Download as pdf or txt
You might also like
- Past Mechanical Engineering Board Exam Question Set 2Document5 pagesPast Mechanical Engineering Board Exam Question Set 2Creation Your67% (3)
- Metals From Ores: 2. Scope of Extractive MetallurgyDocument48 pagesMetals From Ores: 2. Scope of Extractive MetallurgyAdetiyo Burhanudin HakimNo ratings yet
- Hydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al ODocument7 pagesHydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al OMonica RoyNo ratings yet
- A Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam ReformingDocument9 pagesA Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam Reformingmerialeng34No ratings yet
- Modeling and Optimization of An Industrial Claus Process Thermal and Catalytic SectionDocument9 pagesModeling and Optimization of An Industrial Claus Process Thermal and Catalytic SectionMario Alonso Velasquez FlorezNo ratings yet
- Transient Behaviour of A Small Methanol Reformer For Fuel Cell During Hydrogen Production After Cold StartDocument15 pagesTransient Behaviour of A Small Methanol Reformer For Fuel Cell During Hydrogen Production After Cold StartnitinNo ratings yet
- Kinetic Study of Autothermal Reforming of Glycerol in A Dual Layer Monolith CatalystDocument8 pagesKinetic Study of Autothermal Reforming of Glycerol in A Dual Layer Monolith CatalystElias ChiquiarNo ratings yet
- Thermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic AnalysisDocument14 pagesThermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic Analysisdavid alendezNo ratings yet
- Fixed Bed Journal 3Document11 pagesFixed Bed Journal 3Daniel EdohNo ratings yet
- ATR Compared To Other Shit PDFDocument7 pagesATR Compared To Other Shit PDFĐỗ Vũ ThưNo ratings yet
- Report On Sulphur RecoveryDocument9 pagesReport On Sulphur Recoveryvidit SinghNo ratings yet
- 03 Iecr 1654 NancombinedDocument8 pages03 Iecr 1654 Nancombinedسجاد الحلاويNo ratings yet
- The Partial Oxidation of Methane To Syngas in A Palladium Membrane Reactor: Simulation and Experimental StudiesDocument11 pagesThe Partial Oxidation of Methane To Syngas in A Palladium Membrane Reactor: Simulation and Experimental StudiesMehul VarshneyNo ratings yet
- 03po XD 3 5 PDFDocument3 pages03po XD 3 5 PDFMarcelo Varejão CasarinNo ratings yet
- Journal of Industrial and Engineering Chemistry: Nader Javanmardi Nabikandi, Shohreh FatemiDocument14 pagesJournal of Industrial and Engineering Chemistry: Nader Javanmardi Nabikandi, Shohreh FatemiiffatNo ratings yet
- Journal of Natural Gas Science and Engineering: Yuefa Wang, Zhongxi Chao, Hugo A. JakobsenDocument9 pagesJournal of Natural Gas Science and Engineering: Yuefa Wang, Zhongxi Chao, Hugo A. JakobsenDaniel Z JucaNo ratings yet
- Modeling and Simulation of An Isothermal Reactor For Methanol Steam ReformingDocument7 pagesModeling and Simulation of An Isothermal Reactor For Methanol Steam ReformingLeonardo Almeida de CamposNo ratings yet
- HydrotalciteDocument28 pagesHydrotalciteUmair SikanderNo ratings yet
- Water Gas Shift ReactorDocument44 pagesWater Gas Shift ReactorNitish Kumar KushwahaNo ratings yet
- Journal of CO Utilization: Nora Meiri, Roman Radus, Moti HerskowitzDocument6 pagesJournal of CO Utilization: Nora Meiri, Roman Radus, Moti HerskowitzFarah Talib Al-sudaniNo ratings yet
- Fauth 2005Document19 pagesFauth 2005Jeff DiffNo ratings yet
- HTPRDocument11 pagesHTPRDiego MaportiNo ratings yet
- Conversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentDocument10 pagesConversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentRoberto Macias NNo ratings yet
- Hydrogen Production by Steam ReformingDocument12 pagesHydrogen Production by Steam ReformingDeepak DubeyNo ratings yet
- Catalysts: Bench-Scale Steam Reforming of Methane For Hydrogen ProductionDocument14 pagesCatalysts: Bench-Scale Steam Reforming of Methane For Hydrogen ProductionDANIELA SALOME FREIRE ZAPATANo ratings yet
- Psa PDFDocument3 pagesPsa PDFdiksha singhNo ratings yet
- Oyenekan Et Al-2007-AIChE JournalDocument11 pagesOyenekan Et Al-2007-AIChE JournalmppatilmayurNo ratings yet
- Cabeq 2015-01 Za Web 2120 - 3 CL - NovoDocument6 pagesCabeq 2015-01 Za Web 2120 - 3 CL - NovoIvan SetiawanNo ratings yet
- Methanol Steam Reforming On Cu/Zno/Al O Catalysts. Part 2. A Comprehensive Kinetic ModelDocument20 pagesMethanol Steam Reforming On Cu/Zno/Al O Catalysts. Part 2. A Comprehensive Kinetic ModelYovitaAyuningtyasNo ratings yet
- Ribeiro 2009Document11 pagesRibeiro 2009chen19111005 KFUEITNo ratings yet
- Coal Case Study1Document12 pagesCoal Case Study1sattar aljabairNo ratings yet
- La SR Co Ni Ethanol ReformingDocument18 pagesLa SR Co Ni Ethanol ReformingposidontubeNo ratings yet
- Production of Synthesis Gas: Caalysis Today, 18 (1993) 305-324Document20 pagesProduction of Synthesis Gas: Caalysis Today, 18 (1993) 305-324ainmnrhNo ratings yet
- Skripsi UI Fischer TropschDocument17 pagesSkripsi UI Fischer Tropschaisyahzafira26No ratings yet
- Novel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasDocument12 pagesNovel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasAmar GargNo ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Maier 2011Document14 pagesMaier 2011raharjo1608No ratings yet
- Seo Thermodynamic ReformingDocument13 pagesSeo Thermodynamic ReformingDiego MaportiNo ratings yet
- Zaidi-Pant2010 Article CombinedExperimentalAndKinetic PDFDocument8 pagesZaidi-Pant2010 Article CombinedExperimentalAndKinetic PDFEdunjobi TundeNo ratings yet
- Autothermic Reforming of Methane To Produce SyngasDocument4 pagesAutothermic Reforming of Methane To Produce Syngaspriska jesikaNo ratings yet
- Sequential Simulation of A Fluidized Bed-Aspen PlusDocument6 pagesSequential Simulation of A Fluidized Bed-Aspen PlusAzharuddin Ehtesham FarooquiNo ratings yet
- Ammonia Process InformationDocument4 pagesAmmonia Process InformationRishikesh AwaleNo ratings yet
- Biomass GasificationDocument2 pagesBiomass GasificationJosiph BukairNo ratings yet
- Biomass Steam Gasification With in SituDocument13 pagesBiomass Steam Gasification With in SituRoberto SilvaNo ratings yet
- Simpson 2007Document10 pagesSimpson 2007Reyner ParreirasNo ratings yet
- Synthesis GasDocument8 pagesSynthesis GasTotok IswantoNo ratings yet
- Thermal Stability of Polyethylenimine Based Carbon Dioxide Adsorbents and Its Influence On Selection of Regeneration StrategiesDocument9 pagesThermal Stability of Polyethylenimine Based Carbon Dioxide Adsorbents and Its Influence On Selection of Regeneration StrategiesJaancaarloDiiazNo ratings yet
- Paten MolDocument6 pagesPaten Molନା ନାNo ratings yet
- Micro-Channel Reactor For Steam Reforming of MethanolDocument6 pagesMicro-Channel Reactor For Steam Reforming of MethanolWassachol SumarasinghaNo ratings yet
- Mathematial Modelling Moving Bed PDFDocument41 pagesMathematial Modelling Moving Bed PDFtanmay kakadeNo ratings yet
- Energies: /Zno/AlDocument25 pagesEnergies: /Zno/AlAnonymous Ksq1dyPRhNo ratings yet
- Energies 13 00610 v2 PDFDocument25 pagesEnergies 13 00610 v2 PDFIsmail ŞahbazNo ratings yet
- Sequential Simulation of Dense Oxygen Permeation Membrane Reactor For Hydrogen Production From Oxidative Steam Reforming of Ethanol With ASPEN PLUS 20Document8 pagesSequential Simulation of Dense Oxygen Permeation Membrane Reactor For Hydrogen Production From Oxidative Steam Reforming of Ethanol With ASPEN PLUS 20serchNo ratings yet
- Methanol SimulationDocument9 pagesMethanol SimulationMaria Jose TorresNo ratings yet
- Kinetics of The Partial Oxidation of MethanolDocument16 pagesKinetics of The Partial Oxidation of MethanolmagierezNo ratings yet
- Stream Methane HydrolysisDocument23 pagesStream Methane HydrolysisAkash RajaNo ratings yet
- Elena Petricci and Maurizio Taddei - Microwave Assisted Reactions With Gas ReagentsDocument5 pagesElena Petricci and Maurizio Taddei - Microwave Assisted Reactions With Gas ReagentsnnnnjwNo ratings yet
- J Cattod 2021 06 003Document12 pagesJ Cattod 2021 06 003daryaee.bNo ratings yet
- Oxidation of Benzene To Maleic Anhydride in A Fluidized Bed ReactorDocument8 pagesOxidation of Benzene To Maleic Anhydride in A Fluidized Bed ReactortatianaNo ratings yet
- Lin 2001Document8 pagesLin 2001Navid AhadiNo ratings yet
- A Review of Solar Methane Reforming SystemsDocument89 pagesA Review of Solar Methane Reforming SystemsRafik CherniNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Dyuthi T0383Document273 pagesDyuthi T0383Azharuddin Ehtesham FarooquiNo ratings yet
- 09008Document232 pages09008Azharuddin Ehtesham FarooquiNo ratings yet
- Rosario Porrazzo, Graeme White, Raffaella Ocone: SciencedirectDocument11 pagesRosario Porrazzo, Graeme White, Raffaella Ocone: SciencedirectAzharuddin Ehtesham FarooquiNo ratings yet
- Tariq ShamimDocument13 pagesTariq ShamimAzharuddin Ehtesham FarooquiNo ratings yet
- Coal Direct Chemical Looping Combustion: Experimental Investigation and Assesment of Operating ConditionsDocument11 pagesCoal Direct Chemical Looping Combustion: Experimental Investigation and Assesment of Operating ConditionsAzharuddin Ehtesham FarooquiNo ratings yet
- Sequential Simulation of A Fluidized Bed-Aspen PlusDocument6 pagesSequential Simulation of A Fluidized Bed-Aspen PlusAzharuddin Ehtesham FarooquiNo ratings yet
- Effect of Oxygen Carriers On Performance of Power Plants With Chemical Looping CombustionDocument6 pagesEffect of Oxygen Carriers On Performance of Power Plants With Chemical Looping CombustionAzharuddin Ehtesham FarooquiNo ratings yet
- 1 Lyngfelt PubliDocument47 pages1 Lyngfelt PubliAzharuddin Ehtesham FarooquiNo ratings yet
- Lecture 17 - Eulerian-Granular Model Applied Computational Fluid DynamicsDocument32 pagesLecture 17 - Eulerian-Granular Model Applied Computational Fluid DynamicsAzharuddin Ehtesham FarooquiNo ratings yet
- Propane Combustion Reaction MechanismDocument11 pagesPropane Combustion Reaction MechanismAzharuddin Ehtesham FarooquiNo ratings yet
- Chemical Engineering Science: Mohammad M. Hossain, Hugo I. de LasaDocument19 pagesChemical Engineering Science: Mohammad M. Hossain, Hugo I. de LasaAzharuddin Ehtesham FarooquiNo ratings yet
- National Technical Certificate (NTC) and Advanced National Technical Certificate (ANTC)Document109 pagesNational Technical Certificate (NTC) and Advanced National Technical Certificate (ANTC)Tamani MoyoNo ratings yet
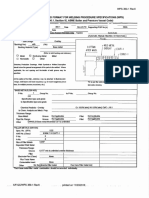
- WPQRDocument1 pageWPQRJBStringerNo ratings yet
- Welding ReportDocument13 pagesWelding ReportNordiana IdrisNo ratings yet
- WPS 360-1 Rev0 PDFDocument14 pagesWPS 360-1 Rev0 PDFAhmed GomaaNo ratings yet
- ff450 enDocument8 pagesff450 endima vangheliNo ratings yet
- 2K Elastic: General InformationDocument2 pages2K Elastic: General InformationMohammed SubhaanNo ratings yet
- What Is Die SinkingDocument5 pagesWhat Is Die SinkingRavendran KrishnanNo ratings yet
- Manufacturing Process of Tungsten Carbide Blanks-2013Document2 pagesManufacturing Process of Tungsten Carbide Blanks-2013Cristina Garcia RamosNo ratings yet
- Despiese Bomba de Direccion D8TDocument3 pagesDespiese Bomba de Direccion D8TEliecer godoyNo ratings yet
- Introduction To Cost EstimatingDocument22 pagesIntroduction To Cost EstimatingArwa HusseinNo ratings yet
- Technical Specification For GasketsDocument10 pagesTechnical Specification For GasketsRahul GangulyNo ratings yet
- D-PAINT REPORT - ChidozieDocument15 pagesD-PAINT REPORT - Chidozieiwuanyanwu chidozieNo ratings yet
- HydrocrackerDocument18 pagesHydrocrackerBhavin RanaNo ratings yet
- 2018Document2 pages2018whddnjs0815No ratings yet
- Method Statement For STG Foundation Basemat WorksDocument7 pagesMethod Statement For STG Foundation Basemat WorksBijaya RaulaNo ratings yet
- F4 5-NormalisingDocument13 pagesF4 5-NormalisingRakesh SinghNo ratings yet
- Premium Performance Makes A Difference: Voestalpine Precision Strip GMBHDocument36 pagesPremium Performance Makes A Difference: Voestalpine Precision Strip GMBHRicardo PirelaNo ratings yet
- Chapter 101 CMTDocument71 pagesChapter 101 CMTMia ListaNo ratings yet
- Corrosion Tests ListDocument23 pagesCorrosion Tests ListOctavio LópezNo ratings yet
- Phase Diagram of CO2Document10 pagesPhase Diagram of CO2Danveer PrasadNo ratings yet
- Tank-702 RT Status: Repair Spots DetailsDocument5 pagesTank-702 RT Status: Repair Spots Detailssrinath saiNo ratings yet
- Kor-Cfw: High Strength Carbon FiberDocument2 pagesKor-Cfw: High Strength Carbon FiberLee BañezNo ratings yet
- 77 Cast Iron Electrode InstructionsDocument2 pages77 Cast Iron Electrode Instructionsjoaquin r.No ratings yet
- ASTM A194 - Portland BoltDocument3 pagesASTM A194 - Portland BoltJonathan DouglasNo ratings yet
- Boring, Drilling and Knurling On Lathe: by FahadDocument24 pagesBoring, Drilling and Knurling On Lathe: by FahadM.FakharNo ratings yet
- Lab Report-Study of Different Types of Chip and Determination of Chip Reduction CoefficientDocument7 pagesLab Report-Study of Different Types of Chip and Determination of Chip Reduction Coefficientসুবোধ বালক50% (2)
- STRENGTH OF MATERIALS LABORATORY Exp 1Document6 pagesSTRENGTH OF MATERIALS LABORATORY Exp 1hayder alaliNo ratings yet
- Natural Gas Production and OperationsDocument2 pagesNatural Gas Production and OperationsHossam M. Abd El RahmanNo ratings yet