
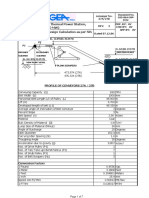
Chain Calculation
Chain Calculation
You might also like
- Bucket Elevator Calculation - Rev. 1Document8 pagesBucket Elevator Calculation - Rev. 1Jose David Jurado100% (4)
- Belt Tension TheoryDocument19 pagesBelt Tension Theorysugumar1981No ratings yet
- Conveyor CalculationsDocument10 pagesConveyor CalculationsCristhian PortocarreroNo ratings yet
- Finding Ebooks On IrcDocument10 pagesFinding Ebooks On IrcJeff DesaulniersNo ratings yet
- Drag ConveyorDocument2 pagesDrag ConveyorsimplyammarNo ratings yet
- Belt and Chain DrivesDocument10 pagesBelt and Chain DrivesJagdip ShethNo ratings yet
- D0006137 Duraplate Assembly - FEA Report Rev. 2Document22 pagesD0006137 Duraplate Assembly - FEA Report Rev. 2Gabriela PricopeNo ratings yet
- Conveyor DesignDocument16 pagesConveyor DesignShankar Mahesh50% (2)
- Feeder Breaker 1200mtph Project01!08!08Document3 pagesFeeder Breaker 1200mtph Project01!08!08Herman AbdullahNo ratings yet
- Conveyor ChainsDocument172 pagesConveyor Chainsmkpasha55mpNo ratings yet
- Understanding T2 Tensioning Requirements and The PhilosophieDocument4 pagesUnderstanding T2 Tensioning Requirements and The PhilosophieWaris La Joi WakatobiNo ratings yet
- Conveyor Chains TsubakiDocument184 pagesConveyor Chains Tsubakitepu msosaNo ratings yet
- A Double Roll Crusher AppliedDocument7 pagesA Double Roll Crusher AppliedAnonymous bmFsuvNo ratings yet
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocument7 pagesProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADxFxNo ratings yet
- Conveyor Design Summary ReportDocument53 pagesConveyor Design Summary ReportTotok ChemScoutNo ratings yet
- Troubleshooting ConveyorDocument7 pagesTroubleshooting Conveyorsapu11jagat5855No ratings yet
- Chain Pull CalculationsDocument39 pagesChain Pull Calculationsmech_abhi100% (2)
- Drag ConveyorsDocument15 pagesDrag ConveyorsPanchoMiyamotoNo ratings yet
- SCC Bucket Elevators For A Variety of Applications: Catalog No. 201Document16 pagesSCC Bucket Elevators For A Variety of Applications: Catalog No. 201sudheer4079100% (2)
- Conveyorchains HitachiDocument173 pagesConveyorchains HitachiLLNo ratings yet
- Conveyor ChainDocument43 pagesConveyor ChainsikoNo ratings yet
- Z M B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Document16 pagesZ M B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Babu RajamanickamNo ratings yet
- Pneumatic ConveyingDocument33 pagesPneumatic ConveyingLuis Angel Lopez CasasNo ratings yet
- Bucket Elevator SanweiDocument1 pageBucket Elevator SanweiTriết Lãm NgôNo ratings yet
- Rotating TrolleyDocument12 pagesRotating TrolleyInderdeep TatlaNo ratings yet
- Chain Conveyor GB@GBDocument8 pagesChain Conveyor GB@GBMiguel OrhlNo ratings yet
- Soportes Take UP STL Series - Rodamientos SmilovicDocument4 pagesSoportes Take UP STL Series - Rodamientos SmilovicAlejandro SmilovicNo ratings yet
- Spur Gear DesignDocument2 pagesSpur Gear DesignRamji RaoNo ratings yet
- Mechanical Power TransmissionDocument26 pagesMechanical Power TransmissionVinoth KumarNo ratings yet
- WWW Mechanicalengineeringblog Com 2Document6 pagesWWW Mechanicalengineeringblog Com 2Mashudi FikriNo ratings yet
- FeederBreaker Sizer09Document8 pagesFeederBreaker Sizer09Luc Tellier100% (1)
- Conveyor BeltDocument23 pagesConveyor BeltPRANOTOSUKMO100% (1)
- How To Remove Autorun Inf Virus OpenDocument6 pagesHow To Remove Autorun Inf Virus OpenIsaac TataNo ratings yet
- Bühler Chain CatalogDocument32 pagesBühler Chain CatalogenricoorNo ratings yet
- Conveyor 02Document4 pagesConveyor 02kmats2No ratings yet
- Screw Conveyors PDFDocument121 pagesScrew Conveyors PDFzackii90No ratings yet
- Conveyor Chain Design GuideDocument64 pagesConveyor Chain Design GuideAtacomaNo ratings yet
- Conveyor CapacityDocument3 pagesConveyor Capacityx30patelNo ratings yet
- Conveyor Chain Selection: P (2.1W + M) F CDocument2 pagesConveyor Chain Selection: P (2.1W + M) F Cmanoj983@gmail.comNo ratings yet
- Unit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeDocument200 pagesUnit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeAbhijeet somawarNo ratings yet
- The Design of Conveyor PulleysDocument10 pagesThe Design of Conveyor PulleysJam BabNo ratings yet
- Belt ConveyorDocument3 pagesBelt ConveyorJawed AnsariNo ratings yet
- Sprocket Guide123456789Document17 pagesSprocket Guide123456789Ramsai ChigurupatiNo ratings yet
- Conveyor Idler StandardsDocument10 pagesConveyor Idler StandardsObiwan1483100% (1)
- Is-12959 Sprocket Link ChainDocument10 pagesIs-12959 Sprocket Link ChainAshutosh PatraNo ratings yet
- Conveyor Belt CalculationsDocument4 pagesConveyor Belt CalculationsSk Irfan AhmedNo ratings yet
- Airlock Shaft CalculationDocument5 pagesAirlock Shaft CalculationRefqi Kemal HabibNo ratings yet
- Shaftless Screw ConveyorsDocument2 pagesShaftless Screw Conveyorshenker21No ratings yet
- Bearing Centre and Face Width in Conveyor PulleyDocument8 pagesBearing Centre and Face Width in Conveyor PulleyPrashant MishraNo ratings yet
- Design of ShaftDocument51 pagesDesign of Shaftsushil100% (1)
- Conveyor ChainsDocument184 pagesConveyor ChainsAchinNo ratings yet
- Introduction:-: SR - No. Advantages DisadvantagesDocument8 pagesIntroduction:-: SR - No. Advantages DisadvantagesPratik WalimbeNo ratings yet
- Belt Tension TheoryDocument6 pagesBelt Tension TheoryPedro ViegasNo ratings yet
- Ijett V20P208 PDFDocument4 pagesIjett V20P208 PDFRodrigo GomezNo ratings yet
- Belt and Chain Drives ELMESDocument9 pagesBelt and Chain Drives ELMESRif'an am'ulyaNo ratings yet
- Selecting Couplings For Large LoadsDocument7 pagesSelecting Couplings For Large Loadsanup_nairNo ratings yet
- ConvEx Paper - The Design of High Speed Belt ConveyorsDocument11 pagesConvEx Paper - The Design of High Speed Belt Conveyorsgego2No ratings yet
- LO 4 Handout SLO1,2,3, and 4 All Suboutcome CompleteDocument38 pagesLO 4 Handout SLO1,2,3, and 4 All Suboutcome Completesushil.vgiNo ratings yet
- 3.conveyor Belt Selection-Design For High Speed ConveyorsDocument17 pages3.conveyor Belt Selection-Design For High Speed ConveyorsAshok KumarNo ratings yet
- Idler DesignDocument6 pagesIdler DesignVaibhav GuptaNo ratings yet
- Simulation of Bracket: Strength Analysis For The BracketDocument10 pagesSimulation of Bracket: Strength Analysis For The BracketGabriela PricopeNo ratings yet
- Double EclipseDocument3 pagesDouble EclipseGabriela PricopeNo ratings yet
- Simulation of Beam: Strength Analysis For Lightning Bar SupportsDocument10 pagesSimulation of Beam: Strength Analysis For Lightning Bar SupportsGabriela PricopeNo ratings yet
- Cicor PortfolioDocument12 pagesCicor PortfolioGabriela PricopeNo ratings yet
- FEA Work PresentationDocument15 pagesFEA Work PresentationGabriela PricopeNo ratings yet
- Usmp P24701Document24 pagesUsmp P24701Gabriela PricopeNo ratings yet
- Adns 6190Document3 pagesAdns 6190Gabriela PricopeNo ratings yet
- Catalog LanturiDocument221 pagesCatalog LanturiGabriela PricopeNo ratings yet
- Chemistry Question BankDocument86 pagesChemistry Question BankNagesh SharmaNo ratings yet
- Acti BriteDocument2 pagesActi BriteAnonymous faaLe7NmNo ratings yet
- Low Density Polyethylene: DescriptionDocument2 pagesLow Density Polyethylene: Descriptionahmad abdullahNo ratings yet
- Watertight Sliding DoorDocument21 pagesWatertight Sliding DoorRajan BhandariNo ratings yet
- Foamcrete-LWC PG1to12 23-10-19 MailDocument12 pagesFoamcrete-LWC PG1to12 23-10-19 Mailfaizal azizNo ratings yet
- PIERS2006CambridgeProceedings PDFDocument546 pagesPIERS2006CambridgeProceedings PDFuser123No ratings yet
- Composites enDocument20 pagesComposites enpolymer_foam100% (1)
- Module 4 Study GuideDocument4 pagesModule 4 Study GuidekaicaNo ratings yet
- Ways of Separating MixturesDocument5 pagesWays of Separating MixturesMay Anne AlmarioNo ratings yet
- Article1397227128 - Adeosun Et AlDocument7 pagesArticle1397227128 - Adeosun Et AlSamuel PrekebenaNo ratings yet
- Silicon Steel CRGO Making ProcessDocument13 pagesSilicon Steel CRGO Making Processrahul srivastavaNo ratings yet
- The Old Quantum TheoryDocument27 pagesThe Old Quantum Theorylenc46No ratings yet
- Ions in Actions: Grade 9 Science - Laboratory Activity 1.1Document3 pagesIons in Actions: Grade 9 Science - Laboratory Activity 1.1ellaNo ratings yet
- TDA 301T - 2015-10 - Thermodynamic Properties Real SubstancesDocument146 pagesTDA 301T - 2015-10 - Thermodynamic Properties Real SubstancesMduduzi Magiva Mahlangu100% (1)
- Lab Manual 1Document3 pagesLab Manual 1elizabeth shaw gonzalezNo ratings yet
- Rubber Compounds TableDocument2 pagesRubber Compounds TableSrikanth Pothapragada100% (2)
- Composition of Crude OilDocument2 pagesComposition of Crude Oilzapspaz100% (1)
- Pengenalan Alam SekitarDocument57 pagesPengenalan Alam SekitarZura UmarNo ratings yet
- Topic 4.2 Inverse Linear VariationDocument2 pagesTopic 4.2 Inverse Linear VariationJian Christian FerminNo ratings yet
- Efek Variasi Beban Pendinginan Terhadap Coefficient of Performance (Cop) Alat Uji Pengukuran Koefisien Evaporasi Menggunakan Refrigeran R-134ADocument11 pagesEfek Variasi Beban Pendinginan Terhadap Coefficient of Performance (Cop) Alat Uji Pengukuran Koefisien Evaporasi Menggunakan Refrigeran R-134AFajar ReynaldiNo ratings yet
- John Moffat - Quantum Measurements, Non Locality, and The Arrow of TimeDocument8 pagesJohn Moffat - Quantum Measurements, Non Locality, and The Arrow of Timedelenda3No ratings yet
- Journal PH MollisolDocument13 pagesJournal PH MollisolLa KechaNo ratings yet
- Investigation of Defects in Manufacturing of Copper TubesDocument17 pagesInvestigation of Defects in Manufacturing of Copper TubesKailas GophaneNo ratings yet
- 350.2R-04 - Concrete Structures For Containment Hazardous Materials PDFDocument17 pages350.2R-04 - Concrete Structures For Containment Hazardous Materials PDFEduardo Quezada LarenasNo ratings yet
- Physics Exam Cheat SheetDocument3 pagesPhysics Exam Cheat Sheetapi-3800610No ratings yet
- Kimpritis T 2014 MPhil ThesisDocument145 pagesKimpritis T 2014 MPhil Thesisanar100% (1)
- Compressible Aerodynamics - Chapter10 - v2 PDFDocument35 pagesCompressible Aerodynamics - Chapter10 - v2 PDFPythonraptorNo ratings yet
- Zinc-Plating Copper and The Formation of Brass - 'Turning Copper Into Silver' and Gold''Document3 pagesZinc-Plating Copper and The Formation of Brass - 'Turning Copper Into Silver' and Gold''Phan TrangNo ratings yet
- D 5628 - 96 R01 - Rdu2mjg - PDFDocument10 pagesD 5628 - 96 R01 - Rdu2mjg - PDFJuan Pablo ApazaNo ratings yet
- Cat14 KDN EngDocument76 pagesCat14 KDN EngFederico LiaudatNo ratings yet

































































































Download as pdf or txt
You might also like
- Bucket Elevator Calculation - Rev. 1Document8 pagesBucket Elevator Calculation - Rev. 1Jose David Jurado100% (4)
- Belt Tension TheoryDocument19 pagesBelt Tension Theorysugumar1981No ratings yet
- Conveyor CalculationsDocument10 pagesConveyor CalculationsCristhian PortocarreroNo ratings yet
- Finding Ebooks On IrcDocument10 pagesFinding Ebooks On IrcJeff DesaulniersNo ratings yet
- Drag ConveyorDocument2 pagesDrag ConveyorsimplyammarNo ratings yet
- Belt and Chain DrivesDocument10 pagesBelt and Chain DrivesJagdip ShethNo ratings yet
- D0006137 Duraplate Assembly - FEA Report Rev. 2Document22 pagesD0006137 Duraplate Assembly - FEA Report Rev. 2Gabriela PricopeNo ratings yet
- Conveyor DesignDocument16 pagesConveyor DesignShankar Mahesh50% (2)
- Feeder Breaker 1200mtph Project01!08!08Document3 pagesFeeder Breaker 1200mtph Project01!08!08Herman AbdullahNo ratings yet
- Conveyor ChainsDocument172 pagesConveyor Chainsmkpasha55mpNo ratings yet
- Understanding T2 Tensioning Requirements and The PhilosophieDocument4 pagesUnderstanding T2 Tensioning Requirements and The PhilosophieWaris La Joi WakatobiNo ratings yet
- Conveyor Chains TsubakiDocument184 pagesConveyor Chains Tsubakitepu msosaNo ratings yet
- A Double Roll Crusher AppliedDocument7 pagesA Double Roll Crusher AppliedAnonymous bmFsuvNo ratings yet
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocument7 pagesProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADxFxNo ratings yet
- Conveyor Design Summary ReportDocument53 pagesConveyor Design Summary ReportTotok ChemScoutNo ratings yet
- Troubleshooting ConveyorDocument7 pagesTroubleshooting Conveyorsapu11jagat5855No ratings yet
- Chain Pull CalculationsDocument39 pagesChain Pull Calculationsmech_abhi100% (2)
- Drag ConveyorsDocument15 pagesDrag ConveyorsPanchoMiyamotoNo ratings yet
- SCC Bucket Elevators For A Variety of Applications: Catalog No. 201Document16 pagesSCC Bucket Elevators For A Variety of Applications: Catalog No. 201sudheer4079100% (2)
- Conveyorchains HitachiDocument173 pagesConveyorchains HitachiLLNo ratings yet
- Conveyor ChainDocument43 pagesConveyor ChainsikoNo ratings yet
- Z M B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Document16 pagesZ M B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Babu RajamanickamNo ratings yet
- Pneumatic ConveyingDocument33 pagesPneumatic ConveyingLuis Angel Lopez CasasNo ratings yet
- Bucket Elevator SanweiDocument1 pageBucket Elevator SanweiTriết Lãm NgôNo ratings yet
- Rotating TrolleyDocument12 pagesRotating TrolleyInderdeep TatlaNo ratings yet
- Chain Conveyor GB@GBDocument8 pagesChain Conveyor GB@GBMiguel OrhlNo ratings yet
- Soportes Take UP STL Series - Rodamientos SmilovicDocument4 pagesSoportes Take UP STL Series - Rodamientos SmilovicAlejandro SmilovicNo ratings yet
- Spur Gear DesignDocument2 pagesSpur Gear DesignRamji RaoNo ratings yet
- Mechanical Power TransmissionDocument26 pagesMechanical Power TransmissionVinoth KumarNo ratings yet
- WWW Mechanicalengineeringblog Com 2Document6 pagesWWW Mechanicalengineeringblog Com 2Mashudi FikriNo ratings yet
- FeederBreaker Sizer09Document8 pagesFeederBreaker Sizer09Luc Tellier100% (1)
- Conveyor BeltDocument23 pagesConveyor BeltPRANOTOSUKMO100% (1)
- How To Remove Autorun Inf Virus OpenDocument6 pagesHow To Remove Autorun Inf Virus OpenIsaac TataNo ratings yet
- Bühler Chain CatalogDocument32 pagesBühler Chain CatalogenricoorNo ratings yet
- Conveyor 02Document4 pagesConveyor 02kmats2No ratings yet
- Screw Conveyors PDFDocument121 pagesScrew Conveyors PDFzackii90No ratings yet
- Conveyor Chain Design GuideDocument64 pagesConveyor Chain Design GuideAtacomaNo ratings yet
- Conveyor CapacityDocument3 pagesConveyor Capacityx30patelNo ratings yet
- Conveyor Chain Selection: P (2.1W + M) F CDocument2 pagesConveyor Chain Selection: P (2.1W + M) F Cmanoj983@gmail.comNo ratings yet
- Unit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeDocument200 pagesUnit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeAbhijeet somawarNo ratings yet
- The Design of Conveyor PulleysDocument10 pagesThe Design of Conveyor PulleysJam BabNo ratings yet
- Belt ConveyorDocument3 pagesBelt ConveyorJawed AnsariNo ratings yet
- Sprocket Guide123456789Document17 pagesSprocket Guide123456789Ramsai ChigurupatiNo ratings yet
- Conveyor Idler StandardsDocument10 pagesConveyor Idler StandardsObiwan1483100% (1)
- Is-12959 Sprocket Link ChainDocument10 pagesIs-12959 Sprocket Link ChainAshutosh PatraNo ratings yet
- Conveyor Belt CalculationsDocument4 pagesConveyor Belt CalculationsSk Irfan AhmedNo ratings yet
- Airlock Shaft CalculationDocument5 pagesAirlock Shaft CalculationRefqi Kemal HabibNo ratings yet
- Shaftless Screw ConveyorsDocument2 pagesShaftless Screw Conveyorshenker21No ratings yet
- Bearing Centre and Face Width in Conveyor PulleyDocument8 pagesBearing Centre and Face Width in Conveyor PulleyPrashant MishraNo ratings yet
- Design of ShaftDocument51 pagesDesign of Shaftsushil100% (1)
- Conveyor ChainsDocument184 pagesConveyor ChainsAchinNo ratings yet
- Introduction:-: SR - No. Advantages DisadvantagesDocument8 pagesIntroduction:-: SR - No. Advantages DisadvantagesPratik WalimbeNo ratings yet
- Belt Tension TheoryDocument6 pagesBelt Tension TheoryPedro ViegasNo ratings yet
- Ijett V20P208 PDFDocument4 pagesIjett V20P208 PDFRodrigo GomezNo ratings yet
- Belt and Chain Drives ELMESDocument9 pagesBelt and Chain Drives ELMESRif'an am'ulyaNo ratings yet
- Selecting Couplings For Large LoadsDocument7 pagesSelecting Couplings For Large Loadsanup_nairNo ratings yet
- ConvEx Paper - The Design of High Speed Belt ConveyorsDocument11 pagesConvEx Paper - The Design of High Speed Belt Conveyorsgego2No ratings yet
- LO 4 Handout SLO1,2,3, and 4 All Suboutcome CompleteDocument38 pagesLO 4 Handout SLO1,2,3, and 4 All Suboutcome Completesushil.vgiNo ratings yet
- 3.conveyor Belt Selection-Design For High Speed ConveyorsDocument17 pages3.conveyor Belt Selection-Design For High Speed ConveyorsAshok KumarNo ratings yet
- Idler DesignDocument6 pagesIdler DesignVaibhav GuptaNo ratings yet
- Simulation of Bracket: Strength Analysis For The BracketDocument10 pagesSimulation of Bracket: Strength Analysis For The BracketGabriela PricopeNo ratings yet
- Double EclipseDocument3 pagesDouble EclipseGabriela PricopeNo ratings yet
- Simulation of Beam: Strength Analysis For Lightning Bar SupportsDocument10 pagesSimulation of Beam: Strength Analysis For Lightning Bar SupportsGabriela PricopeNo ratings yet
- Cicor PortfolioDocument12 pagesCicor PortfolioGabriela PricopeNo ratings yet
- FEA Work PresentationDocument15 pagesFEA Work PresentationGabriela PricopeNo ratings yet
- Usmp P24701Document24 pagesUsmp P24701Gabriela PricopeNo ratings yet
- Adns 6190Document3 pagesAdns 6190Gabriela PricopeNo ratings yet
- Catalog LanturiDocument221 pagesCatalog LanturiGabriela PricopeNo ratings yet
- Chemistry Question BankDocument86 pagesChemistry Question BankNagesh SharmaNo ratings yet
- Acti BriteDocument2 pagesActi BriteAnonymous faaLe7NmNo ratings yet
- Low Density Polyethylene: DescriptionDocument2 pagesLow Density Polyethylene: Descriptionahmad abdullahNo ratings yet
- Watertight Sliding DoorDocument21 pagesWatertight Sliding DoorRajan BhandariNo ratings yet
- Foamcrete-LWC PG1to12 23-10-19 MailDocument12 pagesFoamcrete-LWC PG1to12 23-10-19 Mailfaizal azizNo ratings yet
- PIERS2006CambridgeProceedings PDFDocument546 pagesPIERS2006CambridgeProceedings PDFuser123No ratings yet
- Composites enDocument20 pagesComposites enpolymer_foam100% (1)
- Module 4 Study GuideDocument4 pagesModule 4 Study GuidekaicaNo ratings yet
- Ways of Separating MixturesDocument5 pagesWays of Separating MixturesMay Anne AlmarioNo ratings yet
- Article1397227128 - Adeosun Et AlDocument7 pagesArticle1397227128 - Adeosun Et AlSamuel PrekebenaNo ratings yet
- Silicon Steel CRGO Making ProcessDocument13 pagesSilicon Steel CRGO Making Processrahul srivastavaNo ratings yet
- The Old Quantum TheoryDocument27 pagesThe Old Quantum Theorylenc46No ratings yet
- Ions in Actions: Grade 9 Science - Laboratory Activity 1.1Document3 pagesIons in Actions: Grade 9 Science - Laboratory Activity 1.1ellaNo ratings yet
- TDA 301T - 2015-10 - Thermodynamic Properties Real SubstancesDocument146 pagesTDA 301T - 2015-10 - Thermodynamic Properties Real SubstancesMduduzi Magiva Mahlangu100% (1)
- Lab Manual 1Document3 pagesLab Manual 1elizabeth shaw gonzalezNo ratings yet
- Rubber Compounds TableDocument2 pagesRubber Compounds TableSrikanth Pothapragada100% (2)
- Composition of Crude OilDocument2 pagesComposition of Crude Oilzapspaz100% (1)
- Pengenalan Alam SekitarDocument57 pagesPengenalan Alam SekitarZura UmarNo ratings yet
- Topic 4.2 Inverse Linear VariationDocument2 pagesTopic 4.2 Inverse Linear VariationJian Christian FerminNo ratings yet
- Efek Variasi Beban Pendinginan Terhadap Coefficient of Performance (Cop) Alat Uji Pengukuran Koefisien Evaporasi Menggunakan Refrigeran R-134ADocument11 pagesEfek Variasi Beban Pendinginan Terhadap Coefficient of Performance (Cop) Alat Uji Pengukuran Koefisien Evaporasi Menggunakan Refrigeran R-134AFajar ReynaldiNo ratings yet
- John Moffat - Quantum Measurements, Non Locality, and The Arrow of TimeDocument8 pagesJohn Moffat - Quantum Measurements, Non Locality, and The Arrow of Timedelenda3No ratings yet
- Journal PH MollisolDocument13 pagesJournal PH MollisolLa KechaNo ratings yet
- Investigation of Defects in Manufacturing of Copper TubesDocument17 pagesInvestigation of Defects in Manufacturing of Copper TubesKailas GophaneNo ratings yet
- 350.2R-04 - Concrete Structures For Containment Hazardous Materials PDFDocument17 pages350.2R-04 - Concrete Structures For Containment Hazardous Materials PDFEduardo Quezada LarenasNo ratings yet
- Physics Exam Cheat SheetDocument3 pagesPhysics Exam Cheat Sheetapi-3800610No ratings yet
- Kimpritis T 2014 MPhil ThesisDocument145 pagesKimpritis T 2014 MPhil Thesisanar100% (1)
- Compressible Aerodynamics - Chapter10 - v2 PDFDocument35 pagesCompressible Aerodynamics - Chapter10 - v2 PDFPythonraptorNo ratings yet
- Zinc-Plating Copper and The Formation of Brass - 'Turning Copper Into Silver' and Gold''Document3 pagesZinc-Plating Copper and The Formation of Brass - 'Turning Copper Into Silver' and Gold''Phan TrangNo ratings yet
- D 5628 - 96 R01 - Rdu2mjg - PDFDocument10 pagesD 5628 - 96 R01 - Rdu2mjg - PDFJuan Pablo ApazaNo ratings yet
- Cat14 KDN EngDocument76 pagesCat14 KDN EngFederico LiaudatNo ratings yet