GarzaNo ratings yet
- A Novel Offset Based PWMDocument13 pagesA Novel Offset Based PWMLindsay ClarkNo ratings yet
- ReadDocument3 pagesReadbram jukiNo ratings yet
- ECDL Module 6 PresentationDocument48 pagesECDL Module 6 PresentationvidriziNo ratings yet
- Synchronous Servo Motors: AutomationDocument32 pagesSynchronous Servo Motors: AutomationAllison GallowayNo ratings yet
- 0.1 Simple Pump Model Theory: n+1 N N n+1 NDocument4 pages0.1 Simple Pump Model Theory: n+1 N N n+1 NJack CavaluzziNo ratings yet
- D7G 92VDocument184 pagesD7G 92Valexander100% (3)
- Ford Customer FullfilmentDocument9 pagesFord Customer FullfilmentHamizah HairuddinNo ratings yet
- Miroslav Philharmonik Sound Set User ManualDocument63 pagesMiroslav Philharmonik Sound Set User ManualYanier HechavarriaNo ratings yet
- SAP Change Log TablesDocument2 pagesSAP Change Log TablesBoban VasiljevicNo ratings yet
- Daftar Kelompok Kepemimpinan G402Document2 pagesDaftar Kelompok Kepemimpinan G402Merry DiandaNo ratings yet
- What Is The Complexity Cube?Document1 pageWhat Is The Complexity Cube?Wilson Perumal & Company100% (1)
- Genima 485 Parts CatalogueDocument30 pagesGenima 485 Parts Cataloguecupid75No ratings yet
- The Art of Data ScienceDocument12 pagesThe Art of Data Sciencekrk4568No ratings yet
- 3.0 Cooling Load CalculationDocument29 pages3.0 Cooling Load CalculationRenneil De PabloNo ratings yet
- Comco Product Information Package 2004Document65 pagesComco Product Information Package 2004JinshanWangNo ratings yet
- 61992e PDFDocument177 pages61992e PDFGilson BaldoNo ratings yet
- Mimarlıkta Nanoteknolojinin YeriDocument11 pagesMimarlıkta Nanoteknolojinin YeriTuğçe ÖzdemirNo ratings yet
- 7.urudu Anatomic Therapy Healer BaskarDocument163 pages7.urudu Anatomic Therapy Healer BaskarcrispajNo ratings yet
- Product Name Seeded Paper Packet: DescriptionDocument16 pagesProduct Name Seeded Paper Packet: DescriptionshowmelocalNo ratings yet
- Universal CentrifugesDocument8 pagesUniversal CentrifugesLrojas SisacperuNo ratings yet
- 7 OrderReshop 18.1 Implementation GuideDocument295 pages7 OrderReshop 18.1 Implementation Guidesubhayan.nittNo ratings yet
- 1 Openstack Neutron Distributed Virtual RouterDocument11 pages1 Openstack Neutron Distributed Virtual RouterShabeer UppotungalNo ratings yet
- Tcpdump Usage ExamplesDocument2 pagesTcpdump Usage ExamplesdownloadpostaNo ratings yet
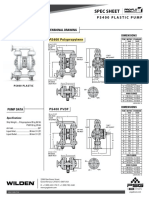
- Spec Sheet: Ps400 Plastic Pump 38 MM (1-1/2") Pump Maximum Flow Rate: 458 LPM (121 GPM)Document2 pagesSpec Sheet: Ps400 Plastic Pump 38 MM (1-1/2") Pump Maximum Flow Rate: 458 LPM (121 GPM)Flavio MedranoNo ratings yet
- MaxabsDocument7 pagesMaxabskaushal patelNo ratings yet