Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Leslie Marmon Silko The Storyteller........Document19 pagesLeslie Marmon Silko The Storyteller........Marselina Govedarica100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Müller, Herta - Nadirs (Nebraska, 1999) PDFDocument133 pagesMüller, Herta - Nadirs (Nebraska, 1999) PDFgiorgossaridakisNo ratings yet
- 332CDocument2 pages332CLo Siento de VerdadNo ratings yet
- The Merchant of Venice - Act 2 QuestionsDocument2 pagesThe Merchant of Venice - Act 2 QuestionsNick Nicky100% (1)
- Wonders of The World (DK History Ebook)Document70 pagesWonders of The World (DK History Ebook)Sandy Saddler100% (9)
- Pipe and Fittings Data ChartsDocument20 pagesPipe and Fittings Data ChartskavNo ratings yet
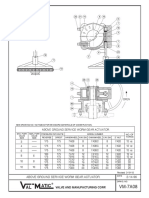
- AL Atic: Above Ground Service Worm Gear Actuator 2-14-96Document1 pageAL Atic: Above Ground Service Worm Gear Actuator 2-14-96Lo Siento de VerdadNo ratings yet
- WEB Latinomineria 74 PDFDocument84 pagesWEB Latinomineria 74 PDFLo Siento de VerdadNo ratings yet
- Europe's Premier Manufacturer of Aftermarket Crusher Spare and Wear PartsDocument6 pagesEurope's Premier Manufacturer of Aftermarket Crusher Spare and Wear PartsLo Siento de VerdadNo ratings yet
- SBS STT Battery Instruction ManualDocument12 pagesSBS STT Battery Instruction ManualLo Siento de VerdadNo ratings yet
- The Truth About Batteries-White PaperDocument13 pagesThe Truth About Batteries-White PaperRahul ShelkeNo ratings yet
- Engineering DynamicsDocument17 pagesEngineering DynamicsLo Siento de VerdadNo ratings yet
- Ts Battery PaperDocument2 pagesTs Battery PaperLo Siento de VerdadNo ratings yet
- Battery Manufacturing: Etools Home: Scope - References - Glossary - Viewing / Printing Instructions - CreditsDocument146 pagesBattery Manufacturing: Etools Home: Scope - References - Glossary - Viewing / Printing Instructions - CreditsLo Siento de VerdadNo ratings yet
- Diapositivas Clase 02Document37 pagesDiapositivas Clase 02Lo Siento de VerdadNo ratings yet
- Shared Reading Planfixed Lit DevDocument7 pagesShared Reading Planfixed Lit Devapi-490389596No ratings yet
- Glass PaintDocument22 pagesGlass Paintreinpoly33% (3)
- Ohrid - World Heritage SiteDocument99 pagesOhrid - World Heritage SiteAleksandar MilojkovicNo ratings yet
- Magic CodexDocument588 pagesMagic CodexDan SerranoNo ratings yet
- A Tang-Dynasty Manual of Governance and PDFDocument16 pagesA Tang-Dynasty Manual of Governance and PDFAmboUnsam100% (1)
- BdicbiaxsajbaibaucDocument4 pagesBdicbiaxsajbaibaucGabriel AntonyNo ratings yet
- Wings of JudgementDocument2 pagesWings of JudgementRobert PodgurskiNo ratings yet
- A Short Sketch of Tamil LiteratureDocument3 pagesA Short Sketch of Tamil LiteratureSivason100% (1)
- Podcast ScriptDocument10 pagesPodcast ScriptKim Singson100% (1)
- Early childhood-WPS OfficeDocument2 pagesEarly childhood-WPS OfficeNicki Lyn Dela CruzNo ratings yet
- Parallel Structure Practice: - Answer KeyDocument2 pagesParallel Structure Practice: - Answer Keyangel2019No ratings yet
- Best U102eDocument2 pagesBest U102ePurcellMurrayNo ratings yet
- Shear and Moment Diagrams - Including The 3 Moment Equation and ExamplesDocument300 pagesShear and Moment Diagrams - Including The 3 Moment Equation and Examplessoulsell100% (7)
- 87ae786948d705a6047e1ca5caf6541b.xlsxDocument255 pages87ae786948d705a6047e1ca5caf6541b.xlsxshubhamjain1993No ratings yet
- Solidworks Solutions: The Power You Need To Drive InnovationDocument6 pagesSolidworks Solutions: The Power You Need To Drive Innovationsamar2011No ratings yet
- American Romanticism: IntroductionDocument28 pagesAmerican Romanticism: IntroductionRangothri Sreenivasa SubramanyamNo ratings yet
- Emanation Theory: Impact On Muslim PhilosophyDocument30 pagesEmanation Theory: Impact On Muslim PhilosophyS⸫Ḥ⸫RNo ratings yet
- Acrylic Unit PlanDocument14 pagesAcrylic Unit Plannave101No ratings yet
- Photograph Minimalism StyleDocument15 pagesPhotograph Minimalism StyleAndrei PitigoiNo ratings yet
- Choosing The Right Friends Sermon On 3rd May 2006Document5 pagesChoosing The Right Friends Sermon On 3rd May 2006RajivpNo ratings yet
- St. Croix County Property Transfers For May 26-29 2020Document19 pagesSt. Croix County Property Transfers For May 26-29 2020Michael BrunNo ratings yet
- Action Plan PYM 2019Document4 pagesAction Plan PYM 2019Luis PazNo ratings yet
- How Numerology WorksDocument4 pagesHow Numerology WorksNaganirmaladevi thiruveedhulaNo ratings yet
- Phileas Fogg Theatre Company Year 3Document1 pagePhileas Fogg Theatre Company Year 3api-378423722No ratings yet
- Candidate Name Mobile Email PincodeDocument10 pagesCandidate Name Mobile Email PincodeDeepak DasNo ratings yet
- English Essay - RevisedDocument2 pagesEnglish Essay - Revisedapi-358041356No ratings yet