Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- M-Servo Batt Drop - 5066.17Document1 pageM-Servo Batt Drop - 5066.17David Cruz100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- In Line Fuel InjectionDocument146 pagesIn Line Fuel InjectionRaphael Lomonaco97% (33)
- Item 5 FG-2002 Function Generator and Power Supply Mar 2021Document14 pagesItem 5 FG-2002 Function Generator and Power Supply Mar 2021Carbon Nano TubeNo ratings yet
- The Ansoff Model PDFDocument4 pagesThe Ansoff Model PDFCarbon Nano Tube0% (1)
- Users Manual: Sgp10Xxs Series Direct Digital Synthesis (DDS) Signal GeneratorDocument7 pagesUsers Manual: Sgp10Xxs Series Direct Digital Synthesis (DDS) Signal GeneratorCarbon Nano TubeNo ratings yet
- Ael1046 Universal Lab TrainerDocument2 pagesAel1046 Universal Lab TrainerCarbon Nano TubeNo ratings yet
- Grandway Fhs2q01f Light SourceDocument2 pagesGrandway Fhs2q01f Light SourceCarbon Nano TubeNo ratings yet
- Product Life Cycle CostingDocument3 pagesProduct Life Cycle CostingCarbon Nano TubeNo ratings yet
- ITEM 1 XDG2000 Series Waveform Generator MOD MAR 2021Document20 pagesITEM 1 XDG2000 Series Waveform Generator MOD MAR 2021Carbon Nano TubeNo ratings yet
- Global Enterprise & Leadership-LUC Dec2019Document41 pagesGlobal Enterprise & Leadership-LUC Dec2019Carbon Nano TubeNo ratings yet
- Product Life CycleDocument5 pagesProduct Life CycleCarbon Nano TubeNo ratings yet
- Anivys New Product CatalogDocument5 pagesAnivys New Product CatalogCarbon Nano TubeNo ratings yet
- Satellite Communication Trainer: TechnologiesDocument1 pageSatellite Communication Trainer: TechnologiesCarbon Nano TubeNo ratings yet
- Electrical MeasurementDocument12 pagesElectrical MeasurementCarbon Nano TubeNo ratings yet
- Ael1037b-I Power Electronics Trainer v1.2014Document2 pagesAel1037b-I Power Electronics Trainer v1.2014Carbon Nano TubeNo ratings yet
- Toyota Production System (TPS) : BY: Prashant ThakurDocument51 pagesToyota Production System (TPS) : BY: Prashant ThakurCarbon Nano TubeNo ratings yet
- Power Electronic Devices TrainerDocument67 pagesPower Electronic Devices TrainerCarbon Nano TubeNo ratings yet
- Spreading Science & Technology: Home Electrical Wiring Training SystemDocument1 pageSpreading Science & Technology: Home Electrical Wiring Training SystemCarbon Nano TubeNo ratings yet
- Adc 0809Document12 pagesAdc 0809Carbon Nano TubeNo ratings yet
- CTC Domestic Circuit Board ModelDocument1 pageCTC Domestic Circuit Board ModelCarbon Nano TubeNo ratings yet
- CTC Fluorescent Lamp SeriesDocument1 pageCTC Fluorescent Lamp SeriesCarbon Nano TubeNo ratings yet
- Motor Fault Simulator L Low Voltage Fault Simulation Trainer (XPO - MFS)Document1 pageMotor Fault Simulator L Low Voltage Fault Simulation Trainer (XPO - MFS)Carbon Nano TubeNo ratings yet
- 02 Basic Optics System Manual OS 8515CDocument58 pages02 Basic Optics System Manual OS 8515CCarbon Nano TubeNo ratings yet
- Jabatan Kejuruteraan Elektrik Politeknik Port Dickson KM 14 Jalan Pantai, 71050 SIRUSA, Negeri SembilanDocument6 pagesJabatan Kejuruteraan Elektrik Politeknik Port Dickson KM 14 Jalan Pantai, 71050 SIRUSA, Negeri SembilanCarbon Nano TubeNo ratings yet
- Dac0800 PDFDocument9 pagesDac0800 PDFCarbon Nano TubeNo ratings yet
- Student Workbook PDFDocument103 pagesStudent Workbook PDFCarbon Nano TubeNo ratings yet
- PAM, PPM, PWM and Line Coding Techniques: Scientech 2801Document2 pagesPAM, PPM, PWM and Line Coding Techniques: Scientech 2801Carbon Nano TubeNo ratings yet
- Analog Circuit Design Courseware: Designed To Impart Knowledge inDocument4 pagesAnalog Circuit Design Courseware: Designed To Impart Knowledge inCarbon Nano TubeNo ratings yet
- MM 445 Centrifugal Force Apparatus: General DescriptionDocument1 pageMM 445 Centrifugal Force Apparatus: General DescriptionCarbon Nano TubeNo ratings yet
- Geothermal Turbine Trainer PDFDocument2 pagesGeothermal Turbine Trainer PDFCarbon Nano TubeNo ratings yet
- Electromechanical Boq ForensicDocument31 pagesElectromechanical Boq ForensicDesigner ForeverNo ratings yet
- How To Perform Low Strain Pile Integrity TestDocument6 pagesHow To Perform Low Strain Pile Integrity TestAamirShabbirNo ratings yet
- HACKER AsmDocument21 pagesHACKER Asmkgrhoads100% (1)
- Z5 Float ZoneDocument113 pagesZ5 Float ZoneLambert StrongNo ratings yet
- Switchgear Vs SwitchboardDocument20 pagesSwitchgear Vs SwitchboardJuan MoralesNo ratings yet
- Datasheet (nst3906Document4 pagesDatasheet (nst3906Richard MachadoNo ratings yet
- CFM Equipped Fleet AtlanticDocument34 pagesCFM Equipped Fleet AtlanticJohn KevinNo ratings yet
- Chapter 9 - DC GeneratorsDocument22 pagesChapter 9 - DC GeneratorsKevin VerulaNo ratings yet
- Design of Sewer System - Civil Engineers PKDocument43 pagesDesign of Sewer System - Civil Engineers PKHira SalmanNo ratings yet
- Sanitary Plumbing Specs - Bldg. Type 2Document6 pagesSanitary Plumbing Specs - Bldg. Type 2ton carolinoNo ratings yet
- Resume Mohammed Naveed PDFDocument4 pagesResume Mohammed Naveed PDFSalesOnly BestNo ratings yet
- Guva S12SDDocument1 pageGuva S12SDyaumil akbarNo ratings yet
- IBM Knowledge Center - SWIFT Message Block StructureDocument5 pagesIBM Knowledge Center - SWIFT Message Block StructureaNo ratings yet
- TDRGuide FuelTransferPumpDocument23 pagesTDRGuide FuelTransferPumpRon Padilla100% (1)
- Tata Motors Sales Continue Growth Trend in July 2015 (Company Update)Document2 pagesTata Motors Sales Continue Growth Trend in July 2015 (Company Update)Shyam SunderNo ratings yet
- WEVAC University ProspectusDocument15 pagesWEVAC University Prospectuswevacuniversity100% (1)
- Journal Home GridDocument1 pageJournal Home Grid03217925346No ratings yet
- Sangoma Vega 400G Digital Gateway DatasheetDocument2 pagesSangoma Vega 400G Digital Gateway Datasheetmaple4VOIPNo ratings yet
- Ds Erhard Roco WaveDocument27 pagesDs Erhard Roco Wavekad-7No ratings yet
- University Education 3 2015Document73 pagesUniversity Education 3 2015Denis IlnytskyyNo ratings yet
- Car Body ConstructionDocument30 pagesCar Body ConstructionPethurajNo ratings yet
- Replacement Parts Catalog: Agrofarm 420TB GS DT Deutz FahrDocument40 pagesReplacement Parts Catalog: Agrofarm 420TB GS DT Deutz Fahrmanuel mxNo ratings yet
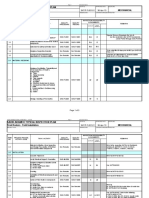
- Saudi Aramco Typical Inspection Plan: Fired Heaters - Field Installation MechanicalDocument3 pagesSaudi Aramco Typical Inspection Plan: Fired Heaters - Field Installation MechanicalOmer aliNo ratings yet
- Debugging ToolsDocument10 pagesDebugging ToolsAquib KhanNo ratings yet
- Computer Generations Assignment RefinedDocument6 pagesComputer Generations Assignment Refinedbasit_gee100% (2)
- Rule: Spent Nuclear Fuel and High-Level Radioactive Waste Independent Storage Licensing Requirements: Approved Spent Fuel Storage Casks ListDocument2 pagesRule: Spent Nuclear Fuel and High-Level Radioactive Waste Independent Storage Licensing Requirements: Approved Spent Fuel Storage Casks ListJustia.comNo ratings yet
- Instruction Manual Model US1000 Digital Indicating Controller FunctionsDocument128 pagesInstruction Manual Model US1000 Digital Indicating Controller Functionsmarvin2008No ratings yet
- 29-0034920-B002 - b-XR-PERI UP For Level 4 High ShoringDocument1 page29-0034920-B002 - b-XR-PERI UP For Level 4 High ShoringPaplu PaulNo ratings yet